


Fanuc G68 coördinatenrotatie – subprogramma voorbeeld
CNC-programmavoorbeeldcode om te laten zien hoe Fanuc G68 Coördinatenrotatie g-code kan worden gebruikt in een subprogramma om het meeste uit de functionaliteit te halen.
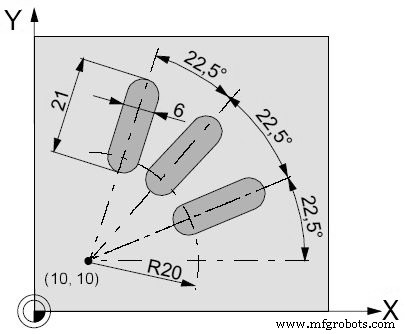
Voorbeeld rotatie van G68-coördinaten
Hoofdprogramma
N5 G54 N10 G43 T10 H10 M6 N15 S2000 M3 F300 M98 P030100 ; Subprogram call N25 G0 Z50 N30 M30
Subprogramma
O0100 N10 G91 G68 X10 Y10 R22.5 N15 G90 X30 Y10 Z5 N20 G1 Z-2 N25 X45 N30 G0 Z5 N35 M17
CNC machine
- Fanuc G75 groefcyclus CNC-programmavoorbeeld
- Fanuc CNC-programmavoorbeeld
- Fanuc G20 Meten in inch met CNC-programmavoorbeeld
- Fanuc CNC draaibank programmeervoorbeeld
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- Fanuc G94 Facing Cycle CNC-voorbeeldprogramma
- Fanuc G72 Facing Canned Cycle Voorbeeldprogramma
- Voorbeeldprogramma Voorbeeld Fanuc G72 Facing Cycle Single-line-format
- Fanuc G68 Coördinaten Rotatie Programma Voorbeeld
- Fanuc G68 coördinatenrotatie
- Fanuc G-codelijst