


Precisie asuitlijning is mogelijk
Ik ben een asuitlijning trainer. Mijn inzicht in de werkelijke staat van industriële uitlijningspraktijken komt van de vele uren die ik besteed aan het controleren en corrigeren van uitlijning van procesapparatuur. Hier zijn enkele van mijn observaties:
-
De meeste aandacht voor precisie-uitlijning is gericht op grote, proceskritische machines.
-
De meeste onderhoudsafdelingen zijn ingekrompen en besteden veel van hun menselijk kapitaal aan het aanpakken van ongepland onderhoud.
-
De meeste ongeplande onderhoudsactiviteiten hebben betrekking op kleine apparatuur zoals ANSI-pompen en mixers.
-
De meeste fabrieken hebben maar heel weinig mensen die in staat zijn om nauwkeurige uitlijning te bereiken.
-
Er zijn nog minder mensen die de asuitlijning echt begrijpen.
-
De meeste vakmensen zijn slim en kunnen de afstemming in een of twee dagen leren.
-
Het uitlijnen van de assen van direct gekoppelde machines kan snel worden gedaan zonder in te boeten aan precisie.
DENK KLEIN
Kleine, roterende machines zijn vaak slecht uitgelijnd. Ik zie verschrikkelijke dingen:stapels koppelingspuin, reservekoppelingsonderdelen in de mechanische ruimte, pakkingen en afdichtingen die overvloedig lekken, en een verkeerde uitlijning die zo ernstig is dat deze met het blote oog kan worden gezien. Grote machines zijn ongetwijfeld belangrijk, maar ze zijn zelden ernstig uitgelijnd. Een enorme terugverdientijd kan het gevolg zijn van het afstemmen van de vele kleine machines die vaak catastrofaal falen. Hoe groot kan de terugverdientijd zijn? Een maïsverwerker in het Midwesten met een bevolking van ongeveer 800 pompen repareerde dagelijks twee tot drie pompen. Na zich te hebben geconcentreerd op de uitlijning van kleine pompen, repareert de site nu één tot twee per maand en bespaart het meer dan 4.000 onderhoudsuren per jaar. Dat staat gelijk aan het toevoegen van twee mensen aan het onderhoudspersoneel.
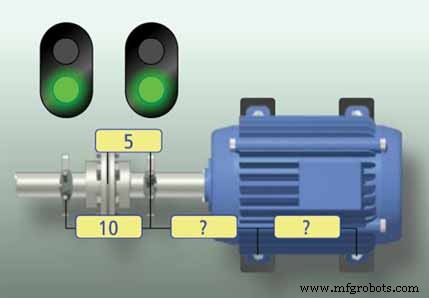
Figuur 1. Afmetingen zijn ingevoerd.
WAAROM UITLIJNEN?
Het doel van nauwkeurige asuitlijning is het verwijderen van destructieve krachten die voortijdige lageruitval veroorzaken en de levensduur van de afdichting verminderen. Destructieve uitlijningskrachten worden gegenereerd op de vlakken van krachtoverbrenging wanneer de machines zijn gekoppeld.
Elke as draait om een as die een rechte lijn vormt. Als twee rotatieassen van de as zo worden gepositioneerd dat ze collineair zijn wanneer de machines op bedrijfstemperatuur en -omstandigheden zijn, zullen de krachten op de krachtvlakken minimaal zijn. Hierdoor wordt de levensduur van lagers en afdichtingen verlengd.
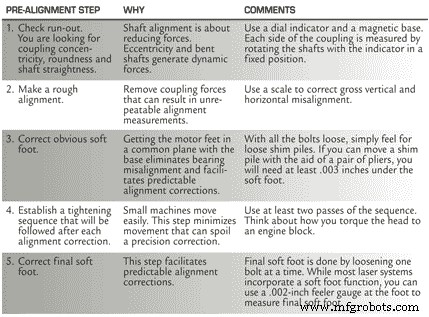
EERSTE, PRE-UITLIJNING
U kunt vrijwel elke keer een nauwkeurige uitlijning bereiken in een of twee bewegingen. Meerdere uitlijningscorrecties frustreren vakmensen en verspillen tijd. Maar voer pre-uitlijningsstappen uit voordat u precisietools gebruikt, anders zijn uw uitlijningscorrecties onvoorspelbaar. Het kader op pagina 36 toont vijf eenvoudige stappen die de meeste onnodige corrigerende maatregelen elimineren.

