


Ontwerpen van plaatwerkconstructies die bestand zijn tegen fabricagetoleranties
Plaatwerkassemblages worden vaak gezien bij het produceren van grootschalige producten, omdat het een zeer kosteneffectieve manier is om grote constructies te maken, omdat de verwerkingsapparatuur goed ingeburgerd is en het niet nodig is om grote dure gereedschappen te maken die nodig zouden zijn om een plastic onderdeel te maken. Omdat onderdelen echter zijn gemaakt van een assemblage van onderdelen in plaats van samen te zijn gevormd, zijn er bepaalde tolerantieproblemen waarmee rekening moet worden gehouden die anders zouden kunnen worden vermeden met een meer eenmalig proces zoals harde injectie, RIM of structuurschuim.
Om te begrijpen waarom dit is, moet men het proces waarin plaatwerkdelen worden gemaakt beter begrijpen; er is een breed scala aan bewerkingstechnologieën van tekenen tot knippen, stampen en buigen. Voor ontwerpers die werken aan grote onderdelen met relatief kleine hoeveelheden (<10k), zullen de meeste plaatwerkdelen worden gestanst of gesneden met behulp van CNC-persen of lasers en vervolgens gevormd op semi-automatische remmen. Dit komt omdat de gereedschapsinvestering voor grote stempelmatrijzen en vormgereedschappen nooit in relatief lage hoeveelheden zou worden afgeschreven.
Omdat deze machines buigingen stap voor stap verwerken, zijn de tolerantie-overwegingen echter niet hetzelfde als bij onderdelen waarbij alle kenmerken in één keer worden gevormd (RIM/Structuurschuim, Progressieve Die-gevormde onderdelen). Als zodanig is de manier waarop onderdelen worden getolereerd en hoe met die tolerantie rekening wordt gehouden erg belangrijk; hoe meer bochten of functies u toevoegt, hoe slechter de tolerantie ertussen zal zijn. Als ontwerpadviesbureau hebben we meerdere gevallen gezien van onderdelen die waren ontworpen met de normale fabricagetoleranties, maar met te veel bochten op elkaar gestapeld, zodat de onderdelen ernstig verbogen of helemaal niet pasten.

Bij het ontwerpen van plaatwerkdelen is het belangrijkste om te onthouden dat de oorspronkelijke vorm meestal in één opstelling uit een vlakke plaat wordt gesneden, dit betekent dat functies die in één vlak blijven de hoogste tolerantie hebben omdat er geen bochten zijn geïntroduceerd . Daarom is het een goed idee om bij het ontwerpen van onderdelen die bij elkaar horen te passen, functies te gebruiken die allemaal in één vlak voorkomen.
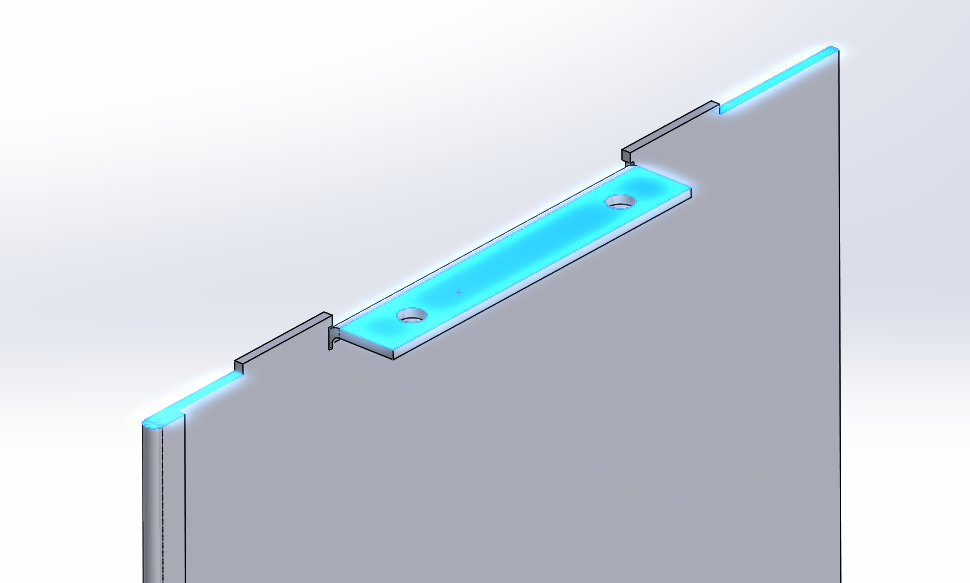
Wanneer u bijvoorbeeld de verticale schotten maakt voor zoiets als een aandrijfrek, kan het verleidelijk zijn om te proberen de verdelers te plaatsen met dezelfde bouten waarmee ze op hun plaats worden vastgezet. Er zullen echter ten minste twee bochten zijn tussen de twee boutgaten; daarom zal de tolerantie tussen hen vrij klein zijn, wat leidt tot gekantelde verdelers. In plaats daarvan zouden lipjes in de verticale verdelers in sleuven aan de boven- en onderkant kunnen passen, dit zou zorgen voor een nauwere tolerantie omdat functies die voor uitlijning zorgen allemaal als een vlakke plaat werden gevormd. Om de verdeler vast te maken, zou een flens met extra grote gaten kunnen worden gevormd, de extra grote gaten zouden de tolerantie veroorzaken die wordt veroorzaakt door de gebogen flenzen.
