


Glasvezel
Achtergrond
Glasvezel verwijst naar een groep producten gemaakt van individuele glasvezels die in verschillende vormen zijn gecombineerd. Glasvezels kunnen worden onderverdeeld in twee hoofdgroepen op basis van hun geometrie:continue vezels die worden gebruikt in garens en textiel, en de discontinue (korte) vezels die worden gebruikt als matten, dekens of platen voor isolatie en filtratie. Glasvezel kan worden gevormd tot garen, net als wol of katoen, en geweven tot stof die soms wordt gebruikt voor gordijnen. Glasvezeltextiel wordt vaak gebruikt als versterkingsmateriaal voor gegoten en gelamineerde kunststoffen. Glasvezelwol, een dik, pluizig materiaal gemaakt van onderbroken vezels, wordt gebruikt voor thermische isolatie en geluidsabsorptie. Het wordt vaak aangetroffen in schotten en rompen van schepen en onderzeeërs; motorcompartimenten voor auto's en bekledingen voor carrosseriepanelen; in ovens en airconditioning units; akoestische wand- en plafondpanelen; en architecturale scheidingswanden. Glasvezel kan op maat worden gemaakt voor specifieke toepassingen zoals Type E (elektrisch), gebruikt als elektrische isolatietape, textiel en versterking; Type C (chemisch), dat een superieure zuurbestendigheid heeft, en Type T, voor thermische isolatie.
Hoewel het commerciële gebruik van glasvezel relatief recent is, creëerden ambachtslieden tijdens de Renaissance glasstrengen voor het decoreren van bekers en vazen. Een Franse natuurkundige, Rene-Antoine Ferchault de Reaumur, produceerde textiel versierd met fijne glasdraden in 1713, en Britse uitvinders dupliceerden de prestatie in 1822. Een Britse zijdewever maakte een glasweefsel in 1842, en een andere uitvinder, Edward Libbey, exposeerde een jurk geweven van glas op de 1893 Columbian Exposition in Chicago.
Glaswol, een donzige massa discontinue vezels in willekeurige lengtes, werd voor het eerst geproduceerd in Europa rond de eeuwwisseling, met behulp van een proces waarbij vezels van staven horizontaal naar een draaiende trommel werden getrokken. Enkele decennia later werd een spinproces ontwikkeld en gepatenteerd. Isolatiemateriaal van glasvezel werd tijdens de Eerste Wereldoorlog in Duitsland vervaardigd. Onderzoek en ontwikkeling gericht op de industriële productie van glasvezels vorderde in de Verenigde Staten in de jaren 1930, onder leiding van twee grote bedrijven, de Owens-Illinois Glass Company en Corning Glass Werken. Deze bedrijven ontwikkelden een fijne, buigzame, goedkope glasvezel door gesmolten glas door zeer fijne openingen te trekken. In 1938 fuseerden deze twee bedrijven tot Owens-Corning Fiberglas Corp. Nu gewoon bekend als Owens-Corning, is het een bedrijf van $ 3 miljard per jaar geworden en is het een leider op de glasvezelmarkt.
Grondstoffen
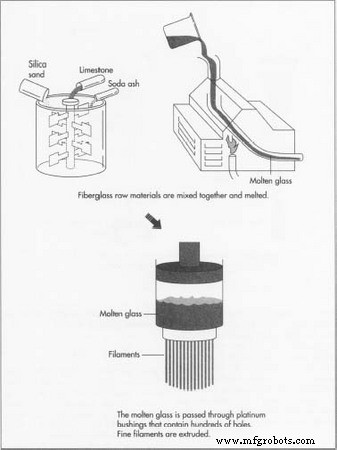
De basisgrondstoffen voor glasvezelproducten zijn een verscheidenheid aan natuurlijke mineralen en vervaardigde chemicaliën. De belangrijkste ingrediënten zijn kwartszand, kalksteen en natriumcarbonaat. Andere ingrediënten kunnen onder andere gecalcineerd aluminiumoxide, borax, veldspaat, nefeliensyeniet, magnesiet en kaolienklei zijn. Silicazand wordt gebruikt als glasvormer en natriumcarbonaat en kalksteen helpen voornamelijk om de smelttemperatuur te verlagen. Andere ingrediënten worden gebruikt om bepaalde eigenschappen te verbeteren, zoals borax voor chemische weerstand. Ook afvalglas, ook wel glasafval genoemd, wordt als grondstof gebruikt. De grondstoffen moeten zorgvuldig in exacte hoeveelheden worden afgewogen en grondig worden gemengd (batchvorming genoemd) voordat ze tot glas worden gesmolten.
Het fabricageproces
Smelten
- 1 Zodra de batch is bereid, wordt deze in een oven gevoerd om te smelten. De oven kan worden verwarmd door elektriciteit, fossiele brandstof of een combinatie van beide. De temperatuur moet nauwkeurig worden geregeld om een soepele, gestage glasstroom te behouden. Het gesmolten glas moet op een hogere temperatuur (ongeveer 2500 ° F [1371 ° C]) worden gehouden dan andere soorten glas om tot vezels te worden gevormd. Zodra het glas gesmolten is, wordt het overgebracht naar de vormapparatuur via een kanaal (voorhaard) aan het einde van de oven.
