


Lasertechnologie verandert in een draaigereedschap
In de precisiebewerkingsindustrie hebben lasers geen prominente rol gespeeld naast het markeren en graveren van onderdelen, maar ze zijn toegevoegd aan Zwitserse draaibanken om buismateriaal te snijden, voornamelijk voor medische toepassingen. Lasers zijn nuttig geweest voor het maken van kleine gaatjes en het genereren van sleuven, spiralen, spiraalvormige vormen, weduwen en andere complexe geometrieën in gecanuleerde voorraad op die machines.
Nu gebruikt nieuwe technologie een laser om als snijgereedschap te fungeren om onderdelen van massief staafmateriaal te "draaien". Dit proces, ontwikkeld door het Duitse bedrijf GFH GmbH, vervangt het conventionele draaigereedschap door een contactloze laser die het materiaal verdampt met ultrakorte laserpulsen terwijl het minder energie verbruikt dan traditionele draaimethoden. De GL.smart hogesnelheidsprecisiedraaimachine, beschikbaar voor Amerikaanse klanten via GFH in Duitsland, is vooral handig voor microbewerkingen, waardoor een hoge nauwkeurigheid mogelijk is voor kleine, complexe onderdelen die vaak delicaat en moeilijk te bewerken zijn bij het implementeren van conventionele draaiprocessen.
"Dankzij contactloze materiaalverwijdering blijft het werkstuk vrij van kracht en vervorming tijdens het gehele bewerkingsproces", legt Florian Lendner, CEO van GFH, uit. "Dit betekent dat er geen verlies aan nauwkeurigheid is, zelfs niet bij zeer dunne en delicate componenten."
De machine splitst ook de straal van één laserbron en levert deze in twee afzonderlijke koppen, zodat hij zowel kan draaien als frezen, boren en graveren in twee delen tegelijk. Wat de structuur betreft, stel je een verticale freesmachine met dubbele spil en dubbele pallet voor, waarbij elk station in staat is om te draaien en vijfassige bewerkingen.
Contactloze verwerking
Het hart van de machine is een diode-gepompte, solid-state laser die pulsen in picoseconden of femtoseconden op het werkstuk levert. Deze "pulse-on-demand"-techniek maakt het mogelijk de warmte-invoer op het materiaal aan te passen, waardoor het werkstuk minder snel oververhit raakt. Als resultaat, geen spanning of onderdeel

Het gebruik van een krachtige laser in combinatie met bundelsplitsing maakt gelijktijdige verwerking op twee stations mogelijk. Fotocredits:GFH GmbH
vervorming optreedt. Het bedrijf zegt dat dit proces zeer geschikt is voor componenten die zijn gemaakt van zowel zeer harde als brosse materialen.
Hoewel de diode-gepompte laser de standaardlaser op de GL.smart is, kan GFH, afhankelijk van de behoeften van de klant, verschillende soorten laserbronnen leveren die verschillen in golflengte, laservermogen of pulsbreedte. Met deze ultrasnelle en ultrakorte laserpulsen wordt zoveel mogelijk materiaal verwijderd door voorbewerken. Bij het afwerken van een onderdeel wordt de uiteindelijke kwaliteit bereikt met lagere laserenergie.
Afhankelijk van de bewerking kan de laserstraal naar het midden van het onderdeel of tangentieel worden gericht. Als het onderdeel bijvoorbeeld een vaste diameter heeft om te draaien, raakt de laserstraal het materiaal tangentieel. Als echter alleen bepaalde gebieden over de hele diameter worden bewerkt, zoals gaten, raakt de laserstraal het middelpunt van het materiaal.
Het bereik van materiaaldiepten dat de laser in één keer kan draaien/verwijderen, hangt af van het materiaal en het draaiproces zelf. Bij tangentiële verwijdering is het bereik van nabewerken tot voorbewerken 1 micron tot 200 micron, en met de laserstraal gericht op het midden is het bereik 0,1 micron tot 10 micron (nabewerken tot voorbewerken).
