


Een nieuwe benadering van CNC-draaien
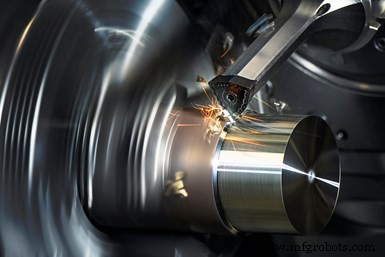
High Dynamic Turning in combinatie met het FreeTurn-gereedschapsysteem van Ceratizit maakt gebruik van de B-as/freesspil van een draai-freescentrum om het draaiproces uit te voeren.
Fotocredits:Ceratizit
Ceratizit USA, onderdeel van de in Luxemburg gevestigde Ceratizit Group, heeft een alternatieve benadering van draaien ontwikkeld die het High Dynamic Turning (HDT) noemt, die, in combinatie met het dynamische FreeTurn-gereedschapssysteem van het bedrijf, gebruik maakt van de B-as freesspil van een draai-freescentrum om het draaiproces uit te voeren. In tegenstelling tot conventioneel draaien met een wisselplaat in een vaste aanloophoek tot het werkstuk, biedt deze oplossing 360 graden vrijheid voor de benadering van het gereedschap en kan het contactpunt in de machine tijdens het bewerken worden gevarieerd.
Ceratizit toonde de draaitechnologie voor het eerst tijdens een open huis in Reutte, Oostenrijk in 2019, op een Emco Hyperturn 665 MCplus draaimolen. Volgens Dr. Uwe Schleinkofer, hoofd R&D snijgereedschappen voor Ceratizit Oostenrijk, maakt HDT alle traditionele draaibewerkingen mogelijk, zoals voorbewerken, nabewerken, contourdraaien en vlakdraaien met slechts één gereedschap.
Hoe HDT werkt
In plaats van de klassieke, statische positie van het snijgereedschapinzetstuk in de gereedschapshouder van een draaibank, gebruikt HDT de B-as freesspil van een draaifrees om de benaderingshoek van het gereedschap naar het werkstuk te veranderen in combinatie met het slanke ontwerp van de FreeTurn-gereedschappen van Ceratizit om te minimaliseren het risico van een aanrijding. Door de rotatie van het gereedschap rond zijn eigen lengteas, kan de snijkant van de wisselplaat in actie op elk punt tijdens het bewerkingsproces worden gewijzigd.
Bovendien is de aanloophoek op elk moment tijdens het snijproces vrij variabel. Volgens Schleinkofer maakt dit concept de bewerking van ondersnijdingen mogelijk, bijvoorbeeld door de aanloophoek te veranderen, in één opstelling. Dit zorgt niet alleen voor een flexibele bewerking van verschillende werkstukcontouren, maar ook voor een optimale spaanvorming, hogere voedingen en een langere standtijd, legt Schleinkofer uit.
Het gereedschap en de gereedschapshouder
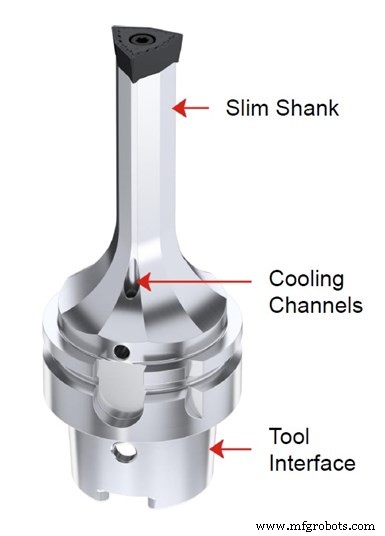
Zoals de naam al doet vermoeden, worden in High Dynamic Turning statische draaigereedschappen vervangen door dynamische, zoals FreeTurn. Het bepalende kenmerk van FreeTurn-gereedschappen is de eenvoudige structuur. De gereedschapshouder, met zijn slanke schacht en axiaal concept (dat de richting van de snijkrachten in de spil optimaliseert), zou een stabiele eenheid vormen. Het slanke ontwerp maakt bewerking mogelijk in smalle werkstukcontouren tot aan de spankop en koelkanalen zorgen ervoor dat koelmiddel rechtstreeks naar het bewerkingsgebied wordt toegevoerd.
