


Wat is wrijvingsroerlassen? - Proces en toepassing?
Wat is wrijvingsroerlassen?
Wrijvingsroerlassen (FSW) is een verbindingsproces in vaste toestand dat gebruikmaakt van wrijvingswarmte die wordt gegenereerd door een roterend gereedschap om twee tegenover elkaar liggende werkstukken te verbinden zonder het werkstukmateriaal te smelten. Warmte wordt gegenereerd door wrijving tussen het roterende gereedschap en het werkstukmateriaal, wat leidt tot een zachter gebied nabij het FSW-gereedschap.
Terwijl het gereedschap langs de verbindingslijn wordt bewogen, vermengt het mechanisch de twee stukken metaal en smeedt het hete en verzachte metaal door de mechanische druk die door het gereedschap wordt uitgeoefend, net zoals het samenvoegen van klei of deeg.
Het wordt voornamelijk gebruikt op gesmeed of geëxtrudeerd aluminium en in het bijzonder voor constructies die een zeer hoge lassterkte vereisen. FSW kan aluminiumlegeringen, koperlegeringen, titaniumlegeringen, zacht staal, roestvrij staal en magnesiumlegeringen verbinden.
Meer recentelijk werd het met succes gebruikt bij het lassen van polymeren. Bovendien heeft FSW recentelijk het samenvoegen van ongelijksoortige metalen, zoals aluminium tot magnesiumlegeringen, bereikt. De toepassing van FSW is te vinden in moderne scheepsbouw, treinen en ruimtevaarttoepassingen.
Werkingsprincipe
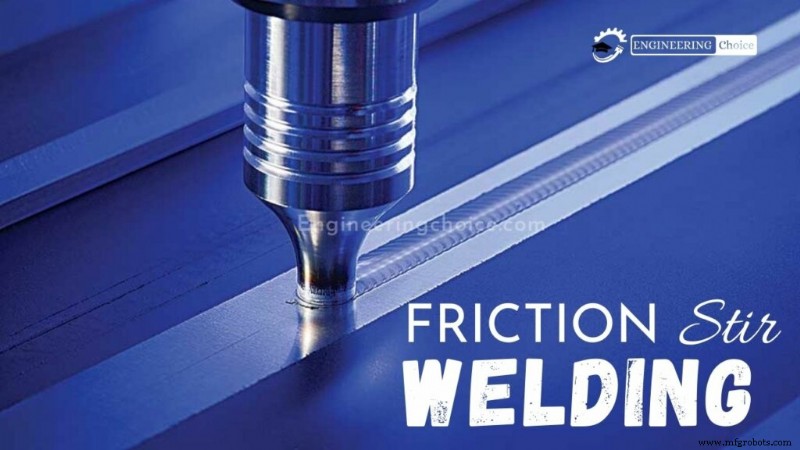
De voortgang van het gereedschap door de verbinding, waarbij ook de laszone en het gebied dat wordt beïnvloed door de gereedschapsschouder worden weergegeven
De FSW wordt uitgevoerd met een roterend cilindrisch gereedschap dat een geprofileerde pen heeft met een diameter die kleiner is dan de diameter van de schouder. Tijdens het lassen wordt het gereedschap in een stompe verbinding tussen twee geklemde werkstukken geleid totdat de sonde in het werkstuk dringt en de schouder het oppervlak van de werkstukken raakt.
De sonde is iets korter dan de vereiste lasdiepte, waarbij de schouder van het gereedschap bovenop het werkoppervlak rijdt. Na een korte verblijftijd wordt het gereedschap met de vooraf ingestelde lassnelheid naar voren bewogen langs de verbindingslijn.
Tussen het slijtvaste gereedschap en de werkstukken ontstaat wrijvingswarmte. Deze warmte, samen met de warmte die wordt gegenereerd door het mechanische mengproces en de adiabatische warmte in het materiaal, zorgt ervoor dat de geroerde materialen zacht worden zonder te smelten.
Terwijl het gereedschap naar voren wordt bewogen, dwingt een speciaal profiel op de sonde geplastificeerd materiaal van het voorvlak naar de achterkant, waar de hoge krachten helpen bij een gesmede consolidatie van de las.
Dit proces waarbij het gereedschap langs de laslijn in een geplastificeerde buisvormige schacht van metaal gaat, resulteert in ernstige vervorming in vaste toestand waarbij dynamische herkristallisatie van het basismateriaal betrokken is.
Het proces van wrijvingsroerlassen
Wrijvingsroerlassen maakt gebruik van een speciaal ontworpen gereedschap dat met hoge snelheden roteert over de naden die aan elkaar moeten worden gelast. Terwijl het gereedschap over het metaal draait, ontstaat er warmte tussen hen. Deze warmte zorgt ervoor dat de metalen plastisch worden en in elkaar versmelten. Wrijvingsroerlassen kan twee soorten verbindingen lassen:
- Schootgewrichten
- Kontgewrichten
Het gereedschap dat wordt gebruikt voor wrijvingsroerlassen bestaat uit twee delen. Een cilindrisch deel dat een schouder wordt genoemd, draait op de naad en een geprofileerde pen steekt uit de schouder.
De pin wordt eerst in de naad geboord. Vervolgens draait de schouder een bepaalde tijd bovenop het werkstuk totdat een optimale temperatuur is bereikt en in de materialen wordt opgenomen.
