


Cowboylaarzen
Achtergrond
Traditionele cowboylaarzen hebben smalle tenen, hoge hakken die onder de voet aflopen en leren bovenkanten die tot halverwege de schenen reiken. Ontworpen voor mannen die vrijwel hun hele dag in het zadel hebben doorgebracht, zijn cowboylaarzen notoir oncomfortabel om in te lopen, en hoewel er in de loop der jaren aanpassingen zijn gedaan, blijven de laarzen ongeschikt voor bijna elk werk dat een cowboy of een rancher te voet moet doen . Cowboylaarzen hebben ook een lang dubbelleven geleid als modeaccessoires, te beginnen in het begin van de 20e eeuw, toen het westerse leven en werk in de open lucht voor het eerst in films werden gemythologiseerd. De meeste cowboylaarzen die nu worden gemaakt, worden niet verkocht aan mensen die ze ooit op een paard zullen dragen, en de laarzen worden meer gewaardeerd voor het imago dat ze hebben gekregen dan voor het werk waarvoor ze oorspronkelijk bedoeld waren.
Geschiedenis
In de 19e eeuw troffen Anglo-Amerikanen die naar het zuidwesten trokken, mensen van Spaanse afkomst die al bezig waren met het vee dat door de vlaktes van West-Texas zwierf. Het brandmerken van runderen en de praktijk om ze vanaf een paard te laten vastbinden, werden oorspronkelijk ontwikkeld in Mexico, net als het basisontwerp van wat we nu het westernzadel noemen. Hoewel Amerikaanse kolonisten veel van hun instrumenten en methoden overnamen, namen de Mexicaanse vaqueros droegen korte, platte laarzen die niet goed waren aangepast aan de eisen van hun beroep. Cowboylaarzen zijn directe afstammelingen van de Noord-Europese rijlaars, en ze zijn misschien de enige bijdrage die deze kolonisten hebben geleverd aan de in wezen Spaanse traditie van het bewerken van vee vanaf een paard.
De Noord-Europese rijlaars werd aangepast voor gebruik op het assortiment door Duitse laarzenmakers die zich in de tweede helft van de 19e eeuw in Texas vestigden. De originele Duitse laarzenmakers ontwierpen een laars om aan de eisen van het werken in stijgbeugels te voldoen. Smalle tenen maakten het voor ruiters gemakkelijker om hun voeten in en uit de stijgbeugels te zetten tijdens het op- en afstappen, en de hoge hak verhinderde dat de voet helemaal door de stijgbeugel gleed en daar vast kwam te zitten. Een voet in een stijgbeugel kan bijzonder gevaarlijk zijn als een cowboy op de schietbaan wordt gegooid, waar hij kilometers ver kan worden gesleept door een rennend paard. De lengte van de leren bovenkanten verminderde schuren door stijgbeugelleer, en de laarzen hadden ook hoge, versterkte bogen, ontworpen om het staan in de stijgbeugels minder inspannend te maken. Al deze eigenschappen maken de laarzen moeilijk te dragen tijdens het werken op de grond; ze zijn bijzonder moeilijk om in te rennen, en wanneer ze niet te paard zijn, dragen veel cowboys en veeboeren tegenwoordig gymschoenen of een laars die een touwslager wordt genoemd, met een ronde neus, een lage hak en een zachtere, flexibelere zool.
Moderne laarzenmakers zijn onderverdeeld in twee categorieën:aangepaste winkels, waar laarzen individueel worden gemaakt en veel van het werk met de hand wordt gedaan, en volledig geautomatiseerde fabrieken. De grote geïndustrialiseerde bedrijven, zoals Tony Lama en Justin Industries, waren van oorsprong familiebedrijven die zich ontwikkelden uit kleinere winkels. De aangepaste winkels die in bedrijf blijven, worden vaak bemand door familieleden, en daar worden de ambachtslieden traditioneel verdeeld in 'topmannen' en 'ondermannen'. De voormalige groep knipte, decoreerde en monteerde de 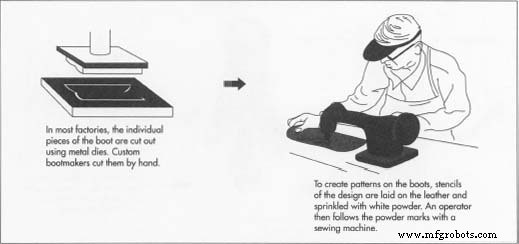 Het meest gebruikte materiaal voor cowboylaarzen is kalfsleer, dat gemakkelijker te verwerken en duurzamer is dan koeienhuid . Ze zijn ook gemaakt van varkensleer, paardenhuid en kangoeroehuid. bovenste delen van de laars, en de laatste groep vormt de hielen en zolen. Topmannen zijn grotendeels verantwoordelijk voor hoe een laars eruitziet en bottom-mannen voor hoe comfortabel het is om te dragen. Texas blijft nog steeds het centrum voor de vervaardiging van cowboylaarzen. Hoewel een fabriek als Tony Lama's in El Paso misschien duizenden paar per week produceert en een custom shop als Charlie Dunn's in Austin er maar een paar, zijn de basisstappen hetzelfde.
