


Doodskist
Achtergrond
Doodskisten, of rouwkisten, zijn containers waarin de doden worden begraven. Begrafenispraktijken verschillen aanzienlijk tussen culturen en door de geschiedenis heen, maar veel mensen hebben houten, stenen of metalen kisten gebruikt voor de begrafenis. Prachtig versierde stenen kisten, sarcofagen genaamd, werden in het oude Egypte gebruikt. Stenen doodskisten werden ook in Europa gebruikt in de christelijke tijd, en later werden loden of ijzeren doodskisten gemeengoed. Alleen rijkere mensen konden zich uitgebreide doodskisten veroorloven, en in westerse culturen sinds de middeleeuwen werden arme mensen begraven in eenvoudige houten kisten. De allerarmsten hadden helemaal geen doodskisten en konden in het graf worden gelegd, gewikkeld in een deken.
Het maken van een houten kist verschilt niet wezenlijk van andere soorten timmerwerk of kasten. In sommige delen van de wereld zijn bekwame timmerlieden gespecialiseerd in uitgebreide doodskisten. Italië heeft een verdwijnende traditie van handgemaakte grafkisten, en ambachtslieden in Ghana blijven doodskisten maken in fantasievolle vormen zoals vogels, auto's en korenaren. In de Verenigde Staten werden doodskisten traditioneel alleen gebouwd als dat nodig was, door de plaatselijke timmerman. De timmerman "nam zich toe" om voor de overledene te zorgen, vandaar de oorsprong van de term begrafenisondernemer. In de afgelopen 50 jaar is de doodskistindustrie in de Verenigde Staten steeds meer gecentraliseerd geraakt. Een paar fabrikanten met grote, geautomatiseerde fabrieken domineren nu de markt. Hetzelfde fenomeen doet zich ook voor in Canada en het Verenigd Koninkrijk. Als reactie op deze centralisatie hebben veel kleine kistenmakers onlangs geprobeerd het publiek rechtstreeks te bereiken door doodskisten te verkopen via showrooms, per post of via internet. Er zijn ook enkele alternatieven voor de conventionele doodskist ontstaan. Een kleine fabrikant in Engeland is gespecialiseerd in mandachtige doodskisten gemaakt van traditioneel wilgenvlechtwerk, terwijl een Zwitserse ondernemer pleit voor de Peace Box, een kartonnen doodskist die voornamelijk is gemaakt van gerecyclede materialen.
Grondstoffen
De grondstoffen die worden gebruikt bij het maken van kisten variëren sterk. De Peace Box is gemaakt van karton en een luxe kist voor een staatshoofd kan van massief brons zijn. Houten kisten kunnen worden samengesteld uit grenen planken, of een duur hardhout gebruiken zoals kersen of mahonie. De meest voorkomende Amerikaanse kist is gemaakt van staal. Weer anderen zijn gemaakt van glasvezel.
De meeste kisten, behalve de meest eenvoudige, bevatten naast de buitenschaal ook een binnenvoering. Dit is meestal gemaakt van taft of fluweel. De voering kan worden ondersteund met een vulling, meestal polyester, en karton kan de vulling ondersteunen.
Andere materialen die worden gebruikt bij de vervaardiging van doodskisten zijn staal of andere metalen voor scharnieren en accessoires; rubber, als een pakking wordt gebruikt om de kist af te sluiten; en verf.
Het fabricageproces
Een houten kist kan in elke houthandel worden vervaardigd met behulp van gereedschappen en technieken voor het maken van kasten. Ambitieuze consumenten kunnen ze zelf maken, net zoals sommige mensen hun eigen boekenkasten en salontafels maken. Een typische kleine kistfabrikant is vaker een kistassembleur, die geprefabriceerde onderdelen koopt en in elkaar zet. De drie essentiële elementen van de kist zijn de schaal, de voering en de handvatten en accessoires. 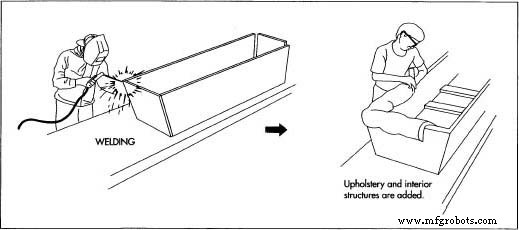 Het metaal wordt door een stansmachine in grote stukken gesneden. De blanco's worden vervolgens in een matrijsstempel gevoerd, die de delen van de kistschaal stempelt. De onderdelen worden aan elkaar gelast en de stoffen voering wordt toegevoegd. Een kleine fabrikant kan kistschalen in halfafgewerkte staat kopen van een kistschaalproducent en afgewerkte voeringen van een andere leverancier. Het fabricageproces kan dan bestaan uit het schilderen van de schaal, het nieten of vergrendelen van de voering in het interieur en vervolgens het vastschroeven van handvatten en eventuele extra hardware zoals decoratieve hoekstukken of vergrendelingen. Grote kistfabrikanten doen alle productie en montage onder één dak. De volgende beschrijving is van het proces voor een typische stalen kist.
