


Basis hotend-onderhoud
De hotend is een van de belangrijkste onderdelen van een FFF 3D-printer en degene die het meest onderhevig is aan slijtage. Het is essentieel om goed onderhoud uit te voeren en het regelmatig te controleren om de staat ervan te controleren.
Er zijn meerdere soorten hotends, zowel stand-alone (bijv. E3D V6) als geïntegreerd in compacte koppen (bijv. Hemera, LGX FF), maar ze hebben allemaal een aantal gemeenschappelijke componenten.

Afbeelding 1:Hotend geïntegreerd in de LGX compacte kop. Bron:bondtech.se
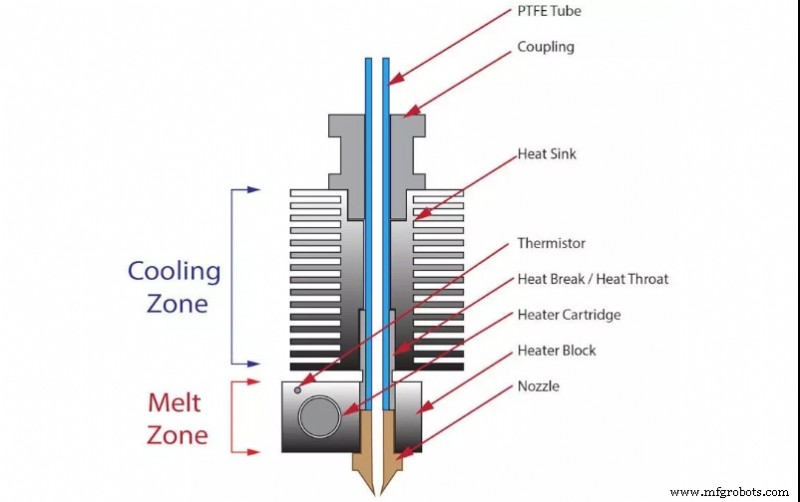
De volgende componenten zijn in elke hotend te vinden:
- Nozzle:dit is het element waardoor het gesmolten materiaal wordt geëxtrudeerd.
- Verwarmingspatroon:het bestaat uit een weerstand waarvan de functie is om het verwarmingsblok te verwarmen.
- Temperatuursensor:Deze kan van verschillende typen zijn:thermistor, thermokoppel, PT100,.... Zijn functie is het meten van de temperatuur van het verwarmingsblok.
- Verwarmingsblok:het is het element dat verantwoordelijk is voor het overbrengen van de temperatuur naar het mondstuk en naar de hete zone van de heatbreak.
- Heatbreak:Dit is het thermische onderbrekingselement. Zijn functie is om het filament naar het mondstuk te leiden en te voorkomen dat het voortijdig smelt. Het bestaat uit een hete en een koude zone en de thermische prestaties zijn essentieel voor de juiste werking van de hotend. Er zijn twee verschillende soorten:volledig metalen en teflon inzetstukken. De volledig metalen heatbreak is bestand tegen hoge temperaturen, maar is vatbaar voor warmtekruip wanneer de thermische prestaties niet optimaal zijn. De hotend met teflon inzetstuk voorkomt dat het filament smelt in de heatbreak en minimaliseert wrijving in de heatbreak, maar wordt niet aanbevolen voor materialen die temperaturen boven 265°C vereisen.
- Heatsink:Dit is het element dat verantwoordelijk is voor het koelen van de heatbreak, waardoor de warme en koude zones gescheiden blijven. Het kan passief of actief zijn.
Afbeelding 2:Onderdelen van een hotend. Bron:cults3D.com
Om de juiste werking van de hotend te garanderen, is het noodzakelijk om de staat van elk van de elementen te controleren, evenals de montage van ze allemaal.
Spuitstuk
Het is een verbruiksartikel en heeft daarom een beperkte levensduur. Slijtage van het mondstuk zal resulteren in een toename van de mondstukdiameter en een verkorting van de mondstuklengte. Dit komt tot uiting in een inconsistente extrusie die de afwerking van de onderdelen zal verslechteren.