Het meest gebruikte materiaal voor cowboylaarzen is kalfsleer, dat gemakkelijker te verwerken en duurzamer is dan koeienhuid . Ze zijn ook gemaakt van varkensleer, paardenhuid en kangoeroehuid. bovenste delen van de laars, en de laatste groep vormt de hielen en zolen. Topmannen zijn grotendeels verantwoordelijk voor hoe een laars eruitziet en bottom-mannen voor hoe comfortabel het is om te dragen. Texas blijft nog steeds het centrum voor de vervaardiging van cowboylaarzen. Hoewel een fabriek als Tony Lama's in El Paso misschien duizenden paar per week produceert en een custom shop als Charlie Dunn's in Austin er maar een paar, zijn de basisstappen hetzelfde.
Grondstoffen
Het meest gebruikte materiaal voor cowboylaarzen is kalfsleer, dat zowel gemakkelijker te verwerken als duurzamer is dan rundleer. De meeste kalfsvellen die bij het maken van laarzen worden gebruikt, komen eigenlijk uit Europa en niet uit de VS, aangezien maar weinig Amerikanen kalfsvlees eten en de huid van Europese kalveren minder snel littekens krijgt van merken of prikkeldraad. In de jaren negentig hebben veranderende eetgewoonten echter geleid tot een wereldwijd tekort aan leer:minder mensen eten rundvlees en er worden dus minder runderen grootgebracht tot welke leeftijd dan ook. Hoewel kalfsleer het meest voorkomende materiaal is, worden cowboylaarzen ook gemaakt van varkensleer, paardenleer en kangoeroeleer. Voor geklede laarzen gebruiken schoenmakers een verscheidenheid aan exotisch leer, waaronder de huid van gordeldieren, struisvogels, haaien, alligators, palingen, hagedissen en grote slangen zoals pythons.
Het fabricageproces
De stukjes uitknippen
- 1 Nadat het leer is geselecteerd, begint het proces van het maken van het bovenste deel van de laars met het uitsnijden van de afzonderlijke stukken. Dit kan met de hand worden gedaan in aangepaste winkels, maar in fabrieken wordt dit gedaan door metalen matrijzen, die werken als koekjesvormers. De bovenkant van een laars bestaat uit drie delen:het deel dat de bovenkant van de voet bedekt, het deel dat de achterkant van de hiel omsluit en het deel dat om de onderkant van de schenen past. Deze worden respectievelijk de vamp, . genoemd de teller, en het -bovenwerk. Het voorblad is als de bovenkant en zijkanten van een gewone herenschoen, maar het is één stuk in plaats van meerdere, zonder vetergaatjes en een aparte tong. De toonbank dekt wat de vamp niet doet. Het bovendeel is in twee stukken gesneden, een voor de voorkant en een voor de achterkant, ontworpen om aan de zijkanten met elkaar te verbinden. In dit stadium wordt de voering voor de binnenkant van elk van deze stukken uitgesneden en vervolgens op zijn plaats gelijmd. De voering is vooral belangrijk voor laarzen gemaakt van fragiele huiden zoals slang of paling, omdat de leren achterkant voor de meeste sterkte zorgt.