Het metaal wordt door een stansmachine in grote stukken gesneden. De blanco's worden vervolgens in een matrijsstempel gevoerd, die de delen van de kistschaal stempelt. De onderdelen worden aan elkaar gelast en de stoffen voering wordt toegevoegd. Een kleine fabrikant kan kistschalen in halfafgewerkte staat kopen van een kistschaalproducent en afgewerkte voeringen van een andere leverancier. Het fabricageproces kan dan bestaan uit het schilderen van de schaal, het nieten of vergrendelen van de voering in het interieur en vervolgens het vastschroeven van handvatten en eventuele extra hardware zoals decoratieve hoekstukken of vergrendelingen. Grote kistfabrikanten doen alle productie en montage onder één dak. De volgende beschrijving is van het proces voor een typische stalen kist.
De schaal in elkaar zetten
- 1 Stalen kisten zijn meestal gemaakt van 18- of 20-gauge staal, dat op rollen aan de fabrikant wordt geleverd door een staalproducent. Een kleine spoel kan 1.000 lb (454 kg) wegen, terwijl de grootste tot 20.000 lb (9.080 kg) kan wegen. De stalen spoel wordt eerst door een leveller gestuurd, die hem recht maakt. Vervolgens wordt het metaal door een stansmachine tot grote blanco's gesneden. De blanco's worden vervolgens in een matrijsstempel gevoerd, die de delen van de schaal stempelt. De onderdelen worden vervolgens naar een lasruimte geleid. In het lasgebied voeren arbeiders de onderdelen in een automatische lasser, die het lichaam van de kist aan elkaar last. De toppen zijn ook op deze manier gelast. Vervolgens last een werknemer met de hand alle gebieden die de lasmachine niet bedekte.
Schilderen
- 2 De schelpen worden vervolgens doorgegeven aan een schilderruimte. Werknemers brengen verf aan met een spuitpistool, met een continue toevoer van verf via slangen. Eerst worden de schelpen gespoten met primer, daarna met verf. Daarna worden de kisten gebakken om de verf te fixeren. Andere industrieën gebruiken vergelijkbare verfprocessen. De verf die voor stalen kisten wordt gebruikt, is uniek en speciaal samengesteld.
Accessoires
- 3 Op dit punt zijn de deksels klaar om op de schalen te worden gemonteerd en worden de scharnieren en handgrepen erop geschroefd. Scharnieren zijn meestal van staal. Een arbeider last deze met de hand vast. Werknemers bevestigen vervolgens handvatten. Deze worden meestal voorgemonteerd, hetzij bij de fabrikant van de kist, hetzij bij een leverancier. Ze worden eenvoudig bevestigd, door ze op hun plaats te klikken of met schroeven. Vervolgens worden decoratieve stukken, zoals hoekplaten, op dezelfde manier bevestigd.
De voering maken
- 4 De bekleding die de kist bekleedt, kan in gespecificeerde afmetingen bij een leverancier worden gekocht en vervolgens eenvoudig in de afgewerkte schaal worden gestoken. Het kan ook ter plaatse worden gemaakt. Naaisters nemen rollen van het voeringmateriaal, meestal tafzijde, en voeren het door plooimachines. Deze machines met meerdere naalden verzamelen en naaien het materiaal tot een decoratief gewatteerd ontwerp. Naaisters die aan industriële naaimachines werken, snijden en naaien vervolgens het geplooide materiaal in de juiste afmetingen. Werknemers knippen en naaien ook een dik vullingmateriaal, dat steunt
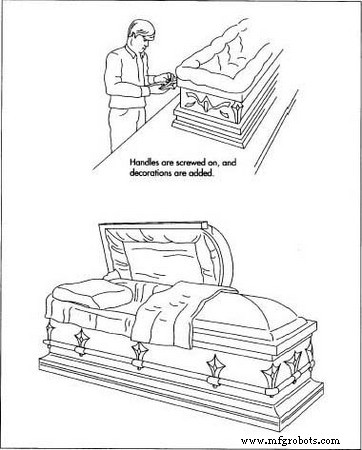 Decoratie en handvatten zijn toegevoegd aan de buitenkant van de kist. de taf. Taffeta en tussenvulling worden vervolgens bevestigd aan een kartonnen achterkant. Vervolgens pasten arbeiders deze drielaagse bekleding in de afgewerkte schaal. De bekleding kan aan de schaal worden gelijmd of geniet, of het kan zo zijn ontworpen dat het eenvoudig op zijn plaats in de schaal klikt.