Bovenaan de gereedschapsschacht bevindt zich een meerzijdige wisselplaat die kan bestaan uit verschillende snijkantgeometrieën met verschillende eigenschappen. Dit maakt verschillende aanloophoeken, hoekradii of spaanbrekers evenals voor- en nabewerkingen in één gereedschap mogelijk. Er zijn ook verschillende coatings en snijmaterialen beschikbaar. Het gereedschap kan daarom worden aangepast aan specifieke bewerkingsvereisten, met als voordeel dat het meerdere verschillende gereedschappen kan vervangen. Dit leidt op zijn beurt tot aanzienlijke besparingen, niet alleen met betrekking tot het aantal gereedschappen dat nodig is om een onderdeel te voltooien, maar ook met betrekking tot het vereiste aantal magazijnposities van de automatische gereedschapswisselaar (ATC) en gereedschapswisselingen.
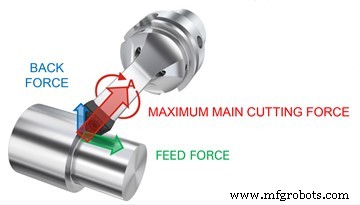
Tijdens het snijden worden trillingen vermeden omdat de hoofdsnijkracht axiaal naar het gereedschap wordt gericht in de richting van de spindel.
Om dit te bewijzen, demonstreerde Ceratizit het HDT-proces live tijdens het open huis-evenement van het bedrijf in Reutte. Op een Emco Hyperturn 665 MCplus werden twee verschillende onderdelen gefreesd:een fietsnaaf gemaakt van AlCuMgPb aluminium en een 42CrMo4 stalen koppelingsas.
Voor de aluminium rotornaaf werd één gereedschap gebruikt voor voorbewerken (1500 tpm, 2 mm axiale snedediepte) en nabewerken (2.000 tpm, axiale snedediepte minder dan 1 mm). Omdat de aanloophoek tijdens de bewerking kon worden aangepast, werden alle contouren in één opstelling bewerkt (zelfs ondersnijdingen, die niet kunnen worden gerealiseerd met een standaard benaderingshoek van 90 graden), en werden luchtsneden geëlimineerd omdat het gereedschap in beide richtingen snijdt, top naar beneden en omgekeerd. Volgens Schleinkofer kunnen in vergelijking met conventioneel draaien vier gereedschappen worden weggelaten en is de cyclustijd voor dit onderdeel teruggebracht van 2:10 naar 1:35 minuten.
De stalen koppelingsas werd met hetzelfde gereedschap bewerkt. Het voorbewerken werd uitgevoerd met een snijsnelheid van 200 m/min en een axiale snedediepte van 3 tot 5 mm. De afwerking werd uitgevoerd met dezelfde snijsnelheid, maar met een lagere snedediepte van 1 tot 2 mm. Deze parameters kunnen meestal leiden tot hoge snijkrachten, die bij conventioneel draaien tot trillingen kunnen leiden. Ceratizit zegt echter dat, omdat de maximale hoofdsnijkracht in HDT axiaal naar het gereedschap wordt gericht (in de richting van de spil - zie onderstaande afbeelding), trillingen worden geminimaliseerd en de gereedschapshoudkracht niet wordt overschreden, wat een stabiel proces garandeert.

Hier wordt een stalen koppelingsas (42CrMo4) getoond die wordt bewerkt met High Dynamic Turning. Omdat de aanloophoek van het gereedschap tijdens de bewerking kan worden aangepast, kunnen alle contouren in één opstelling worden afgewerkt, inclusief ondersnijdingen.
Industrieel materiaal
- Parameters definiëren voor CNC-draaimachines
- CNC draaien gemakkelijker maken
- CNC-draaicentrum
- Geautomatiseerd CNC-draaicentrum met dubbele spil
- CNC-gereedschap voor snel wisselen van bendes
- Continu inschakelen van draaimolens
- CNC-draaicentra
- CNC-draaibank verbetert productiviteit
- Het CNC-draaicentrum versus de CNC-draaibank
- Sandvik introduceert nieuw draaiconcept
- Wat is CNC draaien?