


Een 3D-printprofiel maken
Bij 3D-printen is er altijd een reeks factoren die afhankelijk zijn van de gebruiker , waardoor een afdruk vaak goed of mislukt is. Alle factoren worden verzameld in het printprofiel dat elke gebruiker gebruikt in elke 3D-print.
In de 3D FDM-printprofielen kan een oneindig aantal parameters worden gewijzigd :printtemperaturen en -snelheden, hoe de interne en externe onderdelen te vervaardigen en alle andere parameters die van invloed zijn op 3D-printen. Daarom wordt hieronder debelangrijkste informatie besproken bij het aanmaken van een printprofiel.
Aspecten om rekening mee te houden
Voordat u begint met het wijzigen van afdrukparameters, een aantal factoren die direct van invloed zijn rekening moet worden gehouden:
Geometrie van het stuk
De vorm en dikte van een onderdeel is rechtstreeks van invloed op de afdrukparameters zoals snelheden en laagdiktes, want als een onderdeel kleinere gebieden heeft, moet het afdrukprofiel lagere productiesnelheden hebben om de kwaliteit van het stuk te waarborgen.
Materiaal
Zoals alle gebruikers al weten, heeft elk materiaal een reeks temperaturen en snelheden die door elke fabrikant worden aanbevolen, het is raadzaam om deze waarden aan te houden om mogelijke problemen te voorkomen, zoals het verschijnen van gecalcineerde filamentdeeltjes in het mondstuk als gevolg van te hoge temperatuur, waardoor het filament er vervolgens in vastloopt.
3D-printer
Binnen de FDM 3D-printers zijn er belangrijke verschillen. Een van de verschillen die de configuratie van het printprofiel het meest beïnvloedt, is het type extruder, direct of bowden, aangezien zeer verschillende waarden nodig zijn in de secties printsnelheid, snelheid en retractielengte en zelfs in de stroom.
Omgeving
Iets waar weinig gebruikers rekening mee houden is de omgeving waar de 3D-printer staat. Temperatuur, vochtigheid of de aanwezigheid van luchtstromen zijn factoren die rechtstreeks van invloed zijn op het afdrukprofiel en in sommige gevallen de oppervlakteafwerking van de stukken.
Doel van het stuk
Een van de vele voordelen van 3D-printen is dat hetzelfde stuk kan worden gemaakt met oneindig veel verschillende configuraties:betere of slechtere oppervlakteafwerking afhankelijk van de printtijd, meer weerstand op het ene of het andere oppervlak, enz. Dit wordt bereikt door elk profiel aan te passen aan elk specifiek geval.
5 sleuteltests
Als al het bovenstaande duidelijk is, is het tijd om het profiel te configureren en hiervoor heeft Polymaker PCP (Profile Creation Process) ontwikkeld, vijf tests voor alle gebruikers om het ideale printprofiel te bereiken:
Test 1:extruderstroom
De eerste stap is het vinden van de ideale temperatuur voor de materia l die de gebruiker moet gebruiken. Het moet worden gestart met de laagste temperatuur die wordt aanbevolen door de filamentfabrikant en deze verhogen totdat de stroom continu is en er geen storingen zijn in de HotEnd.
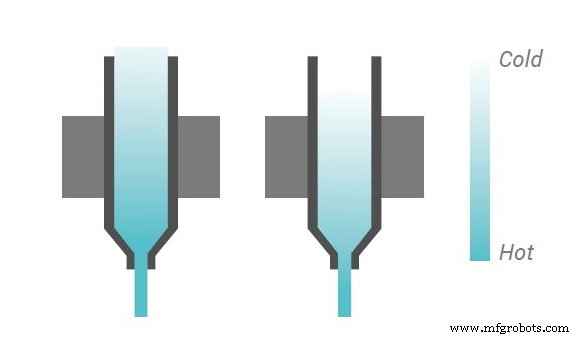
Afbeelding 1:Extruderstroom. Bron:Polymaker.
Gebruikers die de temperatuur perfect willen regelen, kunnen een temperatuurtest uitvoeren , zoals de test in de volgende afbeelding.

Afbeelding 2:Temperatuurtorentest.
Test 2:Flowbeheer
In dit gedeelte moeten drukfouten worden gecorrigeerd veroorzaakt door een slechte stroomconfiguratie . Dit wanbeheer kan een onregelmatige stroom veroorzaken als gevolg van overmatige extruderdruk of filamentresten over het gehele oppervlak van het onderdeel als gevolg van een verkeerde terugtrekkingsconfiguratie.
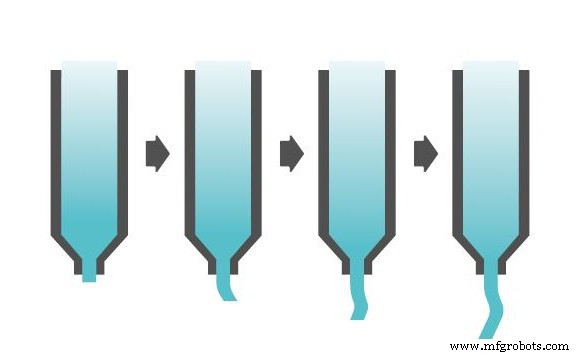
Afbeelding 3:Flowmanagement. Bron:Polymaker.
