


Business Jet
Achtergrond
Zakenvliegtuigen (ook bekend als "biz-jets") vervoeren doorgaans 5-15 passagiers en worden voornamelijk gebruikt als vervoer door zakenlieden en overheidsfunctionarissen.
In de begindagen van de vlucht, voor de Eerste Wereldoorlog, werden vliegtuigen volledig gemaakt van hout en canvas. Ze werden gevormd en vergezeld door bekwame ambachtslieden, van wie velen afkomstig waren uit andere houtbewerkingsbedrijven. Elk vliegtuig was uniek en weerspiegelt veel verschillende gedachten en constante ontwerpwijzigingen. Het begin van de Eerste Wereldoorlog bracht een plotselinge vraag naar duizenden vliegtuigen. Dit betekende dat fabrieken grootschalige fabricage en assemblage van vliegtuigonderdelen door ongeschoolde arbeiders moesten opvangen. Kleine bedrijven groeiden uit tot grote fabrikanten die in staat waren om veel verschillende soorten vliegtuigen in grote aantallen te produceren.
De technieken voor het bouwen van vliegtuigen evolueerden geleidelijk tijdens de jaren tussen de oorlogen. Hout en canvas veranderden in aluminium als het belangrijkste structurele materiaal, terwijl de ontwerpen verbeterden en records werden gevestigd en verbroken. Monoplanes (vliegtuigen met één vleugel) werden steeds populairder dan tweedekkers (vliegtuigen met twee vleugels). Er werden voortdurend krachtigere en betrouwbaardere vliegtuigmotoren ontwikkeld om het laadvermogen en het bereik te vergroten. Door de toegenomen betrouwbaarheid en het verbeterde comfort werden vliegtuigen een meer geaccepteerde vorm van vracht- en passagiersvervoer.
Met het naderen van de Tweede Wereldoorlog moest de vliegtuigindustrie zich opnieuw voorbereiden op de massaproductie van vliegtuigen. Er werden veel meer vliegtuigen geproduceerd dan tijdens de Eerste Wereldoorlog door de leidende mogendheden, de VS, Groot-Brittannië, Italië, Duitsland en Japan. De vliegtuigindustrie had zich over de hele wereld verspreid en veranderde drastisch tijdens de vijf jaar van conflict. Vliegtuigmotoren met zuigers werden groter en complexer en werden in grote hoeveelheden geproduceerd, terwijl ook de straalmotor werd ontwikkeld en getest. De ontwikkeling van radar en andere geavanceerde elektronica had ook plaatsgevonden en vormde uiteindelijk de grote luchtvaartelektronica-industrie (elektronische luchtvaartapparatuur) van vandaag.
De zakelijke straalvliegtuigenindustrie begon in het midden van de jaren vijftig met de introductie van Rockwell's Sabreliner en Lock-heed's JetStar-modellen. LearJet betrad de markt voor zakenjets in het begin van de jaren zestig met zijn Model 23 en werd eind jaren zestig gevolgd door Cessna met zijn Citation 500-model. Tegenwoordig zijn er minstens acht verschillende Amerikaanse en internationale vliegtuigmaatschappijen die zakenvliegtuigen op de markt brengen.
Grondstoffen
Het belangrijkste materiaal dat bij de fabricage van moderne vliegtuigen wordt gebruikt, is aluminiumplaat, knuppel en gietstukken, maar het gebruik van composietmaterialen neemt snel toe. Composietmaterialen zijn structurele materialen die bestaan uit twee of meer contrasterende componenten, normaal gesproken fijne vezels of snorharen in een hechthars. Composieten zoals koolstofepoxies, grafiet, glasvezel, koolstofvezelversterkte kunststoffen (CFRP), boorvezelversterkte kunststoffen (BFRP) en glasvezelversterkte kunststoffen (GRP) stellen fabrikanten in staat vliegtuigen te bouwen die lichter en sterker zijn dan aluminiummodellen. Staallegeringen, titanium, roestvrij staal en magnesium worden ook gebruikt, maar in veel kleinere hoeveelheden.
Het fabricageproces
Er zijn zes grote onderdelen waaruit een vliegtuig bestaat:1) de romp of het lichaam, 2) het staartstuk of de staart, 3) de vleugels, 4) het landingsgestel, 5) de krachtbron of straalmotor, en 6) de vluchtcontrolesystemen en instrumenten.