Vormen tot vezels
- 2 Er worden verschillende processen gebruikt om vezels te vormen, afhankelijk van het type vezel. Textielvezels kunnen rechtstreeks uit de oven worden gevormd uit gesmolten glas, of het gesmolten glas kan eerst naar een machine worden gevoerd
 die glazen knikkers vormt met een diameter van ongeveer 0,62 inch (1,6 cm). Met deze knikkers kan het glas visueel worden gecontroleerd op onzuiverheden. Bij zowel het directe smelt- als het marmersmeltproces wordt het glas of de glazen knikkers door elektrisch verwarmde bussen (ook wel spindoppen genoemd) gevoerd. De bus is gemaakt van platina of metaallegering, met 200 tot 3000 zeer fijne openingen. Het gesmolten glas gaat door de openingen en komt eruit als fijne filamenten.
die glazen knikkers vormt met een diameter van ongeveer 0,62 inch (1,6 cm). Met deze knikkers kan het glas visueel worden gecontroleerd op onzuiverheden. Bij zowel het directe smelt- als het marmersmeltproces wordt het glas of de glazen knikkers door elektrisch verwarmde bussen (ook wel spindoppen genoemd) gevoerd. De bus is gemaakt van platina of metaallegering, met 200 tot 3000 zeer fijne openingen. Het gesmolten glas gaat door de openingen en komt eruit als fijne filamenten.
Continu-filamentproces
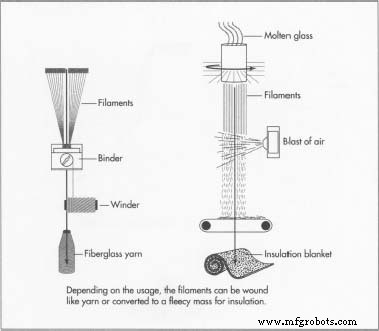
- 3 Een lange, continue vezel kan worden geproduceerd door middel van het continu-filamentproces. Nadat het glas door de gaten in de bus is gestroomd, worden meerdere strengen opgevangen op een snelle winder. De winder draait met ongeveer 2 mijl (3 km) per minuut, veel sneller dan de stroomsnelheid van de bussen. De spanning trekt de filamenten naar buiten terwijl ze nog gesmolten zijn, waardoor strengen een fractie van de diameter van de openingen in de bus vormen. Er wordt een chemisch bindmiddel aangebracht dat ervoor zorgt dat de vezel niet breekt tijdens latere verwerking. Het filament wordt vervolgens op buizen gewikkeld. Het kan nu worden gedraaid en tot garen worden getwijnd.
Stapelvezelproces
- 4 Een alternatieve methode is het stapelvezelproces. Terwijl het gesmolten glas door de bussen stroomt, koelen luchtstralen de filamenten snel af. De turbulente uitbarstingen van lucht breken de filamenten ook in lengtes van 8-15 inch (20-38 cm). Deze filamenten vallen door een spray van smeermiddel op een draaiende trommel, waar ze een dun web vormen. Het web wordt uit de trommel getrokken en in een ononderbroken streng van losjes geassembleerde vezels getrokken. Deze streng kan worden verwerkt tot garen met dezelfde processen die worden gebruikt voor wol en katoen.
Gehakte vezels
- 5 In plaats van tot garen te worden gevormd, kan de doorlopende of lange stapelstreng ook in korte stukken worden gehakt. De streng is gemonteerd op een set klossen, een spoel genaamd, en door een machine getrokken die het in korte stukjes hakt. Van de gehakte vezel worden matten gevormd waaraan een bindmiddel wordt toegevoegd. Na uitharden in een oven wordt de mat opgerold. Verschillende gewichten en diktes geven producten voor shingles, opgebouwde dakbedekking of decoratieve matten.
Glaswol
- 6 Het roterende of spinnerproces wordt gebruikt om glaswol te maken. Bij dit proces stroomt gesmolten glas uit de oven in een cilindrische houder met kleine gaatjes. Terwijl de container snel draait, stromen horizontale glasstromen uit de gaten. De gesmolten glasstromen worden omgezet in vezels door een neerwaartse explosie van lucht, heet gas of beide. De vezels vallen op een transportband, waar ze in een wollige massa met elkaar verweven zijn. Dit kan worden gebruikt voor isolatie, of de wol kan worden gespoten met een bindmiddel, tot de gewenste dikte worden samengeperst en in een oven worden uitgehard. De warmte zet het bindmiddel vast en het resulterende product kan een stijve of halfstijve plaat of een flexibele mat zijn.
Beschermende coatings
- 7 Voor glasvezelproducten zijn naast bindmiddelen ook andere coatings nodig. Smeermiddelen worden gebruikt om vezelafslijting te verminderen en worden ofwel direct op de vezel gespoten of toegevoegd aan het bindmiddel. Soms wordt tijdens de koelstap ook een antistatische samenstelling op het oppervlak van glasvezelisolatiematten gespoten. Door de door de mat aangezogen koellucht dringt het antistatische middel door de gehele dikte van de mat. Het antistatische middel bestaat uit twee ingrediënten:een materiaal dat de opwekking van statische elektriciteit minimaliseert en een materiaal dat dient als corrosieremmer en stabilisator.