Na de bewerking worden afgewerkte onderdelen gehanteerd en verzameld door ofwel handmatig uit het klemsysteem te worden gehaald door de operator of door onderdelen die in een container onder het bewerkingsgebied vallen. Om geërodeerd materiaal uit de machine te verwijderen, is de GL.smart uitgerust met een afzuigsysteem voor het opvangen van aerosolen en stof.
“Slimme” mogelijkheden
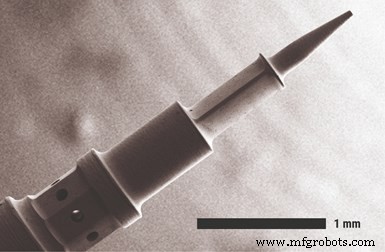
Volgens GFH zullen vooral machinewerkplaatsen die leveren aan de medische en horloge-industrie profiteren van de microbewerkingscapaciteiten van GL.smart. De machine kan bijvoorbeeld microtools zoals pincetten, microblades en implantaten produceren, evenals draaipunten die in een uurwerk worden geïnstalleerd, zegt het bedrijf.
Met de mogelijkheid om vrijwel elk materiaal te bewerken, voert de laserdraaimachine draai-, boor-, snij- en graveerbewerkingen uit met hoge snelheid en precisie, zegt het bedrijf. De machine biedt ook combinatiebewerkingen

De mogelijkheden van de GL.smart zijn divers en variëren van medische microtools zoals pincetten en microblades tot draaipunten die in een uurwerk worden geïnstalleerd.
evenals parallelle verwerking op twee C-as werkstukopneemstations tegelijk, wat de productiviteit verdubbelt.
Door de vijfassige beweging kunnen alle bewerkingen in één opstelling worden uitgevoerd. Daarom kan het werkstuk worden gegraveerd, gesneden, geboord of gestructureerd zonder opnieuw op te spannen.
De luchtgelagerde hoofdwerkstukspindels hebben een koppelaandrijving die kan worden gebruikt om onderdelen te indexeren/positioneren en tot 3.500 tpm in 0,4 seconde te roteren. Radiale en axiale concentriciteit in nanometers maken productie met slijptoleranties mogelijk. De machine biedt ook een krachtgestuurd spantangsysteem. De compacte voetafdruk van GL.smart van 2.212 mm (L) × 1.026 mm (B) × 2.320 mm (H) bevindt zich in een zwarte glazen behuizing die bescherming biedt tegen laserstraling.
De machine is leverbaar met maximaal 16 gelijktijdige assen, aangestuurd door een eigen ontwikkeld systeem, GL.control. Elk werkstation (Z-as is hetzelfde voor beide werkstations; Y-as is apart voor elk werkstation) kan worden uitgerust met een hoofdspil (X- en A-as) en een draaieenheid (X-, B- en C-as). De drie overgebleven assen worden in de optische doos geplaatst voor straalmanipulatie.
CNC regelt de precisie van de laser
Geprogrammeerd en bestuurd met behulp van de GL.control-software die is ontwikkeld door GFH, bestaat de computer numerieke besturing (CNC) van de machine uit één computer die als enige verantwoordelijk is voor de numerieke besturingssoftware en een andere eenheid die verantwoordelijk is voor de besturingssoftware. De CNC integreert de CAD/CAM-functies en al zijn subsystemen. De snelle programmeerbare logische controller (PLC) van de GL.smart is ontworpen voor laserverwerking en biedt realtime toegang voor laserbesturing, zodat de laser kan worden ingeschakeld met een nauwkeurigheid van 40 nanometer bij het volledige bereik van de asbeweging.
