


Deurknop
Achtergrond
Er zijn 114 miljoen bestaande deuropeningen in de Verenigde Staten, met ongeveer twee miljoen nieuwe per jaar. Deuren die zijn uitgerust met geschikt beslag worden gebruikt om deze openingen af te sluiten en het interieur van het gebouw te beschermen tegen de omgeving. Zeer vroege deuren waren slechts huiden of textiel. Houten deuren waren ook populair in het oude Egypte en Mesopotamië. Andere materialen die voor deuren worden gebruikt, zijn steen, metaal, glas en papier. Deuren openen door te zwaaien, vouwen, schuiven of rollen. Veel klapdeuren zijn geïnstalleerd met een hendel of deurknop om ze mee te openen.
Deurknoppen worden al eeuwenlang over de hele wereld gebruikt en werden halverwege de negentiende eeuw voor het eerst vervaardigd in de Verenigde Staten. Hoewel bolvormige of bolvormige deurknoppen als het moeilijkst te draaien worden beschouwd, komt deze vorm nog steeds het meest voor. Eivormige deurknoppen zijn voor de meeste mensen het gemakkelijkst te gebruiken. Deurknoppen zijn gemaakt van veel materialen, waaronder hout, keramiek, glas, plastic en verschillende soorten metaal. Messing is een van de meest populaire materialen vanwege de uitstekende weerstand tegen roest.
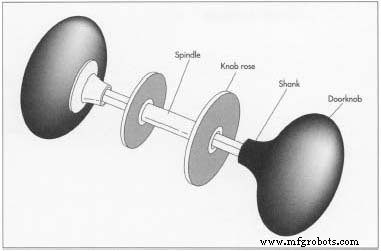
De gemiddelde deurknop is 2,25 in (5,715 cm) in diameter. De basiscomponenten zijn de knoprozet, schacht, spindel en knoptop. De knoptop is het bovenste en grootste deel dat met de hand wordt vastgepakt. De schacht is de uitstekende steel van een knop en bevat een gat of bus om de spil op te nemen. De knoprozet is een ronde plaat of ring die een knopvoet vormt en is aangepast voor bevestiging aan het oppervlak van een deur. De knop is bevestigd aan de spil, een metalen as die de grendel van het slot draait.
Geschiedenis
Amerikaanse deurknopontwerpen en materialen zijn door de jaren heen veranderd. In de koloniale tijd was het eerste deurbeslag gemaakt van hout en bestond het uit eenvoudige grendels en touwtjes. Ronde knoppen verschenen voor het eerst rond de tijd van de onafhankelijkheid. Decoratief beslag, inclusief knoppen, ontstond na de Centennial Exposition van 1876. Voor die tijd werd het meeste deurbeslag geïmporteerd; 95% in 1838.
Glazen knoppen waren zeldzaam totdat een snellere en goedkopere fabricagemethode werd ontwikkeld op basis van persen. Knoppen van geperst glas waren populair van 1826-1850, gevolgd door geslepen glas tot 1910. Houten knoppen werden geïntroduceerd in de late jaren 1800 en werden uitgefaseerd na 1910. China of keramische knoppen werden voornamelijk geïmporteerd uit Frankrijk en Engeland tot het midden van de jaren 1800, toen het eerste Amerikaanse patent werd verleend voor het maken van knoppen uit pottenbakkersklei.
Vóór 1846 werden metalen knoppen gemaakt van twee aan elkaar gesoldeerde stukken of drie aan elkaar gesoldeerde stukken. Gegoten metalen knoppen werden rond 1846 geïntroduceerd. In de late jaren 1800 werden composiet metalen knoppen geïntroduceerd als een goedkopere knop. Het hoofdlichaam was gemaakt van ijzer of staal, geheel of gedeeltelijk bedekt met een fineer van brons of messing. Tijdens de laatste helft van de negentiende eeuw werden veel patenten verleend met betrekking tot de spilmethoden voor het bevestigen van metalen knoppen voor gebruik van sloten, evenals ontwerpen voor het versieren van deze knoppen. In 1870 werd een compressiegietmethode geïntroduceerd die de versiering van hardware versnelde.