Net als in de automobielindustrie gebruikt de vliegtuigindustrie assemblagelijnen voor de fabricage. In vliegtuigen is het productievolume veel lager, maar het idee is hetzelfde. In de vliegtuigbouw wordt een reeks "posities" en "tegenslagen" gebruikt om het stadium van de vliegtuigassemblage aan te geven. Als bijvoorbeeld 16 posities worden gebruikt om een vliegtuig te vervaardigen, zou de 16e positie het begin van de montage zijn, te beginnen met ofwel de neussectie of de opbouw van de vleugelliggers, en de 1e positie zou de installatie van de motoren en motorgondels met zich meebrengen (de "gondel" is het gestroomlijnde lichaam waarin de motor is ondergebracht). Positie 0 geeft aan dat het vliegtuig "de deur uit" (OTD) is en klaar is voor pre-flight inspectie en vluchttest. "Tegenslagen" geven aan in welke fase een subassemblage of "opbouw" zich binnen een positie bevindt. Een vleugelsamenstel kan bijvoorbeeld slechts één positie omvatten, maar binnen deze positie kunnen er drie tegenslagen zijn. Ongeacht positie of tegenslag, montagewerkzaamheden zijn constant aan de gang. Ook al heeft de ene positie meer prioriteit dan de andere, andere posities worden gelijktijdig samengesteld zodat beide samenstellingen op het juiste moment klaar zijn om te paren. Het schilderen en werk aan het interieur van het vliegtuig, bijvoorbeeld door stoelen en kasten toe te voegen, wordt als laatste gedaan, omdat dit van vliegtuig tot vliegtuig kan verschillen.
De productie van een vliegtuig is afhankelijk van de precieze en nauwkeurige uitlijning en paring van elk van de belangrijkste subassemblages. Voor de productie van subassemblages en het koppelen van assemblages wordt een reeks vloermontagemallen (FAJ's) gebruikt. Deze mallen houden, ondersteunen en lokaliseren de afzonderlijke werkstukken of subassemblages totdat ze op hun plaats kunnen worden geklonken, verlijmd of vastgeschroefd. De stijfheid van de montagemallen is van cruciaal belang om verkeerde uitlijning te voorkomen, dus de meeste van deze gereedschappen zijn groot en zwaar. Sommige mallen zijn permanent geïnstalleerd, terwijl andere op rollen staan, zodat ze indien nodig naar de assemblagelijn kunnen worden verplaatst.
Fuselage-assemblage
De rompgroep is het eerste hoofdsamenstel dat wordt geproduceerd. De rompgroep bestaat uit de neusconstructieconstructie, de voorste cabineconstructieconstructie, de achterkajuitconstructie en de staartkegelconstructie. Het vliegtuig is in wezen van achteren naar voren geassembleerd.
- 1 Het eerste deel van de romp dat moet worden gemonteerd, is de loop van de achterste kajuit (zie afbeelding gemarkeerd met "Positie 4, Setback 0"). De cabinecilinder wordt in verticale richting in een vloermontagemal gemonteerd. De cabinecilindermal bevat alle frameconstructies, huiden en ondersteunende constructies die nodig zijn om de achterste cabinecilinderassemblage te voltooien. Details en subassemblages zijn voorzien van gereedschapsgaten en locators die zijn ingesteld op contoursjablonen die de loft van het vliegtuig definiëren of contouren. Vervolgens wordt een tussenliggende mal voor de achterkajuit gebruikt om drie hoofdcomponenten te assembleren:de loop van de achterkajuit, het achterdrukschot (dat dient als de grens van het onder druk staande gedeelte van de romp) en de vleugelbevestigingsfittingen.
- 2 Vervolgens worden de neus- en voorste cabineconstructies gemonteerd (zie "Positie 3, Setback 1"). De mal van de neussectie assembleert de wielkastconstructie van het voorste frame, de huidconstructies en de ondersteunende constructies. De opbouwmal voor de voorste cabine assembleert het frame van de voorruit, het frame van de cabinedeur, het voorwaartse drukschot, de ondersteunende structuur en de huiden.
- 3 De voor- en achterkajuitsecties worden nu gekoppeld met behulp van een kajuitmaatmal. Beide cabinesecties bevinden zich in de mal door het gebruik van gereedschapsgaten die zowel de voor- als de achterste drukschotten coördineren (zie "Positie 3, Setback 0").
