


3 tips om de kosten van een CNC-prototype te optimaliseren
Wanneer we van plan zijn om CNC-prototypes te bestellen, zijn de eerste overweging de kosten. Wat kunnen we doen om de kosten van CNC-bewerkingsdiensten te verlagen? Ik denk dat dit artikel het onderwerp is waarin ontwerpers het meest geïnteresseerd zijn, omdat we de productie-efficiëntie kunnen verbeteren en de kosten kunnen verlagen door 3 tips te volgen.
CNC splitsen van complexe onderdelen
Als het CNC-prototype sterk genoeg moet zijn voor mechanische testen, dan verdient verspaning uit één stuk de voorkeur. Als uw onderdelen worden gebruikt voor ontwerpverificatie of uiterlijkverificatie, raden we u vanuit het oogpunt van kosten aan om CNC-gesplitste bewerking van complexe onderdelen te overwegen.
Vooral voor onderdelen met complexe structuren kunnen ze niet in hetzelfde vlak worden verwerkt. Met de CNC Split Machining-oplossing kunnen de onderdelen worden verdeeld in verschillende stukken van verschillende groottes voor verwerking, waarbij de 5-assige hulpverwerking wordt weggelaten of mallen worden gemaakt voor meerdere keren positioneren en klemmen. Deze weglatingsprocessen zijn allemaal bedoeld om verwerkingskosten te besparen. Door gebruik te maken van de CNC Split Machining-oplossing kan het proces effectief worden geoptimaliseerd en de verwerkingstijd worden verkort.
Optimalisatiekosten:
Kunststof onderdelen met complexe structuren, vooral schaaldelen, hebben grote afmetingen en multidimensionale structuren. De verwerking van de CNC Split Machining-oplossing kan worden toegepast. De onderdelen kunnen worden opgedeeld in meerdere stukken om afzonderlijk te verwerken en vervolgens aan elkaar te lijmen. Misschien ben je bang dat de lijm niet blijft plakken. Wees gerust dat Wayken uitgebreide ervaring heeft op dit gebied en speciale lijmschema's gebruikt om onderdelen te versterken.
Complexe metalen onderdelen kunnen ook worden gedemonteerd, vooral die met complexe interne structuren en interne schroefdraad. Ze kunnen aan elkaar worden gelast of geschroefd, dus ze zijn goedkoper.
Casestudy 1
Het volgende is een voorbeeld van een CNC Split Machining-oplossing.
Proces:CNC-splitbewerking en vervolgens lijmen
Materiaal:ABS
Nabewerking:Verf
Schematisch diagram van CNC-splitsing:opgesplitst in 3 stukken, geel oppervlak en groen oppervlak.
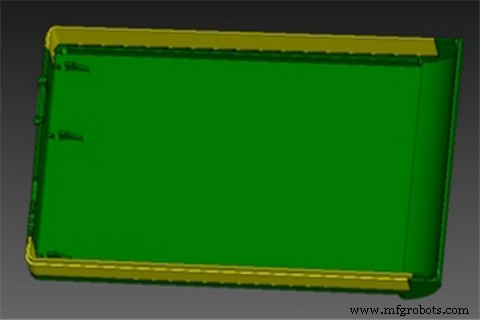
Klantcommentaar:Hartelijk dank voor uw voorstel, dat ons budget heeft bespaard. Bovendien is het verfeffect van dit onderdeel erg goed en is er geen lijmmarkering. Ons team is zeer tevreden met dit project.
Interne filets

Als je goed kijkt tijdens het productieproces, zijn alle snijgereedschappen, ongeacht hun grootte, cilindrisch en hebben ze een bepaalde diameter. Dit betekent dat de binnenhoek van het CNC-bewerkte onderdeel geen straal kan zijn. Wat als de hoeken van onze onderdelen geen radius mogen hebben om montage te garanderen? Natuurlijk is het ook toegestaan, plastic onderdelen die we meestal met de hand maken om de hoek vrij te maken om geen radius te krijgen, metalen onderdelen kunnen door de EDM-verwerking gaan om geen radius te krijgen.
Deze twee stappen verhogen echter de kosten, dus wordt voorgesteld om de interne hoekradius van de onderdelen te vergroten als de omstandigheden dit toelaten, om een groter gereedschap toe te passen voor verwerking en de verwerkingstijd te verkorten.
Optimalisatiekosten:
Stel de binnenrand in op een zo groot mogelijke binnenradius en een zo uniform mogelijke radius om freeswissels te voorkomen. De precisie kan worden verbeterd door het aantal gereedschapswisselingen te verminderen. We kunnen de snijdende delen van de bocht zien als fietsen door een bocht, hoe groter de bocht, hoe gemakkelijker het is om te draaien, maar we kunnen ook een relatief vlakke snelheid krijgen. Het proces van snijbewerking is hetzelfde, als we de binnenhoek in een grote straal kunnen ontwerpen, krijgt de snijbewerking een bepaalde hoeveelheid ruimte, zal niet gemakkelijk schudden.
Hoe groter de binnenradius, hoe groter de diameter van de frees, zodat één bewerkingspad meer materialen kan snijden en de verwerkingsefficiëntie kan versnellen.
Casestudy 2
Het volgende is een voorbeeld van een onderdeelradius die groter is dan een freesradius.
Proces:CNC-bewerking
Materiaal:aluminium 6061-T6
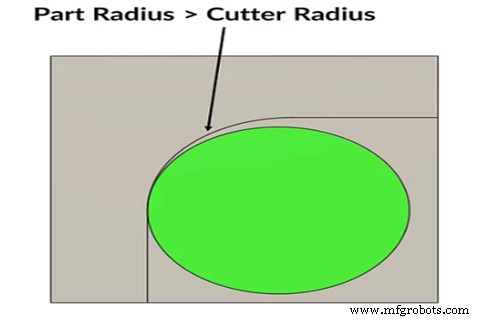
Klantcommentaar:Het is prima om de straal van het onderdeel te vergroten, het kan de machine gemakkelijker maken. Geen geassembleerd probleem. Help alstublieft verder.
Juiste wanddikte