Veel van de Victoriaanse deurknoppen waren gemaakt van gegoten brons met decoratieve patronen. Gedurende deze periode produceerden een dozijn grote bedrijven en vele kleinere bedrijven honderden patronen van versierde hardware, naast gegoten en gesmeed metaal, glas, hout en aardewerk knoppen. Van 1830-1873 werden er meer dan 100 Amerikaanse patenten verleend voor knoppen. Verzamelaars hebben meer dan 1.000 antieke deurknopontwerpen gecatalogiseerd in 15 soorten op basis van vorm, materiaal en ontwerppatroon. De beste kwaliteit knoppen in deze periode waren meestal gemaakt van gegoten brons of messing.
Rond 1900 werden gegoten metalen en glazen knoppen geïntroduceerd die kogellagers in de schachten van deurknoppen verwerkten. In bedrijf draaide de knopschacht op sets kogellagers die in de gehard stalen kegels waren gemonteerd. Deze verminderde wrijving, zorgde voor een betere afstelling en elimineerde het eindspel van de knoppen. Andere materialen die in de vroege jaren 1900 populair waren, waren brons en porselein.
De meeste deurknoppen worden geleverd met een soort vergrendeling. Machineprocessen voor stalen sloten werden voor het eerst geïntroduceerd in 1896. Tegenwoordig is het meest voorkomende type privacyslot het veerslot, dat een eenvoudige ronde drukknop in het midden van de knop gebruikt om de grendel te bedienen. Het is gemakkelijk te bedienen met een vinger, gesloten vuist of elleboog. Sommige sloten hebben zowel een veerslot als een nachtschoot, die met een sleutel wordt bediend. Andere sloten zijn geavanceerder geworden en gebruiken een soort elektronisch apparaat, zoals een programmeerbare computerchip die gebruikers identificeert.
Ontwerp
De keuze van deurbeslag is meestal gebaseerd op uiterlijk, kosten en beschikbaarheid, zelden op functie. Om de meest bruikbare hardware te garanderen, moeten ontwerpers niet alleen het uiterlijk, maar ook de grootte, vorm en het gevoel van elk element van deurbeslag zorgvuldig overwegen en hoe gemakkelijk het te gebruiken is. Typische ontwerpkenmerken van een deurknop zijn:geen scherpe randen of richels; een vorm die gemakkelijk kan worden vastgepakt of gedraaid; een getextureerde afwerking of antisliplaag op de knop om de grip te verbeteren; en een schacht die lang genoeg is om met de hand achter de knop te passen.
Als er een nieuw ontwerp nodig is, wordt meestal een tweedimensionaal model gemaakt met behulp van computerondersteunde ontwerpsoftware. Vervolgens wordt een driedimensionaal prototype gefabriceerd zodat een mal of matrijs in de gewenste vorm kan worden gemaakt. Als er een metaalgietproces wordt gebruikt, wordt een patroon in hout of klei gemaakt om de mal van te maken.
Grondstoffen
De meeste deurknoppen zijn gemaakt van metaal, met de meest voorkomende type messing. De term messing verwijst naar een groep legeringen die een combinatie van verschillende hoeveelheden koper en zink bevatten. Het materiaal wordt gewoonlijk ontvangen als een staaf of knuppel met een geschikte diameter en wordt machinaal op de gewenste lengte gesneden. De grondstof moet voldoen aan de normen die zijn ontwikkeld door de American Society of Testing and Materials met betrekking tot fysieke, mechanische, chemische, thermische en microstructurele eigenschappen voor elk specifiek proces.
Het fabricageproces
Hoewel er verschillende processen zijn die worden gebruikt voor metalen deurknoppen, waaronder gieten waarbij een gesmolten metaal in een mal wordt gegoten, worden koperen deurknoppen meestal gesmeed. Smeden is een proces waarbij verhit metaal onder zeer hoge druk in gevormde matrijzen wordt geperst. Smeden kan producten produceren met superieure sterkte, taaiheid, betrouwbaarheid en kwaliteit (tot 250% sterker dan gietstukken). Smeden kan ook efficiënter en zuiniger.
Smeden
- 1 De knuppel moet eerst worden verwarmd tot 1400 ° F (759,9 ° C) in een gasgestookte oven om het metaal zacht te maken. De knuppel wordt vervolgens in een speciaal ontworpen set stalen matrijzen geplaatst die zijn gevormd om te voldoen aan het profiel van het product dat wordt gemaakt. Een pers oefent hoge druk uit om de verwarmde knuppel in de matrijsholte te duwen, waar de knuppel nu de vorm aanneemt van de deurknop.