- 4 Terwijl de cabinesecties worden gebouwd, worden de bovenste en onderste staartkegelsecties
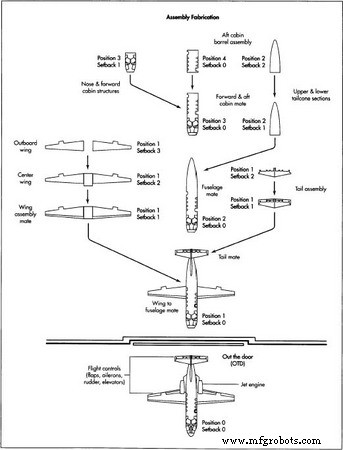 worden ook samengesteld. De tail-cone mate-mal wordt gebruikt om de bovenste en onderste tailcone-subassemblages aan te sluiten en uit te lijnen (zie "Positie 2, Setback 2" en "Positie 2, Setback 1").
worden ook samengesteld. De tail-cone mate-mal wordt gebruikt om de bovenste en onderste tailcone-subassemblages aan te sluiten en uit te lijnen (zie "Positie 2, Setback 2" en "Positie 2, Setback 1"). - 5 De drie primaire rompsecties, neus, voor- en achterkajuitmontage, en staartkegel worden gelokaliseerd en geassembleerd met behulp van een rompmaatmal. De voor- en achterkajuitsecties worden eerst in de mal geladen, gevolgd door de neus- en staartkegelsecties. Motorsteunbeugels, naar voren en naar achteren, zijn nu geïnstalleerd op de structurele motorbalken die uit de romp steken. Montagegaten zijn ook uitgelijnd. Deze zullen worden gebruikt om de verticale stabilisator te bevestigen aan de staartkegel en het achterste gekantelde schot (het achterste gekantelde schot "doppen" van het uiteinde van het staartkegelgedeelte). (Zie "Positie 2, Verlaging 0").
Empennage of staartconstructie
Het empennage- of staartsamenstel is het volgende gedeelte dat moet worden geassembleerd. Het bestaat uit de verticale vin, het roer, de horizontale stabilisator en de liften. Het roer is het primaire stuuroppervlak voor yaw of zijwaartse beweging die gewoonlijk wordt gebruikt om het vliegtuig te draaien. Twee liften zijn gemonteerd op de achterrand van de horizontale stabilisator en worden gebruikt om de pitch te regelen of op en neer beweging van het vliegtuig.
- 1 De opbouwmal voor het horizontale stabilisatorframe wordt gebruikt om de voorrand en de rondhouten assemblages samen te stellen, samen met de verticale bevestigingsfittingen, stringers (aluminium extrusies die worden gebruikt om structurele ondersteuning te bieden voor plaatmetalen huiden), huiden en ondersteunende structuren (zie "Positie 1, Verlaging 2").
- 2 Opbouw van liftframe, montage van trimvlakken en onthuidmallen worden gebruikt om de linker- en rechterliften te monteren. De trimvlakken zijn beweegbare bedieningsoppervlakken die aan de achterrand van de liften zijn bevestigd en worden gebruikt om het vliegtuig tijdens cruise-omstandigheden in horizontale vlucht te houden (enigszins analoog aan cruisecontrol in een auto). Nadat het liftframe en de trimvlakken zijn geconstrueerd, wordt de onthuidmal gebruikt om het frame en de trimlipassemblages samen met de punt-, voor- en achterrandhuiden samen te stellen.
- 3 De verticale vinopbouwmal wordt gebruikt om de voorrand, ligger en gelijmde huidassemblages te monteren, samen met de horizontale bevestigingszijplaten en de ondersteunende structuur die nodig is om het verticale vingedeelte te voltooien. De bevestigingslocaties in de staartkegel worden bepaald door de uitlijnmal van het casco om de relatie van de verticale vin met de vleugel en de bevestigingspunten van de motor te verzekeren.
- 4 De opbouw van het roerframe, de trimvlakmontage en onthuidmallen worden gebruikt bij de montage van de roermontage. Nadat het roerframe en de trimlip zijn voltooid, wordt de onthuidmal gebruikt om het frame en de trimlip samen te stellen, samen met de voor- en achterrandhuiden.
- 5 Het staartstuk van het vliegtuig is voltooid nadat de liften, de horizontale stabilisator, de verticale stabilisator en het roer zijn gemonteerd (het roer wordt meestal als laatste geïnstalleerd samen met de vluchtregelsystemen). (Zie "Positie 1, Verlaging 1"). Het empennage-gedeelte wordt dan gekoppeld aan het staartconusgedeelte van het vliegtuig (zie "Positie 1, Setback 0").