Vervolgens beweegt het gereedschap over de naad, waardoor een doorlopende las ontstaat. Dit is mogelijk door de volumetrische verwarming die door het gereedschap wordt geproduceerd en het mengen van de metaaldeeltjes door de geprofileerde pen. Het komt van de geprofileerde pin die naar de werkruimte gaat waar hij de naam "Roeren" krijgt, omdat de pin letterlijk de verzachte deeltjes roert om ze te smelten.
Toepassingen van wrijvingsroerlassen
Het FSW-proces is aanvankelijk gepatenteerd door TWI in de meeste geïndustrialiseerde landen en in licentie gegeven voor meer dan 183 gebruikers. Wrijvingsroerlassen en zijn varianten wrijvingsroerpuntlassen en wrijvingsroerverwerking worden gebruikt voor de volgende industriële toepassingen:scheepsbouw en offshore, lucht- en ruimtevaart, automobiel, rollend materieel voor spoorwegen, algemene fabricage, robotica en computers.
Wrijvingsroerlassen vindt toepassing in een breed scala van industrieën die aluminium gebruiken.
Scheepsbouw: FSW werd voor het eerst gebruikt om holle aluminium panelen voor vissersboten te lassen. Tegenwoordig is deze lastechniek gebruikelijk bij het lassen van aluminium vriezerpanelen die worden gebruikt in de carrosserie en de romp van schepen. Omdat FSW minimale vervorming veroorzaakt, zullen aluminium panelen hun vorm behouden, zelfs bij lange lasnaden.
Lucht- en ruimtevaart: Aluminium brandstoftanks die in ruimtevaartuigen worden gebruikt om cryogene zuurstof op te slaan, maken gebruik van FSW. De verbindingstechniek last de koepels aan de cilindrische structuur waaruit deze brandstoftanks bestaan. Boeing gebruikte FSW in de Interstage Module van een Delta II-raket die in augustus 1999 met succes werd gelanceerd.
FSW wordt ook gebruikt om lichtgewicht aluminium frames te verbinden die te zien zijn in de vliegtuigromp. Dit komt omdat de techniek een veel lichter alternatief biedt voor vastschroeven of klinken.
Spoorweg: Wrijvingsroerlassen vindt zijn toepassing op holle profielen en T-verstijvingsextrusies voor het vervaardigen van hogesnelheidstreinen.
Auto-industrie: De auto-industrie heeft zich tot aluminium gewend als het optimale materiaal voor het voorbereiden van autochassis. Daarom is het een van de belangrijkste gebruikers van FSW-technologie. Conventionele lasmethoden kunnen geen onderdelen met hoge tolerantie reproduceren zoals die van FSW. De snelle lastijden van FSW maken het ook aantrekkelijker dan andere vormen van lassen voor aluminium.
Wrijving roert lassen versus wrijvingslassen – het verschil
Verschillende lastechnieken gebruiken wrijving om warmte te genereren, en de meest voorkomende is wrijvingslassen. Bij een typische wrijvingslasmethode wordt de warmte tussen de twee werkstukken gegenereerd door het ene werkstuk ten opzichte van het andere bij de naden te bewegen.
De wrijving tussen de twee oppervlakken zorgt ervoor dat ze smelten en samensmelten.
Dit legt echter een beperking op aan wrijvingslassen als het gaat om de opstelling van het werkstuk, omdat het een werkstuk met hoge snelheden moet kunnen verplaatsen door middel van lineaire heen en weer gaande beweging.
Wrijvingsroerlassen overwint deze beperking door de werkstukken op hun plaats te fixeren en vervolgens het gereedschap langs de naad te bewegen, waardoor de las in het proces ontstaat.
Voordelen van wrijvingsroerlassen
De voordelen van wrijvingsroerlassen komen voort uit de unieke las waar geen verbruiksartikelen of afschermingselementen worden gebruikt. Dit geeft de volgende eigenschappen aan de las:
- De afgewerkte las is naadloos en esthetisch
- Het kan anders onhandelbare legeringen lassen, zoals de aluminium 2xxx- en 7xxx-reeks
- Volledig geautomatiseerd proces
- Geen vorm van vloeimiddel of afschermmiddel vereist
- Lage piektemperaturen voorkomen krimp en porositeit van de scheuren
Nadelen van wrijvingsroerlassen
- Ingewikkelde of speciale inrichting vereist.
- Het creëert een zichtbaar gat in lasplaten.
- Hoge initiële of installatiekosten.
- Het is minder flexibel in vergelijking met het booglasproces.
- FSW kan geen vulvoegen maken.
- Niet-smeedbaar materiaal kan niet worden gelast.
Productieproces
- Wat is laserlassen? - Werken, typen en toepassingen?
- Wat is gaslassen? - Onderdelen, proces en toepassing?
- Wat is wrijvingsroerlassen? - Proces en toepassing?
- Wat is wrijvingslassen? - Werken en toepassen?
- Wat is robotlassen? - Proces en toepassing?
- Wat is sproeilassen? - Proces en technieken
- Wat is verspanen? – Definitie, proces en tool
- Solid State-lasproces:principe, typen, toepassing, voor- en nadelen
- Wrijvingsroerlassen (FSW):Principe, werking, toepassing, voor- en nadelen
- Wrijvingslassen:principe, werking, typen, toepassing, voor- en nadelen
- Wrijvingslasproces begrijpen