


Sinumerik 840D boorcyclus CYCLE81 Voorbeeldcode CNC-programmering
Voorbeeldcode voor CNC-programmering die laat zien hoe een cnc-machinist Siemens Sinumerik 840D Drilling Centering Cycle CYCLE81 kan gebruiken.
De onderstaande voorbeeldcode toont verschillende boormethoden met de boorcyclus CYCLE81.
Kort overzicht van SINUMERIK CYCLE81
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP – Terugtrekvlak of Terugtrekvlak (absoluut)
RFP – Referentievlak (absoluut)
SDIS – Veiligheidsafstand (invoeren zonder teken)
DP – Definitieve boordiepte (absoluut)
DPR – Definitieve boordiepte ten opzichte van het referentievlak (invoeren zonder voorteken)
Lees Sinumerik 840D CYCLE81 Drilling Centrering Cycle Programming voor een gedetailleerde uitleg.
Deze programmeercode hieronder gebruikt beide methoden voor het specificeren van de uiteindelijke boordiepte Absoluut (DP) en Relatief ten opzichte van referentievlak (DPR).
Sinumerik 840D Boorcyclus CYCLE81 Programma Voorbeeld
Sinumerik 840D CYCLE81 programmeervoorbeeld
N10 G0 G90 F200 S300 M3 N20 D1 T3 Z110 N21 M6 N30 X40 Y120 N40 CYCLE81(110, 100, 2, 35) N50 Y30 N60 CYCLE81(110, 102, , 35) N70 G0 G90 F180 S300 M03 N80 X90 N90 CYCLE81(110, 100, 2, , 65) N100 M30
N10 Boorsnelheid, richting en voeding enz.
N20-gereedschap wordt naar het startpunt in de Z-as gebracht.
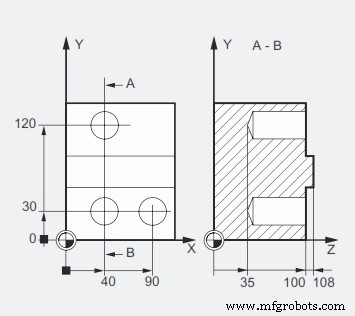
N30 Eerste boorpositie X40 Y120.
N40-boor bereikt snel RFP + SDIS-positie 100 + 2
en begint te boren totdat DP wordt bereikt, wat 35 wordt gegeven
en wordt teruggetrokken naar RTP, wat 110 is.
N50 Volgende boorpositie Y30
N60 boor zal snel RFP + SDIS positie 102 + 0 bereiken (aangezien SDIS is weggelaten).
en zal beginnen met boren tot DP bereikt wordt, wat 35 is
en zal terugtrekken naar RTP is 110.
N70 Enkele veranderingen in voeding.
N80 Boorpositie X90
N90 boor zal snel RFP + SDIS positie 100 + 2 bereiken
Omdat de absolute boordiepte is weggelaten
nu zal cnc-besturing berekenen uiteindelijke boordiepte met behulp van Relatief tot referentiepuntwaarde (DPR)
Uiteindelijke boordiepte (DPR) =referentievlak (RFP) positie – Einddiepte puntpositie 35 (zie dimensie in afbeelding hierboven)
DPR =100 – 35
DPR =65
CNC machine
- CNC-programmeervoorbeeld draaibank
- SINUMERIK 840D Programmeren WHILE Loop gebruik
- CNC-programmeervoorbeeld G-code G02 Circulaire interpolatie met de klok mee
- Sinumerik 840D CNC-programmering
- Conisch draaien met G90 modale draaicyclus – CNC-voorbeeldcode
- G90 draaicyclus Fanuc – Voorbeeldcode CNC-programma
- G75 Voorgeprogrammeerde cyclus Grooving CNC-programmeervoorbeeld
- CNC-programmeervoorbeeld G92 conische draadsnijcyclus
- G76 schroefdraadcyclus een CNC-programmeervoorbeeld
- G81 boorcyclus – Herhaal boren in G91 incrementele modus Voorbeeldcode
- Voorbeeldcode G71-draaicyclus voor ruw draaien – CNC-draaibankprogrammering