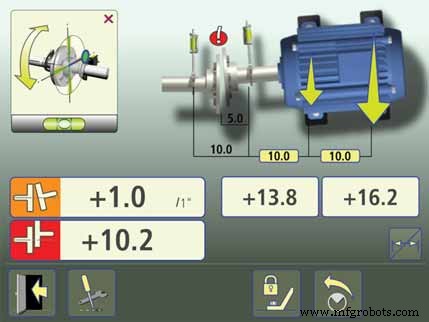
Figuur 2. De meting -12.4 toont de noodzaak om 0,012 inch toe te voegen aan de voorpoten; +9,7 betekent 0,010 inch van de achterpoten verwijderen.
MEETVERKEERDE UITLIJNING
Op of nabij de koppelingen worden lasersensoren op de assen aangebracht. Voer de afmetingen van sensoren tot de koppeling en de machinevoeten in het lasersysteem in (Figuur 1). De meeste asuitlijningstoleranties zijn gebaseerd op omwentelingen per minuut (RPM), dus voer die gegevens ook in.
Draai de assen van 60 tot 180 graden om de verticale en horizontale positie van de twee rotatie-assen bij de sensoren te bepalen. Het lasersysteem berekent de afwijking bij de koppeling (waar de krachten worden gegenereerd) om de uitlijnkwaliteit te bepalen. In dit geval geeft kleurbegeleiding aan dat niet aan de uitlijningstoleranties is voldaan. De laser berekent ook de verticale en horizontale posities aan de machinevoeten omdat daar aanpassingen kunnen worden gedaan.



Figuur 3. Meet de afwijking.
CONVENTIONELE AANPAK
Conventionele wijsheid bij asuitlijning is om eerst de verticale uitlijning volledig op te lossen. Horizontale correcties worden pas uitgevoerd nadat aan verticale toleranties is voldaan. Wat velen verbijstert, is dat na horizontale aanpassingen niet meer wordt voldaan aan de verticale toleranties. Daarom zal, nadat er tijd is besteed aan het maken van een nauwkeurige verticale uitlijning en nadat de horizontale uitlijning is gemaakt, de verticaal opnieuw moeten worden afgesteld. Dit komt omdat verticale uitlijning de horizontale uitlijning beïnvloedt en vice versa.
EEN NIEUWE AANPAK
Een samengestelde verplaatsing is een proces waarbij zowel de verticale als de horizontale uitlijning wordt gemaakt op basis van één set uitlijngegevens. Na het meten van de foutieve uitlijning, wordt de verticale shim-afstelling uitgevoerd.
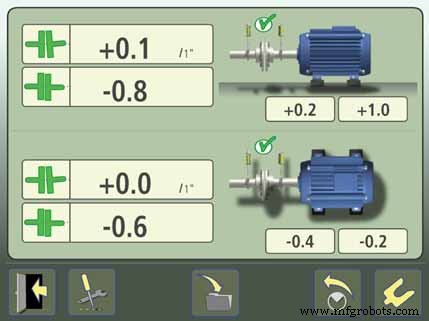
Voordat u het verticale resultaat opnieuw controleert en voordat de bouten opnieuw worden vastgedraaid, moet u ook de horizontale uitlijning maken (Figuur 4-5). Live correctiegegevens geven de operator feedback over de correctie. Kleurbegeleiding geeft aan wanneer aan toleranties wordt voldaan.
Pas dan, nadat zowel verticale als horizontale correcties zijn aangebracht, mag u de uitlijningsgegevens opnieuw opnemen. Door samengestelde verticale en horizontale correcties aan te brengen, minimaliseert u het "kruiseffect". De eerste samengestelde beweging zou je in beide vlakken heel dicht bij tolerantie moeten brengen. Bijgevolg zal het herhalen van de procedure met een tweede samengestelde beweging vrijwel elke keer resulteren in een nauwkeurige uitlijning.
TOETSEN TOT SUCCES
Hier is mijn advies aan jou:
- Denk klein voor grote resultaten: Ga achter de kleine machines aan die je personeel stelen.
- Stel een kerngroep op: Zoek drie mensen die informatie willen delen en die gerespecteerd worden op uw onderhoudsafdeling. Ik heb nog geen echt succesvol afstemmingsprogramma gezien dat niet ten minste één "ga naar"-persoon heeft om anderen te helpen met probleemtaken.