De stukken versieren
- 2 Als de laars een of andere gestikte versiering moet hebben, of het nu een eenvoudige
 patroon, of een uitgebreide afbeelding zoals een gele roos, een olieboortoren of de staat Texas—dit wordt gedaan voordat de stukken worden geassembleerd. In aangepaste winkels wordt het ontwerp geschetst op een papieren patroon of stencil en vervolgens omlijnd met een reeks kleine gaatjes. Dit sjabloon wordt over elk stuk gelegd en vervolgens besprenkeld met een markeermiddel zoals wit poeder, zodat het ontwerp kan worden gevolgd door iemand die een naaimachine bedient. Fabrieken hebben de neiging om voor deze taak computergestuurde naaimachines te gebruiken, met voorgeprogrammeerde ontwerpen, dus het is niet nodig om het leer te markeren. Alle extra kleuren die het ontwerp nodig heeft, worden in dit stadium in het leer geverfd.
patroon, of een uitgebreide afbeelding zoals een gele roos, een olieboortoren of de staat Texas—dit wordt gedaan voordat de stukken worden geassembleerd. In aangepaste winkels wordt het ontwerp geschetst op een papieren patroon of stencil en vervolgens omlijnd met een reeks kleine gaatjes. Dit sjabloon wordt over elk stuk gelegd en vervolgens besprenkeld met een markeermiddel zoals wit poeder, zodat het ontwerp kan worden gevolgd door iemand die een naaimachine bedient. Fabrieken hebben de neiging om voor deze taak computergestuurde naaimachines te gebruiken, met voorgeprogrammeerde ontwerpen, dus het is niet nodig om het leer te markeren. Alle extra kleuren die het ontwerp nodig heeft, worden in dit stadium in het leer geverfd.
De bovenkant van de koffer in elkaar zetten
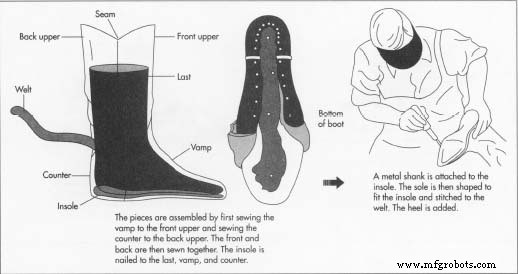
- 3 De laars wordt aanvankelijk in twee helften geassembleerd, voor en achter. Het voorblad, het deel dat de bovenkant en zijkanten van de voet bedekt, is aan de voorkant genaaid; de toonbank, het deel dat de hiel bedekt, is aan de achterkant genaaid. Overtollig leer rond de stiksels wordt vervolgens weggesneden. Een lange strook leer genaamd de rand wordt dan aan de achterkant van de toonbank bevestigd en daar gelaten. De rand wordt in een later stadium gebruikt om de bovenkant van de laars aan de zool te bevestigen.
- 4 De voor- en achterkant van de laars worden vervolgens aan elkaar gelijmd en aan elkaar genaaid. Deze naden worden eerst aan de binnenkant gemaakt, zodat de laars in eerste instantie binnenstebuiten vorm krijgt, zoals een overhemd. Leer is echter moeilijker te bewerken dan katoen, en als de naden eenmaal zijn gemaakt, moet de bovenkant van de laars in water worden gedrenkt totdat het leer flexibel genoeg is om weer naar buiten te worden gedraaid. Aan het einde van deze fase is het bovenste deel van de laars klaar; in een custom shop zou nu het werk van een topman gedaan worden.
De binnenzool bevestigen
- 5 De eerste stap bij het maken van de onderkant van de laars is het bevestigen van de binnenzool aan het voorblad en het aanrecht. De binnenzool, in elke schoen of laars, is het deel dat je ziet als je erin naar beneden kijkt; het draagt vaak de afdruk van de naam van de maker. Een belangrijk onderdeel in dit deel van het proces is het laatste. De laatste is in feite een model van een voet - een anatomisch nauwkeurige versie van een schoenspanner - die tijdens de rest van het productieproces in de laars wordt achtergelaten. In een fabriek zijn leesten standaardmaten en over het algemeen gemaakt van gegoten plastic. In custom shops worden ze gemaakt van hardhout en aangepast aan de precieze vorm van een individuele voet. De werkplaats van deze laarzenmakers kan bevatten:
 duizenden leesten, hangend aan de muren en plafonds, beschikbaar voor de klanten die ze verwachten na te bestellen.
duizenden leesten, hangend aan de muren en plafonds, beschikbaar voor de klanten die ze verwachten na te bestellen. - 6 De binnenzool wordt eerst aan de laatste vastgelijmd. Vervolgens worden het voorblad en de toonbank over de binnenzool in de leest genageld - eerst aan de voorkant, bij de teen en dan aan beide kanten naar achteren toe. Op dit punt wordt een stijf stuk leer ingebracht aan de voorkant van het voorblad om de laars bij de teen te versterken. De rand, die aan de achterkant van het aanrecht hangt sinds de eerste werd gemaakt, wordt vervolgens op het voorblad en de binnenzool genaaid. De laars is nu bijna compleet, alleen een hak en een zool ontbreken.