Vleugelmontage
Het vleugelsamenstel is de volgende en bestaat typisch uit het middelste vleugelgedeelte, buitenste vleugelgedeelten en rolroer- en klepsamenstellen. De rolroeren zijn beweegbare stuurvlakken, meestal scharnierend aan de buitenvleugel, die helpen bij het regelen van de roll rond de lengteas van het vlak. De kleppen zijn beweegbare stuurvlakken, aan de binnenzijde van de vleugel gemonteerd, die naar beneden kunnen scharnieren. Deze verhogen de lift bij lage snelheid en voegen weerstand toe, waardoor het vliegtuig steile naderingslandingen kan maken zonder overmatige luchtsnelheid te krijgen.
- 1 Opbouw van het rolroerframe en huid- en klinknagelmallen worden gebruikt om de linker- en rechterrolroerassemblages te monteren. Nadat het rolroerframe is voltooid, wordt de huid en de klinknagelmal gebruikt om het rolroerframe, de huid en de verdubbelaars (gebruikt voor extra sterkte) te laden en vervolgens de montage volledig vast te klinken. Het rolroerframe wordt geplaatst door de scharnierlagers en de binnen- en buitenboordribben vast te pinnen (de ribben zijn primaire structurele onderdelen die over het rolroer lopen). De rolroeren worden meestal als laatste geïnstalleerd, samen met de vluchtbesturingsinstrumenten en kleppen.
- 2 Flapframe-opbouw en huidmallen worden gebruikt bij het construeren van de linker- en rechterflapassemblages. Het flapframe wordt als eerste voltooid. Vervolgens assembleert de flaphuidmal de gehechte bovenhuid en de achterrandhuid, het flapliggergedeelte, de voorrandassemblage en de eindribben en verbindt de gaffels met elkaar.
- 3 Bij het bouwen van het buitenste vleugelgedeelte worden veel verschillende mallen gebruikt voor boren, klinken en opbouwen. Het belangrijkste gereedschap dat wordt gebruikt is de opbouwmal voor de buitenboordvleugel, die de voorste buitenboordvleugel, de achterste ligger, de aan de achterrand verlijmde huidassemblages en de ondersteunende structuur assembleert (zie "Positie 1, terugval 3").
- 4 De constructie van het middelste vleugelgedeelte vereist ook het gebruik van veel verschillende opbouwmallen. Het primaire gereedschap dat hier wordt gebruikt, is de montagemal voor de middelste vleugel, die de subassemblage van het middengedeelte, de wielkastconstructie, de ribbe en de huidconstructies en de ondersteunende structuur assembleert (zie "Positie 1, terugval 2").
- 5 De wing assembly mate jig assembleert zowel de linker als de rechter buitenboordvleugel met de middelste vleugel. De vleugelsecties en het middengedeelte bevinden zich in de mal door middel van locators en contourplaten. Het middengedeelte wordt eerst geladen, gevolgd door de linker en rechter buitenboordvleugels (zie "Positie 1, Setback 1"). De voltooide vleugelconstructie wordt dan gekoppeld aan de rompsectie (zie "Positie 1, Terugslag 0").
Landingsgestel
Er zijn twee verschillende montages van het landingsgestel:het neus- en hoofdlandingsgestel. Beide maken gebruik van intreksystemen die elektrisch worden bediend en hydraulisch worden bediend. Het hoofdlandingsgestel (MLG) is meestal van het type trailing link en wordt binnenboord in de vleugel teruggetrokken. Het neuslandingsgestel (NLG) trekt naar voren in het neusgedeelte van de romp en wordt omsloten door deuren. De landingsgestellen worden buiten de hoofdassemblagelijn gemonteerd en worden indien nodig naar de lijn gebracht, meestal wanneer de romp en vleugels worden gekoppeld (zie "Positie 1, tegenslag 0").
Krachtcentrale-straalmotor
Een zakenjet wordt doorgaans aangedreven door twee turbofan-straalmotoren die zich aan weerszijden van de achterste romp in gondels bevinden. De gondelconstructies bestaan uit een inlaatgedeelte, een kap of buitenbehuizing, een uitlaatmondstukgedeelte en een ontluchtingssysteem, dat hete lucht naar de vleugel en de voorranden van de gondel leidt om ijsvrij te maken. Aftaplucht wordt ook gebruikt voor het verwarmen en onder druk zetten van de cabine. De grote plaatmetalen panelen die de kap vormen, zijn typisch gerolvormd. Sommige van de andere plaatmetalen onderdelen, zoals de neuskap op het inlaatgedeelte van de gondel, worden gevormd met behulp van een vrouwelijke matrijs in een trekpers. Motorgondels worden apart van de lijn gebouwd en vervolgens teruggebracht voor installatie (zie "Positie 1, terugval 0").