Een ontwerp met een redelijke wanddikte is ook belangrijk, omdat een te dunne dikte ertoe kan leiden dat onderdelen randen breken of vervorming veroorzaken. Zelfs als het gebruik van kleine snijgereedschappen bij lage snelheid, ook de impact van externe krachten van gereedschapsoscillatie niet kan worden vermeden. Daarom is een juiste wanddikte bevorderlijk voor verwerking.
Optimalisatiekosten:
Redelijk ontwerp van wanddikte, metalen onderdelen aanbevolen wanddikte van meer dan 0,8 mm, plastic lokaal klein gebied tot meer dan 0,5 mm. Natuurlijk moet de specifieke structuur een specifieke analyse zijn, dit is geen algemeen principe.
Er moet echter worden opgemerkt dat het in sommige functionele structurele gebieden noodzakelijk is om de wanddikte zo veel mogelijk te vergroten, zoals de wanddikte van het schroefdraadgatgedeelte van de wanddikte rond het schroefdraadgatgedeelte, omdat de borgschroef is een toegepast krachttoevoerproces en de materiaaldikte is te dun, waardoor het draadgat kan breken. Voor de noodzaak van tappen, moeten messing inzetgaten ook aandacht besteden aan de verdeling van materiaaldikte.
Casestudy 3
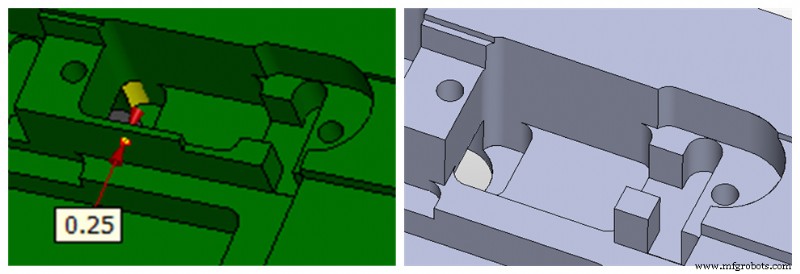
Het volgende is een voorbeeld van een ontwerp met wanddikte.
Proces:CNC-bewerking
Materiaal:Aluminium 6061
Voltooien:als de machine
Opmerking van de klant:Deze positie vereist de installatie van de printplaat omdat de grootte van de PCS vast is, dus de wanddikte op deze positie kan alleen worden verminderd en niet worden vergroot. Omdat de wanddikte van 0,25 mm het remprobleem veroorzaakt. Geen probleem, we kunnen deze structuur verwijderen. Bemoei u niet met montagecomponenten. Controleer het gewijzigde bestand zoals de rechter afbeelding liet zien.
Slotopmerkingen
Voordat we aan de slag gaan met het prototype of de productie van een laag volume, kunnen we de bovenstaande 3 tips bekijken en misschien wat inspiratie opdoen. Ik hoop dat dit artikel nuttig voor je was en weet hoe we ons projectbudget kunnen verlagen. Als je meer details wilt weten, neem dan gerust contact op met Wayken.
CNC machine
- Wat zijn de werkelijke kosten van de inventaris van reserveonderdelen?
- Tips voor het kiezen van de juiste CNC-machine
- Toptips voor het produceren van hoogwaardige CNC-gefreesde onderdelen
- 14 bewezen ontwerptips om de kosten van CNC-bewerking te verlagen
- Tips voor CNC-bewerking van titanium:ruimtevaart en meer
- De kosten van CNC-bewerking
- Checklist om de prijs van CNC-gefreesde onderdelen te verlagen
- De 6 voordelen van CNC-gedraaide onderdelen
- Bijdragen van CNC-machines aan de mijnbouw
- 3 belangrijke inzichten over CNC-bewerking in de auto-industrie
- Precisie CNC-bewerking:wat beïnvloedt de kosten?