Sizing is elke coating die tijdens het vormen op textielvezels wordt aangebracht en die een of meer componenten (smeermiddelen, bindmiddelen of koppelingsmiddelen) kan bevatten. Koppelingsmiddelen worden gebruikt op strengen die zullen worden gebruikt voor het versterken van kunststoffen, om de binding met het versterkte materiaal te versterken.
Soms is een nabewerking nodig om deze coatings te verwijderen, of om een andere coating toe te voegen. Voor plastic verstevigingen kunnen maatvoeringen worden verwijderd met hitte of chemicaliën en kan een koppelmiddel worden aangebracht. Voor decoratieve toepassingen moeten stoffen een warmtebehandeling ondergaan om maten te verwijderen en het weefsel te fixeren. Kleurstofbasiscoatings worden vervolgens aangebracht voordat ze worden geverfd of bedrukt.
Vormen vormen
- 8 Glasvezelproducten zijn er in een grote verscheidenheid aan vormen, gemaakt met behulp van verschillende processen. Glasvezelbuisisolatie wordt bijvoorbeeld rechtstreeks uit de vormeenheden op staafachtige vormen gewikkeld die doornen worden genoemd, voorafgaand aan het uitharden. De vormvormen, in lengtes van 3 voet (91 cm) of minder, worden vervolgens uitgehard in een oven. De uitgeharde lengtes worden vervolgens in de lengte uit de mal gehaald en op gespecificeerde afmetingen gezaagd. Indien nodig worden bekledingen aangebracht en wordt het product verpakt voor verzending.
Kwaliteitscontrole
Bij de productie van glasvezelisolatie wordt op een aantal plaatsen in het proces materiaal bemonsterd om de kwaliteit te behouden. Deze locaties omvatten:de gemengde batch die naar de elektrische smelter wordt gevoerd; gesmolten glas uit de bus die de vervezelaar voedt; glasvezel die uit de fiberizer-machine komt; en uiteindelijk uitgehard product dat uit het einde van de productielijn komt. De bulkglas- en vezelmonsters worden geanalyseerd op chemische samenstelling en de aanwezigheid van gebreken met behulp van geavanceerde chemische analysatoren en microscopen. De deeltjesgrootteverdeling van het batchmateriaal wordt verkregen door het materiaal door een aantal zeven van verschillende grootte te leiden. Het eindproduct wordt op dikte gemeten na verpakking volgens specificaties. Een verandering in dikte geeft aan dat de glaskwaliteit onder de norm ligt.
Fabrikanten van glasvezelisolatie gebruiken ook een verscheidenheid aan gestandaardiseerde testprocedures om de akoestische weerstand, geluidsabsorptie en geluidsbarrièreprestaties van het product te meten, af te stellen en te optimaliseren. De akoestische eigenschappen kunnen worden geregeld door het aanpassen van productievariabelen zoals vezeldiameter, bulkdichtheid, dikte en bindmiddelgehalte. Een vergelijkbare benadering wordt gebruikt om thermische eigenschappen te regelen.
De Toekomst
De glasvezelindustrie staat in de rest van de jaren negentig en daarna voor enkele grote uitdagingen. Het aantal producenten van glasvezelisolatie is toegenomen dankzij Amerikaanse dochterondernemingen van buitenlandse bedrijven en productiviteitsverbeteringen door Amerikaanse fabrikanten. Dit heeft geleid tot overcapaciteit, die de huidige en wellicht toekomstige markt niet kan opvangen.
Naast overcapaciteit zullen ook andere isolatiematerialen concurreren. Steenwol is op grote schaal gebruikt vanwege recente proces- en productverbeteringen. Schuimisolatie is een ander alternatief voor glasvezel in woonmuren en commerciële daken. Een ander concurrerend materiaal is cellulose, dat wordt gebruikt in zolderisolatie.
Door de lage vraag naar isolatie door een zwakke huizenmarkt, eisen consumenten lagere prijzen. Deze vraag is ook een gevolg van de aanhoudende trend in consolidatie van retailers en aannemers. Als reactie hierop zal de glasvezelisolatie-industrie kosten moeten blijven besparen op twee belangrijke gebieden:energie en milieu. Er zullen efficiëntere ovens moeten worden gebruikt die niet afhankelijk zijn van slechts één energiebron.
Nu stortplaatsen hun maximale capaciteit bereiken, zullen glasvezelfabrikanten bijna geen output op vast afval moeten realiseren zonder de kosten te verhogen. Dit vereist verbetering van productieprocessen om afval te verminderen (ook voor vloeibaar en gasafval) en waar mogelijk hergebruik van afval.
Dergelijk afval moet mogelijk opnieuw worden verwerkt en opnieuw worden gesmolten voordat het als grondstof kan worden hergebruikt. Verschillende fabrikanten pakken deze problemen al aan.
Productieproces