


Vioolstrijkstok
Achtergrond
Verschillende soorten snaarinstrumenten, waaronder de viool, de altviool en cello kunnen niet met succes worden bespeeld zonder een strijkstok en worden daarom 'strijkinstrumenten' genoemd. Omdat ze bijna altijd worden gehoord tijdens het buigen, wordt de strijkstok beschouwd als een integraal onderdeel van hun toonproductie, en draagt het zijn eigen individuele karakter en timbre bij. Het gebruik van verschillende strijkstokken op hetzelfde instrument zal resulteren in een overeenkomstig verschillende tonaliteit. De meeste instrumentalisten vinden de kwaliteit van de strijkstok net zo belangrijk als die van het instrument, en daarom worden fijne strijkstokken met de grootste zorg vervaardigd en geselecteerd.
Geschiedenis
De gewoonte om een of andere boog te gebruiken om muzikaal geluid te maken, is zo oud dat de oorsprong ervan alleen maar kan worden vermoed. Het meest waarschijnlijke scenario is dat de oude jachtboog, zijn snaar behandeld met mengsels van was en hars om de strengen bij elkaar te houden, diende als instrument of boog in verschillende contexten. Vanaf deze primitieve oorsprong doorliep de boog talloze stadia van evolutie. De nieuwste en belangrijkste voor ons vandaag zijn de zogenaamde "vroege" boog en de "moderne" boog. Alle bogen van dit type hebben belangrijke dingen gemeen:het zijn taps toelopende stokken van speciaal hout die permanent tot een boog zijn gebogen en een afgeplatte lengte van paardenhaar hebben, die onder enige spanning van het uiteinde tot het uiteinde van de stok is uitgerekt. Het ene uiteinde is meestal puntig en het andere is vierkant en meestal voorzien van een klein verhoogd gedeelte om de haarspanning vast te maken en aan te passen. Het puntige uiteinde van elk wordt de "tip" genoemd en het verhoogde deel van het andere uiteinde, de "noot", of later de "kikker". (Deskundigen weten niet hoe de laatste naam is geëvolueerd.)
De vroege strik (ook wel de "barokke" strik genoemd) is gebaseerd op het oudste en meest voor de hand liggende ontwerp en heeft een curve die van het haar af buigt. Dit type boog werd algemeen gebruikt tot ergens in het begin van de 19e eeuw, toen de moderne boog in gebruik kwam. Hoewel hun ontwerp deze bogen wendbaar en responsief maakte, was hun delicatesse niet geschikt voor de druk die nodig is voor luider en krachtiger spelen. Naarmate de concertzalen en orkesten groter werden, kregen de instrumenten van de vioolfamilie subtiele aanpassingen om aan de eisen van de grote artiesten te voldoen. Er was echter geen wijziging mogelijk voor de vroege boeg en deze stierf snel uit door de moderne boeg. Na de introductie van de moderne strijkstok, werd de vroege strijkstok ongehoord totdat hij eind jaren zestig nieuw leven werd ingeblazen door liefhebbers van oude muziek die de sfeer van die tijd wilden herscheppen.
De moderne boog was een openbaring na zijn introductie in Frankrijk rond de eeuwwisseling van de 19e eeuw. De familie Tourte krijgt over het algemeen de eer om de moderne strijkstok zijn geaccepteerde definitieve vorm te geven, net zoals Antonio Stradivari heeft bijgedragen aan het maken van de viool. De moderne boogfabricage bereikte zijn hoogtepunt in Parijs tussen het midden van de 19e tot het midden van de 20e eeuw, en boogmakers kwamen uit heel Europa om samen te werken met de beroemde Franse werkplaatsen en hun uitstekende reputatie op het gebied van boogmaken te delen. De grootste veranderingen in de moderne strik waren het omkeren van de kromming van de stok in het haar, om het meer spanning en weerstand te geven; de tip inkorten tot een squat-bijlachtig 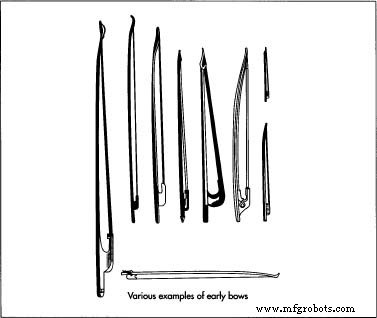 vorm om de flex van de stick te versnellen; introductie van een schroef- en oogafsteller voor een fijnere afstelling van het haar; en de goedkeuring van Pemarnbuco-hout als het standaardhout voor de stok. Eventuele verdere verbeteringen omvatten aanpassing van een ferrule op de kikker om het haar vast te houden over de volle breedte van de kikker, bij elke spanning. De makers experimenteerden met veel subtiele aanpassingen, waaronder het bouwen van stokken met ronde of achthoekige schachten, het gebruik van edele metalen en materialen voor de bevestigingen en het aanbrengen van subtiele veranderingen in de afmeting en kromming van de stok. Tegenwoordig worden fijne strikken op vrijwel dezelfde, zo niet precies dezelfde manier gemaakt als ooit door de ambachtslieden die ze meer dan 150 jaar geleden in Frankrijk hebben ontworpen.