Er zijn verschillende factoren die de slijtage van een spuitmond versnellen. De meest voorkomende is het gebruik van composietmaterialen. De aanwezigheid van vezels of deeltjes in het filament veroorzaakt hoge slijtage aan de mondstukwanden. Bijzonder abrasief zijn glas- of koolstofvezelfilamenten, filamenten beladen met keramische of metalen deeltjes en fosforescerende filamenten.
Aan de andere kant bepaalt het materiaal waarvan de spuitmond is gemaakt ook de duurzaamheid van de spuitmond. De meest voorkomende materialen zijn de volgende:
- Messing:Ze hebben een zeer beperkte duurzaamheid, zelfs met niet-schurende filamenten. Het is raadzaam om ze vaak te vervangen om een maximale afdrukkwaliteit te garanderen.
- Messing of koper met nikkelcoating:De nikkelcoating geeft een hogere oppervlaktehardheid aan de spuitmond en daardoor een hogere slijtvastheid. De duurzaamheid is zeer hoog met niet-schurende filamenten en matig met schurende filamenten.
- Roestvrij staal:deze mondstukken zijn ontwikkeld voor medische toepassingen en toepassingen die in contact komen met voedsel, maar hebben een goede duurzaamheid met niet-schurende filamenten. Hoewel ze een matige duurzaamheid hebben met schurende filamenten, zijn ze niet de aanbevolen keuze.
- Gehard staal en vergelijkbaar:ze hebben een goede duurzaamheid bij gebruik met schurende materialen en een zeer goede duurzaamheid bij niet-schurende filamenten. Over het algemeen is de afdrukkwaliteit niet zo goed als in de vorige gevallen vanwege de ruwheid van het materiaal en de hechting ervan met het gesmolten plastic. Sommige bevatten echter speciale coatings die dit probleem oplossen.
- Met robijnpunt:Robijn is een van de hardste materialen en het materiaal dat het minst onderhevig is aan slijtage, maar alleen de punt van het mondstuk is gemaakt van dit materiaal, dat op een koperen mondstuk is gekrompen. Het heeft een hoge duurzaamheid met niet-schurende materialen en het belangrijkste voordeel is dat het tijdens zijn levensduur geen kwaliteit verliest. Na verloop van tijd verslijt het koperen deel tot het punt waarop de robijnrode punt loslaat. Bij zeer abrasieve materialen is het aan te raden mondstukken van gehard staal te gebruiken.
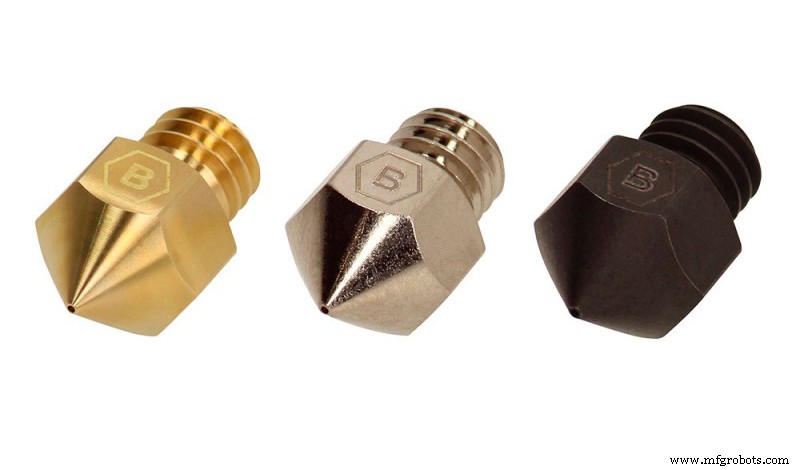
Afbeelding 3:Sproeiers van messing, vernikkeld koper en gehard staal. Bron:Brozzl.com
Het is moeilijk in te schatten hoe vaak een spuitmond moet worden vervangen, omdat dit grotendeels afhangt van het gebruikte materiaal en de temperatuur. Als richtlijn kunnen echter de volgende waarden worden geschat:
- Messing mondstuk:
- Met niet-schurende materialen:elke 200 gebruiksuren vervangen.
