


Pauzes in 3D-printen:invoegen en kleurwisselingen

Wanneer een gebruiker van een 3D FDM-printer gemiddelde kennis bereikt, probeert hij de complexiteit van zijn geprinte stukken te vergroten, zowel qua functionaliteit als qua afwerking. Vervolgens een reeks tips om de prestaties van een 3D-printer te verbeteren worden besproken dankzij de geprogrammeerde onderbrekingen en metalen inzetstukken.
Geplande onderbreking
De geplande stopzetting is een zeer eenvoudige handeling die veel gebruikers niet durven uit te voeren. De eerste stap om te stoppen is om precies te weten op welke hoogte (in millimeters) die u wilt stoppen met afdrukken om welke reden dan ook. Afhankelijk van de lamineersoftware die door de gebruiker wordt gebruikt, kan deze direct (X-laagnummer) of indirect (X mm) worden gevonden. In het laatste moet jezoeken naar het nummer van de laag waar u wilt stoppen en vermenigvuldig dit met de dikte van elke laag om de totale hoogte in millimeters te verkrijgen.
Zodra de totale hoogte bekend is, bijvoorbeeld 14 mm, zijn er twee manieren om de aanslag te programmeren:rechtstreeks in de GCode of in de lamineersoftware.
Aan het begin van 3D-printen werd de GCode van een onderdeel aangepast om een stop op de gewenste hoogte te programmeren. Hiervoor moet de gebruiker zoeken naar de laaghoogte (Layer) en in de volgende regel van de code het commando M600 invoeren . Deze opdracht is de verandering van filament die vooraf gedefinieerde 3D-printers met zich meebrengt die Marlin of afgeleiden gebruiken.
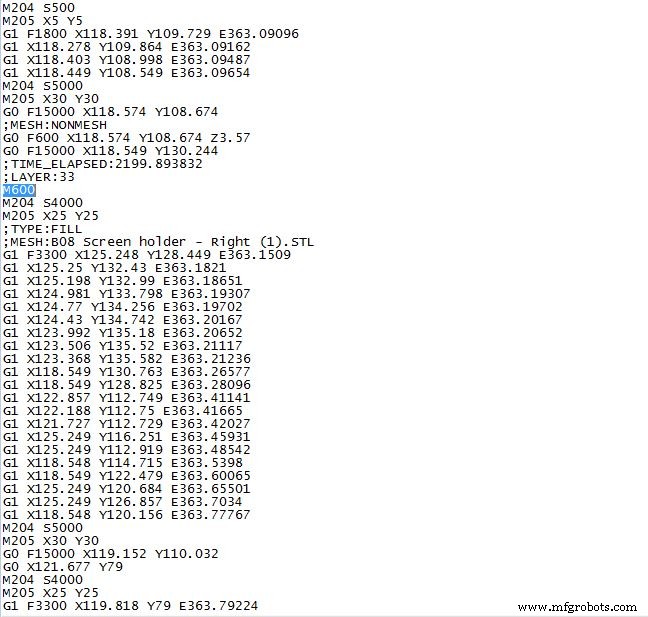
Afbeelding 1:GCode met M600-stop
Momenteel is er een andere methode om op een veel eenvoudigere manier te stoppen . Lamineersoftware zoals Cura3D een plug-in hebben om verschillende soorten onderbrekingen uit te voeren. Aangezien het op deze manier heel gemakkelijk is om deze actie uit te voeren, leggen de volgende paragrafen de mogelijke soorten onderbrekingen uit.
Filamentwisseling
De filamentwisselstop is een ideale actie wanneer ustukken in meerdere kleuren wilt maken met een enkele extruder, hoewel de gebruiker er bij het ontwerpen rekening mee moet houden dat dit alleen geldt voor kleurveranderingen langs de Z-as en bij verschillende laaghoogtes. Om de verandering van filament met de Cura3D te programmeren, ga naar "Extensies -> Postprocessing -> Modify GCode" en selecteer "Change Filament", waar u de laaghoogte, de terugtreklengte en het inbrengen van het filament moet selecteren en de positie waar het gewenst is om de HotEnd tijdens de stop te verplaatsen. Deze configuratie kan zo vaak worden herhaald als de gebruiker wenst.