vorm om de flex van de stick te versnellen; introductie van een schroef- en oogafsteller voor een fijnere afstelling van het haar; en de goedkeuring van Pemarnbuco-hout als het standaardhout voor de stok. Eventuele verdere verbeteringen omvatten aanpassing van een ferrule op de kikker om het haar vast te houden over de volle breedte van de kikker, bij elke spanning. De makers experimenteerden met veel subtiele aanpassingen, waaronder het bouwen van stokken met ronde of achthoekige schachten, het gebruik van edele metalen en materialen voor de bevestigingen en het aanbrengen van subtiele veranderingen in de afmeting en kromming van de stok. Tegenwoordig worden fijne strikken op vrijwel dezelfde, zo niet precies dezelfde manier gemaakt als ooit door de ambachtslieden die ze meer dan 150 jaar geleden in Frankrijk hebben ontworpen.
Grondstoffen
Het maken van de boog begint met de selectie en het grof zagen van de juiste houtsoorten en grondstoffen. Pemambuco-hout is de geaccepteerde houtsoort waarvan de stok van de boog is gemaakt. Pernambuco-hout groeit alleen in het Amazone-deltagebied in de gelijknamige Braziliaanse staat. In feite zijn er verschillende ondersoorten van dit hout, waarvan er vele volledig zijn uitgestorven en andere die snel uitsterven. Na het oogsten worden de stammen in planken gezaagd en vervolgens in "spaties" die worden gesneden in de ruwe omtrek die lijkt op de stok en zijn punt. Het ebbenhout voor de kikker is van de dwarsdoorsneden van de stam gesplitst in kleine wiggen die lijken op de afgewerkte buitenafmetingen. Bladzilver of goud wordt voorbereid op de dikte van de verschillende metalen fittingen, en een ronde ebbenhouten stok of plug wordt voorbereid om de stelcilinder te maken. De decoratieve parelglijder en parelogen zijn gemaakt van speciaal gefreesde platen van abalone of parelmoer schelp, gezaagd en gevijld tot ruwe grootte en vorm.
Het fabricageproces
De stok opruwen
- 1 Het voorbewerken van de stok verwijst naar het proces van het snijden en schaven van de stok tot zijn geschatte afgewerkte afmetingen. De vierkante blanco van Pemnambuco-hout wordt ofwel vastgehouden
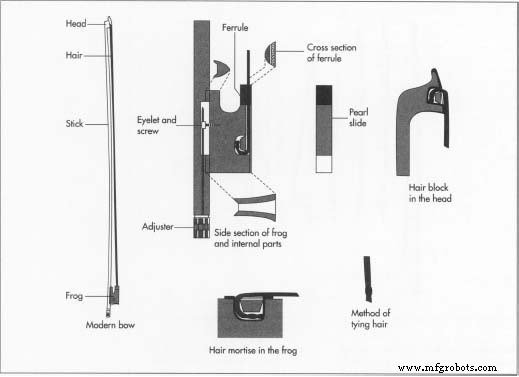 Belangrijkste onderdelen van een strijkstok. over de hoek van een bank, of langs de lengte van een speciaal bord, en met de hand geschaafd met speciaal ontworpen vlakken, waardoor de stok zijn karakteristieke achthoekige vorm kreeg. Met behulp van een apparaat voor directe warmte, zoals een spirituslamp of gasbrander, wordt de stok langzaam verwarmd totdat deze flexibel genoeg is om te buigen. Als het klaar is, wordt de stok gebogen in een geschatte of ruwe curve. Wanneer afgekoeld, wordt de stok opzij gelegd en begint het werk aan de kikker.
Belangrijkste onderdelen van een strijkstok. over de hoek van een bank, of langs de lengte van een speciaal bord, en met de hand geschaafd met speciaal ontworpen vlakken, waardoor de stok zijn karakteristieke achthoekige vorm kreeg. Met behulp van een apparaat voor directe warmte, zoals een spirituslamp of gasbrander, wordt de stok langzaam verwarmd totdat deze flexibel genoeg is om te buigen. Als het klaar is, wordt de stok gebogen in een geschatte of ruwe curve. Wanneer afgekoeld, wordt de stok opzij gelegd en begint het werk aan de kikker.