Het proces voor het maken van een snijdend CAD/CAM-programma voor een onderdeel omvat:
- Het 3D-bestand uploaden naar de software van de machine
- Alle te genereren geometrieën selecteren
- Genereren van de G-code voor laserbewerking
- Materiaalspecifieke parameters bewerken
- Uploaden naar PLC
- De bewerkingstaak starten
Bij het instellen van de laserdraaimachine voor een nieuw te bewerken onderdeel kan het volgens Lendner eenvoudig of wat complexer zijn, afhankelijk van de grootte van de grondstof. “Als de grondstof even groot is, hoef je alleen de software-instellingen te wijzigen om een nieuw ontwerp te maken”, zegt hij. “Als het om een nieuw type grondstof gaat, moet ook de optische opstelling en het klemsysteem worden aangepast.” De machine accepteert grondstoffen met een diameter tot 12 mm en een lengte tot 2 m.
Een aangepaste machine bouwen
GFH biedt tal van add-ons en accessoires voor de GL.smart waarmee gebruikers een machine op maat kunnen bouwen voor hun specifieke toepassingen. Opties zijn onder andere accessoires voor automatisering, monitoring en kwaliteitsborging.
De laserdraaimachine GL.smart biedt
Vanwege de groeiende populariteit en vaak noodzaak van automatisering van machinewerkplaatsen, is een toevoeging van een zesassig robotsysteem voor werkstukhantering en staafaanvoer voor de GL.smart beschikbaar. Het implementeren van deze optie biedt ook mogelijkheden voor lichte bewerkingen.
Andere opties voor de laserdraaimachine zijn onder meer een roterende zwenkeenheid als tegenspil en een uitvoering voor kort of lang draaien, of beide. De opstelling van de spantang en onderdeelgeleider bepalen of de machine een kort of lang draaiontwerp heeft.
GFH biedt de volgende apparatuur als opties voor de GL.smart die eenvoudig te programmeren zijn via de GL.control.
Trillingsarme laserstraal: De GL.beam omvat het volledige bundelpad van de laser naar de procesoptiek in de machine. De laser is gemonteerd en uitgelijnd op een granieten basis in overeenstemming met de specificaties van de fabrikant voor een trillingsarme werking.
Precisie klemsysteem: Voor het herhaaldelijk spannen van componenten kan de machine worden uitgerust met GL.clamp, een precisiespansysteem van Erowa. Op aanvraag zijn ook spansystemen van andere fabrikanten of vacuümspaninrichtingen leverbaar.
Bewakings- en straalaanpassingsmodi: De lasersystemen kunnen worden uitgebreid met de bedrijfsmodi GL.om3 en GL.om4. Bedrijfsmodus 3 wordt gebruikt voor procesbewaking en bedrijfsmodus 4 is voor straalaanpassing.
Scannersysteem: Voor nauwkeurige productie van onderdelen of diep graveren kan de machine worden uitgerust met een scannersysteem genaamd GL.scan. Het positioneert de laserstraal op de werkstukken via twee galvospiegels.
Optisch meetsysteem: Het optische meetsysteem, GL.vision, vergemakkelijkt de positionering van het onderdeel onder de laser en biedt tevens de mogelijkheid tot optische meting met de resolutie van een microscoop.
Vaste optische module: De GL.optifix-module biedt vaste optiek voor laserboren, precisiesnijden en ablatie. Er zijn geen bewegende componenten in de optiek, waardoor de positioneringsfout wordt gereduceerd tot de precisie van het assysteem.
Afstandsmodule: De GL.distance-module is beschikbaar voor de hoogste precisie-eisen voor microboren en precisiesnijden. Afwijkingen en toleranties van het oppervlak van het onderdeel kunnen worden geregistreerd en gecorrigeerd voordat ze worden bewerkt.
GFH GmbH | gfh-gmbh.de/en/
Industrieel materiaal
- CNC-draaicentrum
- Vaste en verschuifbare kop die in één machine draait
- Continu inschakelen van draaimolens
- Overlappende gereedschapsdraaivolgorden
- Verticaal draaicentrum voor zwaar zagen
- Quicktech TTS-42 Twin-Spindle Multitasking Center
- Draaien opnieuw uitgevonden met PrimeTurning
- De precisie en het proces van lasersnijtechnologie begrijpen
- Lasersnijden:technologie en kansen
- Sandvik introduceert nieuw draaiconcept
- Gegevens omzetten in beslissingen