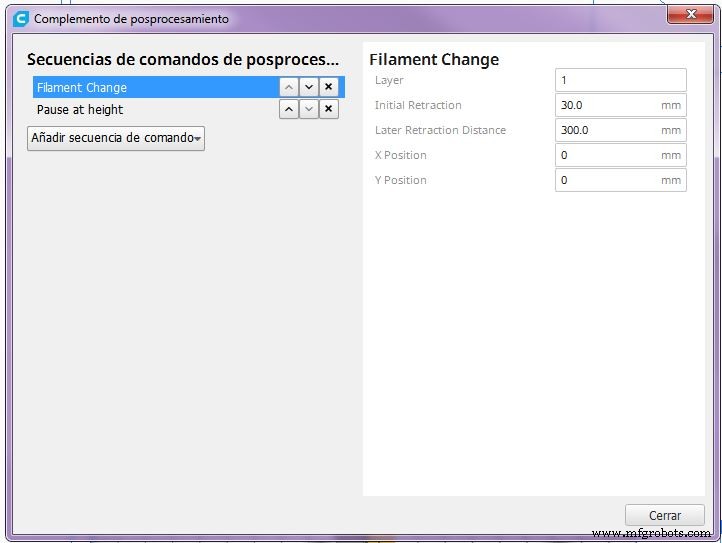
Afbeelding 2:Vervang het filament met 3D-uitharding. Bron:Cura 3D
Stop op de gewenste hoogte
Het uitvoeren van een stop op een bepaalde hoogte is erg handig om een element te introduceren in het gedeelte dat wordt afgedrukt, zoals andere bedrukte onderdelen,magneten of moeren. Het opnemen van moeren in geprinte onderdelen is een heel interessante en productieve actie bij het vervaardigen van functionele onderdelen. Hiervoor moet bij het ontwerp rekening worden gehouden met de maat van de moer (lengte tussen vlakken op de twee assen), de benodigde speling van de behuizing en de plaatsingspositie van de moer zelf. Als de positie van de moer ruimte laat zonder materiaal, iets wat vaak voorkomt wanneer de moer niet evenwijdig aan de afdrukbasis wordt geplaatst, is het aanbevolen om een stuk af te drukken om het boven de moer zelf te plaatsen, die erin slaagt om de vrije ruimte in te nemen tot de laaghoogte die is gestopt. De volgende afbeelding laat zien wat hierboven is uitgelegd; het paarse deel is het basisstuk, het okerkleurige deel is de noot en het blauwe deel is het bedrukte stuk om de ongewenste opening te vullen.
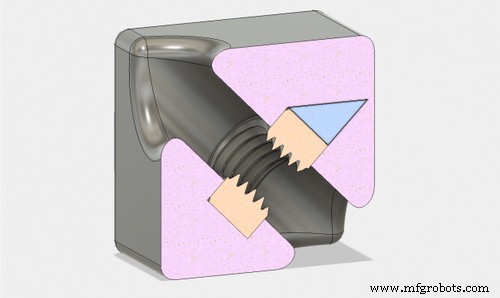
Afbeelding 3:Hoe een moer in een hellend vlak te plaatsen. Bron:Markforged
Dit type stop is geprogrammeerd in Cura3D in de sectie:"Extensies -> Postprocessing -> Wijzig GCode" en selecteer "Pauzeer op hoogte" . Zowel bij dit type stop als bij de "Filament Change", wanneer de 3D-printer de geselecteerde hoogte bereikt, stopt hij met printen totdat de gebruiker het weer hervat door op een van de knoppen op het scherm te drukken.
Metalen inzetstuk
Een alternatief voor het opnemen van moeren in het midden van een print is het gebruik van metalen inzetstukken. Ongeacht het type inzetstuk moet de gebruiker duidelijk zijn over de twee belangrijkste factoren van de inzetstukken:weerstand tegen uittrekken en weerstand tegen rotatie . De weerstand tegen uittrekken is de weerstand van het inzetstuk om zijn behuizing te verlaten wanneer de schroef wordt vastgedraaid. Dit is een waarde die kan worden verhoogd door de lengte van de wisselplaat te vergroten. De weerstand tegen rotatie is de weerstand van de wisselplaat om zichzelf te draaien bij het aandraaien van de schroef. In dit geval neemt de weerstand toe met toenemende gatdiameter. Een ander aspect waarmee op generieke wijze rekening moet worden gehouden, is de diameter die nodig is voor elk type en elke maat wisselplaat. Het is noodzakelijk om het technische gegevensblad van de fabrikant te raadplegen om de aanbevolen gatdiameter te verkrijgen.
Nu de bovenstaande punten duidelijk zijn, is het bij 3D-printen gebruikelijk om twee soorten inzetstukken te gebruiken:inzetstukken met warmtedraad en zelftappende inzetstukken met schroefdraad.