De kikker opruwen
- 2 De kikker begint met het maken van de metalen fittingen. Verschillende onderdelen vereisen zowel solderen als buigen en vormen. De ferrule, net als een halfronde ring, is een halfronde stuk zilverplaat gesoldeerd aan een platte ring. De knop voor de versteller heeft een of twee zilveren ringen nodig. De andere metalen delen bevatten een zilveren voering, die is gevormd tot drie facetten van een achthoek op een stalen matrijs, om te voldoen aan de drie facetten waarop het contact zal maken met de stok. Als de kikker is ontworpen met een achterplaat, wordt de plaat gevormd en gebogen in de hoek van 90 graden van de achterkant van de kikker waar deze moet worden ingelegd.
De ebbenhouten wig is op lengte getrimd en aan alle kanten trouw aan het midden geschaafd met een klein vlijmscherp blokschaaf. De verschillende metalen fittingen worden op hun respectievelijke plaatsen op de kikker gepast. Hoewel moderne commerciële fabricage gebruik maakt van freesmachines om dit onderdeel te realiseren, hebben de beste moderne bouwers er geen probleem mee om dit werk met de hand te doen.
De montage van het metaal op de straal begint met het boren van een gat van 3 mm, de "keel", net onder het gebied waar de ferrule zich bevindt. De ferrule wordt met een mes en kleine beitels op het bredere deel van de keel gepast totdat hij gelijk en waterpas past. De zijkanten zijn hol gevormd met een guts. De gleuf voor de parelschuif, met zijn 20 graden ondergesneden zijkanten, wordt vervolgens met de beitels weggeschoren. De holte voor het haar, het haargat genoemd, wordt geboord en gesneden in de kikker met een boogboor en beitel. De voering wordt vervolgens met behulp van de beitels op de smalle rand van de lengte van de kikker geplaatst. De voering komt overeen met de bovenste drie facetten van de achthoekige vorm van de stick en is het draagvlak van de kikker tegen de stick. Een taps toelopende zilveren achterplaat die zich uitstrekt van de achterkant van de parelglijgleuf naar het centrale facet van de voering is ingelegd op het platte uiteinde van de kikker. De kikker wordt vervolgens gevormd met behulp van een mes, vijlen en kleine schrapers gemaakt van dunne staalplaat. De versieringen, de ogen genoemd, zijn op dit punt in de zijkanten van de kikker ingelegd. Vervolgens wordt de ebbenhouten deuvel voor de instelknop afzonderlijk op een draaibank gevormd.
De kikker op de stok passen
- 3 Nadat de kikker klaar is, is de volgende taak om hem op de ruwe stok te passen. Dit wordt gedaan door de voering van de kikker te krijten en deze tegen de facetten van de stok te wrijven op het punt waar de kikker contact maakt. Door een proces van het op deze manier markeren van de stok en het zorgvuldig schaven, schrapen en vijlen van de markeringen, wordt de kikker in het juiste contact gebracht met de drie onderste facetten. Vervolgens worden er gaten in de stok geboord voor de schroef- en oogconstructie die de kikker aan de koperen moer aan het uiteinde van de stok bevestigt.
De stok en kikker afmaken
- 4 De eerste stap hier is het plaatsen van een ivoren plaat op de kop of punt van de boog. Een plaat van ivoor wordt geprepareerd met een verhoogd gedeelte voor de rechte hoek van de "snavel" met een dunne laag ebbenhoutfineer langs het hele binnenoppervlak. Het ivoor is aan de onderkant van het hoofd gelijmd.
Het vormgeven van het hoofd gebeurt met een mes en vijlen. Dit werk volgt meestal een vaststaand model en wordt bereikt met behulp van een patroon of sjabloon, dat afwisselend wordt getraceerd en vergeleken met het snijwerk terwijl het vordert. De elegante kopmodellen van de klassieke strikken zijn vaak erg mooi en hebben kenners over de hele wereld geïnspireerd om ze te verzamelen. Alle grote strikkenmakers hebben hun werk met hun eigen persoonlijke stijl bedrukt, en experts zijn gemakkelijk in staat om de meeste belangrijke stijlen te herkennen, waarbij elk hoofd verwant is aan de handtekening van de maker. Als het hoofd klaar is, wordt het pengat voor het haar erin gesneden en kan het afwerken van de stok doorgaan.
De stok moet nu in de definitieve dimensie worden gebracht, een proces dat afstuderen wordt genoemd. De stick loopt taps toe van 3,5-5,0 mm net achter de kop tot 6,5-8,5 mm aan het uiteinde van de knop. Met behulp van een kaliber of schuifmaat schaaft de vakman vakkundig deze overgang van dikte in de stok. Het hele proces moet worden uitgevoerd met behoud van de integriteit van een perfecte achthoek. De overgang van de achthoek naar het hoofd is het moeilijkst en eindigt met de bovenste drie facetten die naar boven toe convergeren, de twee zijfacetten de zijkant van het hoofd worden en de onderste drie de achterkant van het hoofd en de afschuiningen (een dunne afwerksnede, in een hoek van 45 graden met de zijkanten). Al dit werk wordt gedaan met ofwel het vlak in het geval van de facetten, ofwel het mes en vijl voor de detaillering van het hoofd. De stick wordt eenvoudig met de hand over een plat bord of de hoek van de werkbank gehouden tijdens het schaven van de facetten. Het hoofd wordt tijdens het afwerken gewoon in de hand gehouden.