De zool monteren
- 7 Omdat de welt nu de binnenzool, het voorblad en de balie samenbindt, zijn de spijkers die het leer aan de leest vastzaten niet langer nodig. De spijkers worden verwijderd, maar de laatste blijft in de laars totdat deze klaar is. Aan de binnenzool wordt vervolgens een metalen schacht bevestigd om de hoge boog te versterken; het wordt op zijn plaats gehouden door een stuk leer. De zool is gevormd om in de binnenzool te passen en vervolgens aan de rand gestikt. Vervolgens wordt de hak vastgespijkerd en vervolgens worden zowel de hak als de zool gevormd door te schuren.
Afrondingsproces
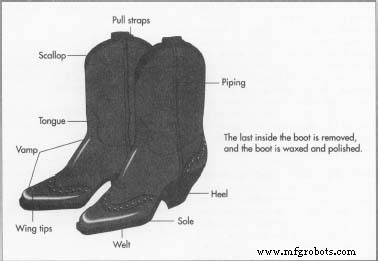
- 8 Het afwerkingsproces geeft de laars zijn uiteindelijke uiterlijk. De leest wordt verwijderd en een laarsboom wordt gebruikt om fijne aanpassingen in de vorm van de laars te maken. Naden worden afgeknipt en losse draden worden kortgeknipt. Indien nodig worden de laatste kleurstoffen aangebracht en vervolgens wordt de laars gewaxt en gepolijst. De laarzen worden in dit stadium op kwaliteit gecontroleerd, hoewel de normen voor kwaliteitscontrole variëren tussen fabrieken en aangepaste winkels. In een custom shop, hoe de schoen past bij een individuele klant, zal een goedgekeurd product onderscheiden van een product dat mogelijk moet worden herwerkt of afgekeurd. Maar bij beide soorten fabricage is het aantal steken per inch belangrijk, evenals de kwaliteit van het leer en de sterkte van de rand.
De Toekomst
De productie en marketing van cowboylaarzen, zoals westernkleding in het algemeen, kende dramatische cyclische veranderingen in de jaren tachtig en negentig. De meeste laarzenmakers herinneren zich nog de gevolgen van een periode van hoogconjunctuur in westerse kleding, de zogenaamde 'urban cowboy'-rage van het begin van de jaren tachtig, toen veel bedrijven hun productiecapaciteit uitbreidden om de vraag te zien kelderen. Een fabrikant, Justin Industries in Fort Worth, Texas, werd alleen gered van een faillissement door zijn investeringen in andere sectoren van de economie. Een andere groeicyclus in de modeverkoop van cowboylaarzen begon aan het einde van dat decennium, met acteurs, rocksterren en modemodellen die ze droegen, evenals politici en zakenlieden. Hoewel langzamer, duurde de groei in deze cyclus langer. Halverwege de jaren negentig speculeerden sommige retailers en fabrikanten dat de vraag naar cowboylaarzen een hoogtepunt had bereikt, maar anderen zagen groeiperspectieven in de toenemende populariteit van countrymuziek.
Sommige waarnemers in de sector zijn van mening dat nieuwe marketingstrategieën een aanhoudende groei in de verkoop van cowboylaarzen kunnen garanderen, maar deze cycli kunnen ook kenmerkend zijn voor het nieuwe leven van dit specifieke product. In een wereld waar nog maar weinig mensen te paard werken, waar zelfs het grootste deel van een typische boerendag niet langer in het zadel wordt doorgebracht, zijn cowboylaarzen nu grotendeels een mode-item.
Productieproces
- Wat is VMC-bewerking?
- Gids voor aluminium lasermarkering
- MIG-lassen versus TIG-lassen
- Gids voor lasermarkering
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Wat is fiberlasermarkering?
- Elektrolytisch polijsten versus passiveren
- Wat is RVS-passivering?
- Overschoenen