- Bij schurende materialen:niet aanbevolen.
- Vernikkeld messing mondstuk
- Met niet-schurende materialen:Vervang elke 1000 gebruiksuren.
- Bij schurende materialen:elke 100 gebruiksuren vervangen.
- Roestvrij staal:
- Met niet-schurende materialen:Vervang elke 1000 gebruiksuren.
- Met schurende materialen:100 uur.
- Gehard staal:
- Met niet-schurende materialen:niet aanbevolen voor gebruik.
- Met schurende materialen:400 uur.
- Met robijnen punt:
- Met niet-schurende materialen:wanneer de robijn loslaat.
- Bij schurende materialen:wanneer de robijn loslaat.
Verwarmingspatroon
De meest voorkomende storing met betrekking tot de verwarmingspatroon is te wijten aan een probleem met de verbinding. De draden die in de cartridge gaan, worden meestal beschermd met twee temperatuurbestendige plastic omhulsels. Deze omhulsels hebben de neiging om bij gebruik te verslechteren, waardoor de metaaldraad bloot komt te liggen. Zodra slijtage zichtbaar is, moet de verwarmingspatroon worden vervangen, aangezien verlies van isolatie op de draden kan leiden tot kortsluiting, brand of ernstig letsel bij de gebruiker.
Temperatuursensor
Net als bij de verwarmingspatroon is het meest delicate punt de kabelverbinding. Schade aan de kabel of de aansluiting ervan zal foutieve en onregelmatige temperatuurmetingen veroorzaken. Als de kabel volledig is gebroken, blijft de temperatuurwaarde vast op de maximale waarde. Het wordt aanbevolen om regelmatig de staat van de verbindingen te controleren.

Afbeelding 4:Verschillende NT100-thermistorformaten. Bron:alibaba.com
Verwarmingsblok
Hoewel het geen specifiek onderhoud vereist, is het erg belangrijk om het zo schoon mogelijk te houden. Opgehoopt plastic afval kan tijdens het printen losraken en aan het onderdeel blijven kleven, wat esthetische defecten of zelfs printfouten kan veroorzaken. Het gebruik van siliconenhoezen of plasticafstotende verf kan helpen om het blok schoon te houden, vooral bij het printen met materialen zoals petg. Als siliconen hoezen worden gebruikt, is het raadzaam om ze regelmatig te verwijderen en schoon te maken en ze te vervangen zodra ze beginnen af te breken. In het geval van antikleefverf wordt aanbevolen om elke 2 of 3 afdrukken opnieuw aan te brengen.

Afbeelding 5:E3D-siliconenhoes. Bron:e3d-online.com
Heatbreak
Met volledig metalen heatbreaks is er geen speciaal onderhoud vereist. Als schurende materialen regelmatig worden bedrukt, wordt aanbevolen om de heatbreak om de 500 gebruiksuren te demonteren om de slijtage van de interne hals te controleren. Zodra er tekenen van slijtage zichtbaar worden, moet de heatbreak worden vervangen.
In het geval van heatbreaks met Teflon-inserts, is de slijtage direct op de insert. Het inzetstuk moet elke 500 gebruiksuren worden vervangen met PLA, elke 300 gebruiksuren met ABS of PETG en elke 80 gebruiksuren met schurende filamenten.
Koellichaam
De heatbreak wordt meestal direct verankerd aan een heatsink-element. Het kan passief (koellichaam met vinnen) of actief (koellichaam met vinnen + ventilator) zijn. Het vermogen om warmte af te voeren van de koude zone van de heatbreak is van cruciaal belang om problemen te voorkomen. Overmatige verwarming van de koude zone kan ervoor zorgen dat het filament zacht wordt en samengedrukt wordt, waardoor het vastloopt. Dit fenomeen staat bekend als warmtekruip en komt veel voor bij het printen van PLA op een metalen hittebestendige hotend.
Om een optimale warmteafvoer te garanderen, is het noodzakelijk om koelpasta aan te brengen in het gebied waar de heatbreak het koellichaam raakt. Het is raadzaam om koelpasta's met antikleefeigenschappen te gebruiken, zoals boornitride, om het demonteren van het koellichaam bij toekomstige herzieningen te vergemakkelijken.