Test 3:Koelventilator (laag)
De laagwaaier is een van de belangrijkste onderdelen van een 3D-printer , omdat je hiermee complexere geometrieën en oppervlakteafwerkingen van hogere kwaliteit kunt krijgen.
Het volgende schema toont de krachten die werken op de kruising tussen lagen. "F1" is de kracht van het optillen van de materia l wanneer het vrijdragend is en "F2" de samentrekkingskracht is veroorzaakt door de spanning van de bovenlaag. De waarde van deze twee krachten moet ongeveer nul zijn om de mechanische en geometrische stabiliteit te behouden. Om "F1 =0" te bereiken, moeten de laaghoogte, de overloophoek en de extrusietemperatuur worden verlaagd; of verhoog de snelheid van de laagventilator. In het geval van "F2" kan de krachtwaarde worden geminimaliseerd door de extrusietemperatuur te verhogen of de extrusiesnelheid te verlagen.
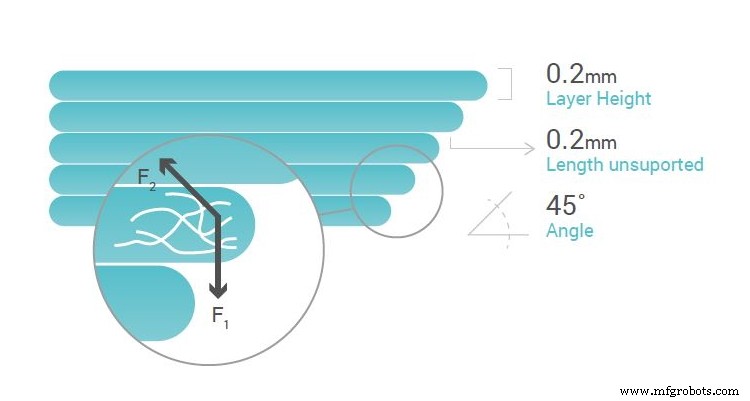
Afbeelding 4:belang van de koelventilator. Bron:Polymaker.
Test 4:Delaminatie (kromtrekken en barsten)
Iets dat meestal voorkomt bij het gebruik van filamenten zoals ABS of ASA is delaminatie tussen lagen (scheuren) of tussen de eerste laag en de basis (kromtrekken). Dit gebeurt tijdens het printen vanwege de accumulatie van spanning tussen de lagen veroorzaakt door de werking van de sterkte van het polymeer zelf (F2) en de werking in de tegenovergestelde richting van de hechting van de onderste laag (F1.2) of van de basis zelf afdrukken (F1.1). Wanneer de krachten die betrokken zijn bij de verbinding niet in evenwicht zijn, treedt delaminatie op , zoals weergegeven in de volgende afbeelding.
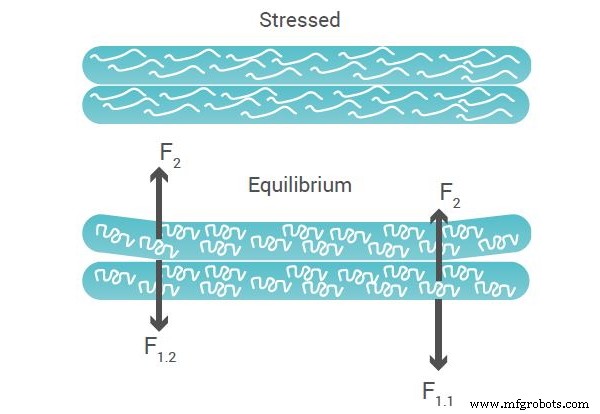
Afbeelding 5:Delaminatie (kromtrekken en barsten). Bron:Polymaker.
Om dit te voorkomen, moet de gebruiker de ideale basistemperatuur vinden en een gesloten 3D-printer hebben wanneer het te gebruiken materiaal dit vereist.
Test 5:fijne details
Ten slotte om ervoor te zorgen dat het gehele oppervlak van het geprinte deel een perfecte afwerking heeft , inclusief de fijnste onderdelen, moet de gebruiker de stroming en koeling aanpassen door de laagventilator. De aanpassing van de twee parameters moet worden uitgevoerd door de waarden zorgvuldig te wijzigen om niet te slagen, aangezien dit bovengenoemde fouten kan veroorzaken.
Afbeelding 6:fijne details. Bron:Polymaker.
Conclusie
Alle gedetailleerde informatie in dit artikel is bedoeld voor een gebruiker om het printprofiel van elk materiaal te krijgen, rekening houdend met het feit dat de 3D-printer in staat is om de nodige printparameters te bieden.
3d printen
- Hoe maak je een wrijvingsloze UX
- Hoe desktop 3D-printers 3D-printen transformeren
- Hoe volwassen zijn 3D-printtechnologieën voor metaal?
- Hoe duurzaam is industrieel 3D-printen?
- Een timer maken in VHDL
- Hoe 3D-printen de ruimtevaart veranderde
- Hoe 3D-printen het dagelijkse leven verandert
- Hoe werkt offsetdruk?
- Modellen maken voor 3D-printen (STL-bestanden):volledige gids!
- Ruikt 3D printen? Hoe het te vermijden!
- Intrekken:hoe het werkt bij 3D-printen