Decoratie en handvatten zijn toegevoegd aan de buitenkant van de kist. de taf. Taffeta en tussenvulling worden vervolgens bevestigd aan een kartonnen achterkant. Vervolgens pasten arbeiders deze drielaagse bekleding in de afgewerkte schaal. De bekleding kan aan de schaal worden gelijmd of geniet, of het kan zo zijn ontworpen dat het eenvoudig op zijn plaats in de schaal klikt.
Verpakking
- 5 Nadat de kist de eindinspectie heeft doorstaan, wordt deze naar een verpakkingsruimte gestuurd. Doodskisten zijn gevoelig voor krassen, dus zorg ervoor dat ze goed worden verpakt. De afgewerkte kisten worden eerst in grote vellen pakpapier gewikkeld om de afwerking te beschermen tegen wrijving en krassen. De hoeken krijgen extra vulling. Vervolgens wordt de kist in een doorzichtige plastic baai geplaatst. Hierna wordt de met een zak bedekte kist bedekt met een plastic krimpfolie. Voor verzending wordt de kist gewikkeld in een kleed dat lijkt op een verhuizersdeken. De kisten worden vervolgens per vrachtwagen naar magazijnen gebracht voor distributie.
Kwaliteitscontrole
Arbeiders inspecteren doodskisten op verschillende punten tijdens het fabricageproces op gebreken. Wanneer het staal de fabriek binnenkomt, moet het worden geïnspecteerd om te verzekeren dat het de juiste maat en kwaliteit heeft. Werknemers controleren de delen van de schelp nadat ze zijn gestempeld en inspecteren opnieuw voordat de schelpen naar het schildergebied gaan. De schelpen worden na het schilderen opnieuw gecontroleerd, omdat dit vooral belangrijk is voor het uiteindelijke uiterlijk van de kist. De bekleding en accessoires hebben hun eigen kwaliteitscontroles. Vervolgens wordt het eindproduct zorgvuldig onderzocht voordat het naar de verpakkingsruimte wordt gestuurd.
De Toekomst
In de Verenigde Staten komt crematie steeds vaker voor en de vraag naar doodskisten neemt niet toe. Toekomstige ontwikkelingen in de industrie liggen misschien meer op het gebied van marketing dan in de feitelijke productie. Traditioneel worden doodskisten in de Verenigde Staten pas gekocht na een overlijden, meestal als onderdeel van een begrafenispakket dat wordt aangeboden door een uitvaartcentrum. Consumenten die een kist rechtstreeks bij de fabrikant kopen, kunnen aanzienlijke besparingen behalen door af te zien van de tussenpersoon van het uitvaartcentrum. Sinds het midden van de jaren negentig hebben veel kleine doodskistfabrikanten hun inspanningen opgevoerd om consumenten te bereiken. Een ander groeiend gebied is de uitvaartverzekering, die de kosten dekt van een begrafenis, inclusief kist, voor de polisdrager, bij het overlijden van de drager. Hoewel marketingkisten geavanceerder en concurrerender kunnen worden, is de feitelijke technologie die bij de vervaardiging ervan wordt gebruikt relatief eenvoudig en lijkt niet vatbaar voor snelle veranderingen en ontwikkeling.
Productieproces
- Wat is VMC-bewerking?
- Gids voor aluminium lasermarkering
- MIG-lassen versus TIG-lassen
- Gids voor lasermarkering
- Overwegingen voor Zwitserse machinale bewerking met hoge productie
- Gids voor CNC-prototyping
- Het fabricageproces van de schacht begrijpen
- Wat is fiberlasermarkering?
- Elektrolytisch polijsten versus passiveren
- Wat is RVS-passivering?
- Hoe u vistuig ontwerpt en bouwt in bedrijfstijd