Vluchtregelsystemen
De vluchtbesturingssystemen worden meestal als laatste geïnstalleerd, samen met de rolroeren, kleppen en het roer. Er zijn veel verschillende vluchtcontrolesystemen die in een modern vliegtuig passen. Het volgende is een gedeeltelijke lijst van de belangrijkste systemen:rolroerbesturingssysteem; rolroer trim systeem; snelheidsremsysteem; flap interconnect systeem; roer controlesysteem; roer trim controlesysteem; lift controlesysteem; lift trim controlesysteem; druksysteem; voorruit anti-ijs systeem; vleugel anti-ijs systeem; zuurstof systeem; pitot statisch systeem. (Zie "Positie 1, Verlaging 0").
De deur uit
Voordat het vliegtuig de fabriek verlaat, ondergaan alle elektrische en mechanische systemen een functionele test. Voorbeelden van gecontroleerde items zijn brandstofkalibratie, hydraulische systemen, afblazen en vergrendelen van de versnelling, waarschuwingslichten en claxons en avionica. Nadat de motoren en vluchtregelsystemen zijn geïnstalleerd, is het vliegtuig klaar om de deur uit te gaan voor motortesten en vliegtesten. Het vliegtuig wordt onderworpen aan talrijke prestatie- en systeemtests voordat het wordt goedgekeurd voor levering aan de klant. Voor aflevering wordt het vliegtuig opgestuurd om te worden geverfd, waarna het interieur wordt afgewerkt. (Zie "Positie 0, Verlaging 0").
Kwaliteitscontrole
De kwaliteit van vliegtuigen hangt af van een goed ontwerp, documentatie en elektronische archivering om te voldoen aan de voorschriften en certificeringsvereisten van de Federal Aviation Administration (FAA). De windschermen, vleugelvoorranden, motoren en andere kritische componenten moeten voldoen aan de FAR 25 (Federal Aviation Regulation) vogelaanvaringen voordat het vliegtuig gecertificeerd wordt voor commercieel gebruik. Tijdens het productieproces worden veel verschillende formulieren en checklists gebruikt om de geschiedenis van elk gemaakt onderdeel te beschrijven. Speciaal voor vliegtuigen zijn verschillende laboratoriumtests en gestandaardiseerde materiaalspecificaties voor de luchtvaart ontwikkeld. Om te controleren hoe goed verlijmde panelen zijn gehecht, worden ze in een watertank geplaatst voor ultrasoon testen. Er wordt veel gebruik gemaakt van stresstesten. Een deel van het vliegtuig wordt geassembleerd en vervolgens in een testopstelling geplaatst die het daadwerkelijke gebruik onder wisselende omstandigheden simuleert. Sommige tests worden uitgevoerd totdat de onderdelen het begeven om te zien of de ontwerpveiligheidsfactor acceptabel is.
Bijproducten/afval
Milieubeschermingswetten hebben strenge codes ontwikkeld die de waterstromen en emissies van vliegtuigfabrieken beperken. In overeenstemming met federale wetten gebruiken vliegtuigmaatschappijen minder oplosmiddelen en zoeken ze naar betere manieren om onderdelen te reinigen, zoals stoomdampontvettingssystemen. Aluminiumspanen en afvalmateriaal zijn de belangrijkste bijproducten van de vliegtuigindustrie en worden gerecycled.
De Toekomst
Technologische verandering is een belangrijke drijvende kracht achter de evolutie van de vliegtuigbouw. Veel ontwikkelingen die aan de gang zijn, hebben betrekking op geautomatiseerde controles en automatisering die zijn ontworpen om de economie en kwaliteit te verbeteren en het energieverbruik en de vervuiling te verminderen. Meer montagehandelingen, zoals klinken, kunnen volledig geautomatiseerd worden. "Slimme" sensoren - sensoren met voorspellende vermogens waarbij fuzzy logic en kunstmatige intelligentie betrokken zijn - komen steeds vaker voor. Kunstmatige intelligentie of "fuzzy controls" stellen de sensoren in staat om veranderingen te voorspellen die nodig zijn in de instellingen als gevolg van veranderingen in belasting of productievolume. Naast deze ontwikkelingen zullen de toenemende economische en ecologische behoeften leiden tot verdere technische verfijningen in de vliegtuigbouw.
Productieproces