Inzetstukken met schroefdraad verwarmen
Dit soort inzetstukken worden gebruikt met thermoplastische materialen , die smelten bij lage temperaturen. De manier van gebruik is heel eenvoudig en vereist alleen het hebben van een warmtelasser of andere warmtebron, die door heet contact maakt met het inzetstuk. De geometrie van deze componenten is zo ontworpen dat wanneer het plastic smelt van de wanden van het gat, er eenbestendige verbinding ontstaat. wordt gevormd, waardoor het niet naar buiten kan komen of zichzelf kan omdraaien.
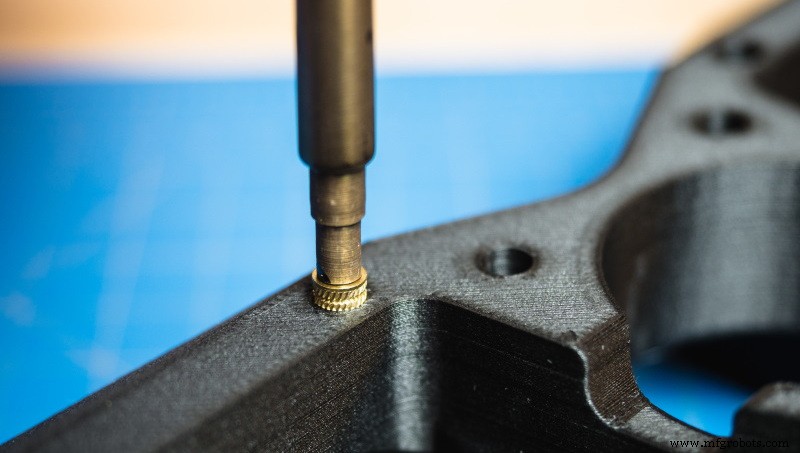
Afbeelding 4:Introductie van warmte-inzetstuk. Bron:Markforged
Dit type inzetstukken is ideaal voor de meeste onderdelen en materialen die worden gebruikt bij 3D FDM-printen.
Zelftappende inzetstukken met schroefdraad type ensat
Bepaalde materialen die worden gebruikt bij 3D SLS en harsprinten smelten bij hogere temperaturen of gedragen zich niet stabiel bij verhitting. In deze gevallen wordt aanbevolen om zelftappende schroefdraadinserts (Ensat-bus) te gebruiken.
Dit type inzetstuk maakt de verbinding door schroeven met hoge belastbaarheid en temperatuur mogelijk . De conische vorm aan de onderkant vergezeld van een snijgroef, creëert de draad automatisch in het gat. Om ze in te brengen, heb je alleen een schroef nodig met de binnendiameter van het inzetstuk en twee moeren om een borgmoer te maken.
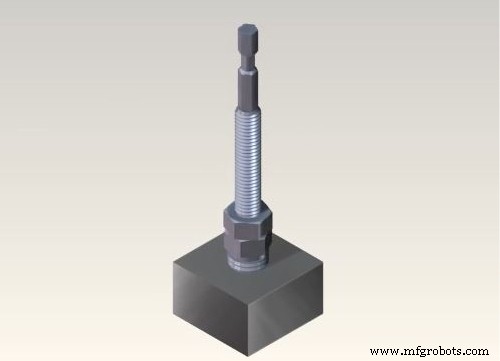
Afbeelding 5:Borgmoersysteem. Bron:Norelem
Voor deze twee soorten inserts is er ook een speciaal gereedschap, aanbevolen voor gebruikers die dit type proces zoals gewoonlijk uitvoeren.
Conclusie
Naar aanleiding van het bovenstaande advies kan elke gebruiker van een 3D-printer kan zijn toepassingsgebied vergroten dankzij het vergroten van de functionaliteit van zijn onderdelen.
3d printen
- 3D-geprinte kunststof onderdelen lassen en lijmen
- 3D-printen en robotica combineren om slimme fabrieken te creëren
- 3D-printen en Formule 1:5 trends in de autosport
- Generatief ontwerp en 3D-printen:de productie van morgen
- FDM 3D-printen:ASA-, PETG- en pc-filamenten vergelijken
- 4 manieren waarop 3D-printen de onderhouds- en reparatiewerkzaamheden verbetert
- 3D-printen en massaaanpassing:waar staan we vandaag?
- 3D-printen en prototypen
- 3D-printoplossingen voor olie- en gasbedrijven
- Additieve productie in de geneeskunde en tandheelkunde
- Dichtheden en lengtes in 3D-printfilamenten