In het geval van actieve heatsinks moet aan het begin van elke print worden gecontroleerd of de ventilator goed werkt. Sommige printers regelen deze ventilator thermostatisch, dus hij kan uitgeschakeld blijven totdat de hotend 50 ºC of 100 ºC bereikt.
Montage
Aangezien elk hotend-element van een ander materiaal is gemaakt en hun thermische uitzettingscoëfficiënten ook verschillend zijn, is het gebruikelijk dat de verbinding ertussen losraakt als gevolg van plotselinge temperatuurveranderingen.
Het is erg belangrijk om elke 2-3 weken te controleren of alle hotend-elementen en bouten zijn correct vastgedraaid.
In het geval dat het mondstuk is losgeraakt, moet het opnieuw worden vastgedraaid terwijl het heet is. Het is erg belangrijk dat de heatbreak en het mondstuk goed vastzitten en in contact met elkaar zijn, aangezien een kleine opening tussen de twee smeltlekkage veroorzaakt en de hotend beschadigt.
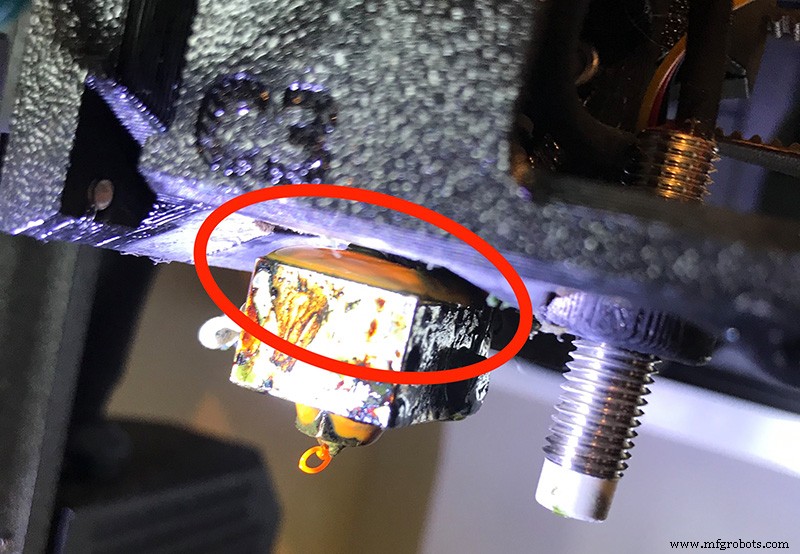
Afbeelding 6:Plastic lekkage veroorzaakt door een slechte hotend aanscherping. Bron:forum.prusaprinters.org
De fabrikant moet worden geraadpleegd voor het optimale koppel voor elke hotend, aangezien een te hoog koppel de schroefdraad van het verwarmingsblok zal beschadigen. Als referentie beveelt E3D een koppel van 3 nm aan voor hun hotends, terwijl slice engineering 1,5 nm gebruikt. Als er geen referentiewaarde van de fabrikant beschikbaar is, kan een koppel in het bereik van 1-2 n-m worden gekozen.
Het is ook belangrijk om de schroeven te controleren die de verwarmingspatroon en de temperatuursensor vasthouden.
Gemengde systemen
Gebruik altijd originele reserveonderdelen of in ieder geval onderdelen van hetzelfde systeem. Hoewel het vaak lijkt alsof er compatibiliteit is tussen componenten van verschillende systemen, omdat ze hetzelfde schroefdraadtype hebben, zijn de lengte en afmetingen van elk element ook erg belangrijk. De verschillende componenten van een hotend zijn ontworpen om goed samen te werken, en het mengen van componenten die geen deel uitmaken van hetzelfde systeem kan leiden tot storingen of zelfs schade aan de hotend.