- 2 Nadat de deurknop uit de pers is geworpen, wordt deze afgekoeld, op maat gesneden, getemperd en schoongemaakt om de tijdens het proces geproduceerde hitteaanslag te verwijderen.
Oppervlaktevoorbereiding
- 3 Vervolgens doorloopt de deurknop een reeks afwerkingsstappen. Afzonderlijke processen van munt-, frees-, boor- en tapproces produceren een oppervlak dat klaar is voor het polijsten.
 De gemiddelde deurknop heeft een diameter van 2,25 inch (5,715 cm). De basiscomponenten zijn de knoprozet, schacht, spindel en knoptop. De knoptop is het bovenste en grootste deel dat met de hand wordt vastgepakt. De schacht is de uitstekende steel van een knop en bevat een gat of bus om de spil op te nemen. De knoprozet is een ronde plaat of ring die een knopvoet vormt en is aangepast voor bevestiging aan het oppervlak van een deur. De knop is bevestigd aan de spil, een metalen as die de grendel van het slot draait. Een of meer polijststappen worden gebruikt om een schitterende afwerking te bereiken.
De gemiddelde deurknop heeft een diameter van 2,25 inch (5,715 cm). De basiscomponenten zijn de knoprozet, schacht, spindel en knoptop. De knoptop is het bovenste en grootste deel dat met de hand wordt vastgepakt. De schacht is de uitstekende steel van een knop en bevat een gat of bus om de spil op te nemen. De knoprozet is een ronde plaat of ring die een knopvoet vormt en is aangepast voor bevestiging aan het oppervlak van een deur. De knop is bevestigd aan de spil, een metalen as die de grendel van het slot draait. Een of meer polijststappen worden gebruikt om een schitterende afwerking te bereiken.
Coating
- 4 Voor verdere bescherming wordt een organische of anorganische coating aangebracht met behulp van verschillende processen. Organische coatings omvatten polyurethaan, acryl en epoxy. Omdat de oplosmiddelen die in organische coatings worden gebruikt gevaarlijke materialen en kwaliteitsproblemen kunnen veroorzaken, wenden fabrikanten zich tot anorganische coatings op basis van inerte metalen. Deze worden aangebracht door middel van galvaniseren of Physical Vapour Deposition (PVD).
- 5 PVD brengt een coating aan die wordt geproduceerd door sputteren en thermische verdampers in een luchtdichte kamer. De kamer wordt geëvacueerd tot hoge vacuümdrukken (minder dan een miljoenste van een atmosferische druk) door een reeks pompen. Een dunne coating wordt één molecuul per keer afgezet. Voor een succesvolle PVD moet het koperen oppervlak eerst uitgebreid worden gereinigd in een reeks was- en roertanks, gevolgd door galvaniseren met halfedelmaterialen.
Kwaliteitscontrole
De grondstof moet van een geschikte samenstelling zijn voor het smeedproces, zoals vastgesteld door de American Society for Testing and Materials. Verschillende procesparameters tijdens het productieproces worden gecontroleerd en gecontroleerd om ervoor te zorgen dat het eindproduct voldoet aan de kwaliteitsnormen. De afgewerkte deurknop wordt geïnspecteerd op afmetingen, oppervlakteafwerking en andere eigenschappen. Sommige van deze eigenschappen moeten mogelijk voldoen aan bepaalde bouwvoorschriften.
Bijproducten/afval
Omdat smeedstukken zijn ontworpen om de vorm van het uiteindelijke onderdeel te benaderen, wordt er weinig afval geproduceerd in vergelijking met andere processen. Het smeedproces resulteert ook in uniformiteit in samenstelling, afmetingen en structuur van stuk tot stuk en van lot tot lot, wat ook uitval minimaliseert.
De Toekomst
Beveiligings- en toegangscontrolesystemen voor deuren zullen steeds geavanceerder worden naarmate de kosten van elektronica dalen. Hoewel er altijd vraag zal zijn naar mechanische hardware, kan elektrische hardware sneller groeien. Voor deze hardware kunnen nieuwe bouwvoorschriften vereist zijn.
De gemeenschappelijke deurknop blijft een belangrijke rol spelen in de bouw. Restauratie en renovatie van oudere gebouwen zullen antieke deurknoppen of hun reproducties populair blijven maken.
Productieproces