- Verwacht wijdverbreide afstemmingscompetentie: Als slechts één of twee mensen een bevredigende uitlijning kunnen uitvoeren, zullen alleen de kritieke machines goed worden uitgelijnd. Er zal niet genoeg uitlijntalent zijn om bij de kleine machines te komen. Elke persoon die betrokken is bij mechanisch onderhoud moet bekwaam zijn in het uitlijnen van machines.
- Uitlijningstoleranties instellen: Het instellen van toleranties geeft aan dat u precisie-onderhoud wilt uitvoeren. Maak de toleranties redelijk en haalbaar. Als je de specificaties te strak maakt, frustreert je je mensen alleen maar.
- Train voor competentie: Zoek een competente trainer die zowel uitlijningsconcepten als apparatuurspecifieke lasertechnieken leert. Hands-on oefenen is een belangrijk trainingselement. Zorg dat er nooit meer dan drie mensen per oefenopstelling aanwezig zijn. Twee dagen professionele training zouden tussen $ 500 en $ 600 per stagiair moeten kosten.
- Hulpprogramma's: Naast een lasersysteem of meetinstrument voor het uitlijnen van de meetklok heeft u minimaal shims, movers (hydraulisch, koevoeten, slaghamers) en een meetklok met magnetische voet nodig.
- Geef mensen kansen en tijd om vertrouwen te winnen: Mensen hebben na de training de praktijk nodig om zelfvertrouwen te krijgen. Ook zullen nieuwe cursisten meer tijd nodig hebben om nauwkeurige uitlijningen te maken. Met het juiste gereedschap duurt het uitlijnen van één koppeling zelden langer dan 45 minuten, ongeacht de grootte van de apparatuur. Nieuwe stagiaires zullen echter langzamer zijn. Verder moet je je realiseren dat obstakels, zoals basisgebonden of boutgebonden zijn, het proces vertragen.
- Documentuitlijningsgegevens: Correleer afstemming met machineprestaties en trillingsgegevens en gebruik deze voor analyse van hoofdoorzaken van storingen.
- Thermische groei en dynamische beweging: Sommige machines zijn opzettelijk verkeerd uitgelijnd bij omgevingstemperatuur, zodat de rotatie-assen collineair zijn wanneer de machine in werking is. Nadat uw mensen de competentie op het gebied van afstemming kunnen aantonen, kunt u overwegen de offline-naar-running (OL2R)-gegevens te bepalen die voor deze praktijk vereist zijn.
Figuur 4.
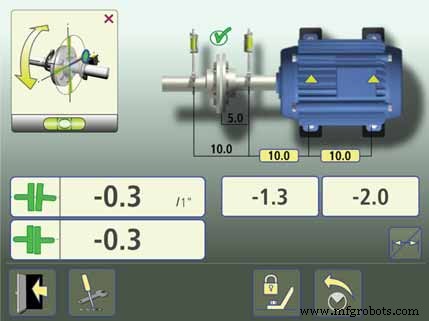
Figuur 5.
Figuur 6. Definitieve uitlijningsgegevens.
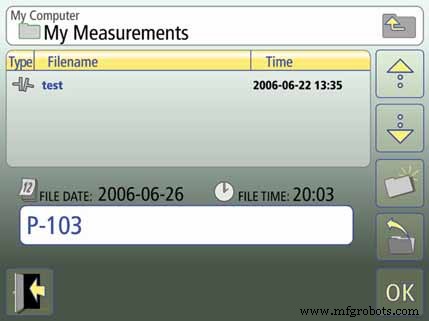
Figuur 7. Het document is opgeslagen.
David Zdrojewski is de oprichter en CEO van VibrAlign Inc., een educatieve bron en distributeur van apparatuur voor vibratieanalyse. Bel voor meer informatie 804-379-2250 of ga naar www.vibralign.com .
Onderhoud en reparatie van apparatuur
- Hoe u de loodrechte verticale as bereikt met behulp van laseruitlijning
- Voorbij Zwitserse precisie
- Precisie gietgids
- Het op één lijn houden:waarom uitlijning een belangrijk onderdeel is van preventief onderhoud van turbines
- Wat is een tandwielas?
- Wat is een aslager?
- Wat is precisiebewerking?
- Terminologieën voor precisiebewerking
- Wat is een precisiefreesmachine?
- Een inleiding tot precisie snijlijn
- Precisie CNC-bewerking versus standaardbewerking