Als de stok rond moet worden afgewerkt, zoals velen zijn, worden de randen van de achthoek na het afstuderen weggeschaafd en wordt de stok op deze manier afgerond tot een gebied van ongeveer 1,6-2,4 inch (4-6 cm) voor de kikker. Het gebied waar men de boog vasthoudt is bijna altijd achthoekig.
De stok behandelen
- 5 De boog heeft meestal geen echte vernis omdat Pernambuco van nature donker en olieachtig is. Maar de stick kan aan een aantal chemische behandelingen worden onderworpen om zijn karakteristieke chocoladebruine kleur te krijgen. De stick wassen met salpeterzuur en daarna neutraliserende blootstelling aan ammoniakdampen is de meest voorkomende kleurbehandeling. De boog krijgt extra glans en bescherming door een techniek die bekend staat als 'Frans polijsten'. Dit omvat het aanbrengen van een verdunde oplossing van schellak, soms gemengd met ander tandvlees of hars, met een licht geoliede doek die om de vingers wordt gewikkeld.
Het voorbewerken en afwerken van boogstokken verschilt niet in techniek van handproductie tot commerciële productie. De meeste strijkstokken worden volledig met de hand gemaakt. Alleen de productiesnelheid, de kwaliteit van de materialen en de zorgvuldigheid bij de afwerking onderscheiden het verschil tussen middelmatig en subliem.
Lappen en de strik ontharen
- 6 Het lappen of opwinden fungeert als grip voor de stick en wordt vaak de 'grip' genoemd. Het beslaat meestal een lengte van 3 inch (7,6 cm), beginnend net voor de kikker en naar de punt toe. Het bestaat uit wat materiaal, meestal zilverdraad, dat in een compacte spiraalvorm om de stok is gewikkeld. Een deel van de winding die zich het dichtst bij de kikker bevindt, is bedekt met leer om de plek te beschermen waar de duim van de speler rust.
Het beharen van de strik is vrij routineus, omdat het haar slijt door het spelen en vaak moet worden vervangen. Het paardenhaar wordt al geselecteerd, getrokken en gebundeld in uniforme lengtes ingekocht. Hiervan wordt een kleine hoeveelheid afgescheiden en aan het ene uiteinde wordt een kleine harsknoop gemaakt met behulp van zeer sterke dunne draad. De knoop wordt sterker gemaakt door het uiteinde van het haar in de hitte van een vlam te steken en het haar erachter uit te zetten. Een kleine houten plug is gesneden om in het gat in het hoofd te passen, en het haar wordt naar beneden gedraaid en in het hoofd vastgemaakt met deze plug, die het haar over de bovenrand gespreid houdt in een nette uniforme platte strook. Met de kikker helemaal naar voren, wordt het haar op lengte gemeten, afgeknipt en na veel kammen en rangschikken op dezelfde manier aan het uiteinde bij de kikker vastgebonden. Een andere houten plug is gemaakt voor het gat van de kikker. De ferrule wordt over het haar geschoven en na veel meer kammen wordt het haar omgedraaid en weer vastgemaakt met een houten plug, dit keer in de kikker. Het haar wordt opnieuw gekamd voordat het in de parelschuif wordt geduwd, en opnieuw nadat het op de ferrule is geschoven. Een houten wig is gesneden om in de breedte van de ferrule te passen om het haar op een lintachtige manier gespreid te houden. Na nog wat kammen wordt de wig in de ferrule tegen het haar geduwd en met een mes afgeknipt. Met het aanbrengen van wat hars op het haar, voor grip, is de nieuwe boog klaar om te spelen.
Productieproces
- Hoe worden moderne magneten gemaakt?
- De ontwikkeling van moderne kunststoffen
- Top 10 moderne trends in hoogwaardige kunststoffen
- Een moderne benadering van training voor een modern personeelsbestand
- The Modern Data Estate:Data Lake vs. Data Warehouse
- Smart Home-upgrades voor modern leven
- Bow &Twist-problemen met PCBS
- Moderne HMI-software stuwt industrie 4.0 voort
- Een moderne kraan gebruiken:waarom modernisering van kranen de moeite waard is?
- Hoe werkt een moderne kantpers?
- Betrouwbaarheid van moderne oplossingen voor het picken van bakken