Materiële wijzigingen
Wanneer een filament uit de hotend wordt gehaald, blijven er altijd restanten achter. Wanneer een nieuw materiaal met een lagere printtemperatuur wordt geladen, zal het de onversmolten resten van het vorige materiaal met zich meedragen, waardoor een papierstoring ontstaat. Daarom moet de hotend bij elke materiaalwissel altijd met een reinigingsfilament worden gereinigd. Hiervoor wordt 500 tot 800 mm reinigingsfilament geëxtrudeerd bij een temperatuur die 10°C hoger is dan die van het laatst gebruikte materiaal.
De fancoater
Hoewel de laagventilator geen onderdeel is van de hotend zelf, bevindt deze zich meestal naast de hotend. Een verkeerd geplaatste laagventilator kan de lucht rechtstreeks naar het blok leiden, waardoor het afkoelt. Hierdoor komt de hotend niet op de ingestelde temperatuur of schommelt de temperatuur erg, wat vaak resulteert in een temperatuurfout in de printer. In deze gevallen is het raadzaam om dezelfde afdruk te testen met uitgeschakelde ventilator van de laag om te controleren of het een fout in de temperatuursensor is of dat het het gevolg is van een slechte positie van de ventilator van de laag.
Filamentinlaat
Een toegangspunt voor vuil in de hotend is het filamentinlaatgebied. In Bowden-systemen, waar het filament door een PTFE-buis naar de hotend wordt geleid, is de inlaat beschermd en is het niet gebruikelijk dat er stof binnendringt. stof in de hotend. In deze gevallen is het raadzaam om het filament zoveel mogelijk van de spoel naar de extruder door een PTFE-slang te leiden. Stof en vuil dat de hotend binnendringt, is een veelvoorkomende oorzaak van verstopping.
Evenzo wordt aanbevolen om de filamentspoelen schoon te houden en te voorkomen dat er stof op neerslaat. Laat ze dus niet op de printerstandaard liggen als deze niet beschermd is en bewaar ze in gesloten zakken of dozen.
Printers met meerdere hotends
Als u een printer met meerdere hotends heeft, moet u de relatieve positie van de hotends kalibreren.
Controleer eerst of de afstand van de hotends tot het afdrukoppervlak hetzelfde is. Voor dit doel moet de hoofdhotend worden bevestigd en moet de printbasis ten opzichte daarvan waterpas worden geplaatst. Vervolgens moet de hoogte van de andere hotends worden aangepast ten opzichte van de hoofdhotend. De manier om de hoogte aan te passen verschilt van printer tot printer, dus raadpleeg de handleiding van de apparatuur of de fabrikant als u niet weet hoe u dit moet doen.
Zodra de hoogte van de hotends is ingesteld, is het noodzakelijk om de relatieve XY-positie van elke hotend ten opzichte van de hoofdhotend te kennen. In general, each manufacturer provides a print file that allows you to calibrate the XY offset of each hotend, although there are also many other options in well-known file repositories. In this case, the XY position of the hotends cannot be altered, so the offset values will be entered into the firmware to compensate for the position during printing.
The height of the hotends should be checked every 2 weeks, while XY calibration should only be performed when offset or overlapping of the printed parts with each hotend is detected.
Image 7:Dual extruder calibration pattern for Raise Pro2 printers. Source:Raise3D.com
The hotend is probably the most maintenance-intensive part of the printer, but it is very important to keep it in good condition to ensure good print quality and minimise the risk of failure.
Note:This guide discusses concepts in a general way and does not focus on a specific make or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.
3d printen
- Honkbal
- Solvay verhoogt zijn onderhoudsproductiviteit tot 15 procent
- Lockheed Martin ziet voordelen in het uitbesteden van onderhoud
- GE noteert zijn favoriete monitoring- en onderhoudsapps van 2010
- Lijst met basistools voor industrieel onderhoud
- 3 essentiële generatoronderdelen die regelmatig onderhoud nodig hebben
- Augmented Reality en het gebruik ervan in onderhoud
- Condition Based Maintenance:wat is het en wat zijn de voordelen?
- EAM vs CMMS:wat is het verschil en de functies ervan?
- Hoe weet u dat het tijd is voor onderhoud aan kraanremmen
- Basisgids voor het onderhoud van schrankladers