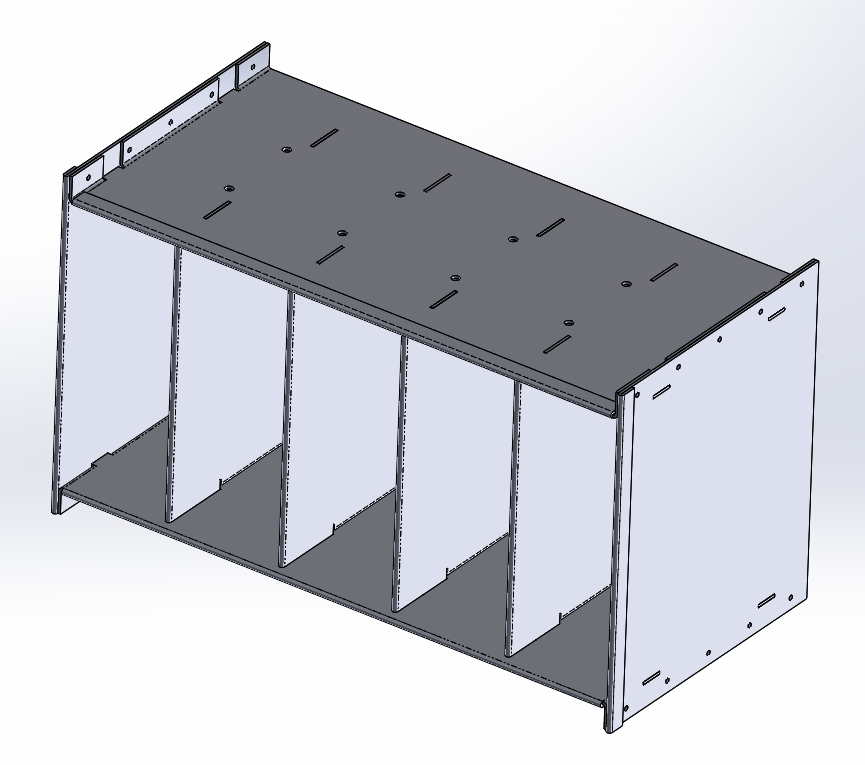
Dit werkt beter dan het naar beneden vouwen van lipjes van de horizontale delen, aangezien elke vouw een tolerantie ten opzichte van elkaar heeft, die groter zal zijn dan de tolerantie van gleuf tot gleuf. De schouder van de lipjes moet altijd zo zijn ontworpen dat deze zich boven de flens bevindt, zodat de meer nauwkeurige functie zorgt voor uitlijning.
Dezelfde logica is van toepassing op het bij elkaar plaatsen van twee vlakke stukken, als u alle functies kunt gebruiken die plat zijn gevormd, krijgt u een betere uitlijning. Artikelen zoals Cleco-clips (tijdelijk) of klinknagels (permanent) zijn zeer effectief in het gebruik van geponste gaten om platen ten opzichte van elkaar te plaatsen.

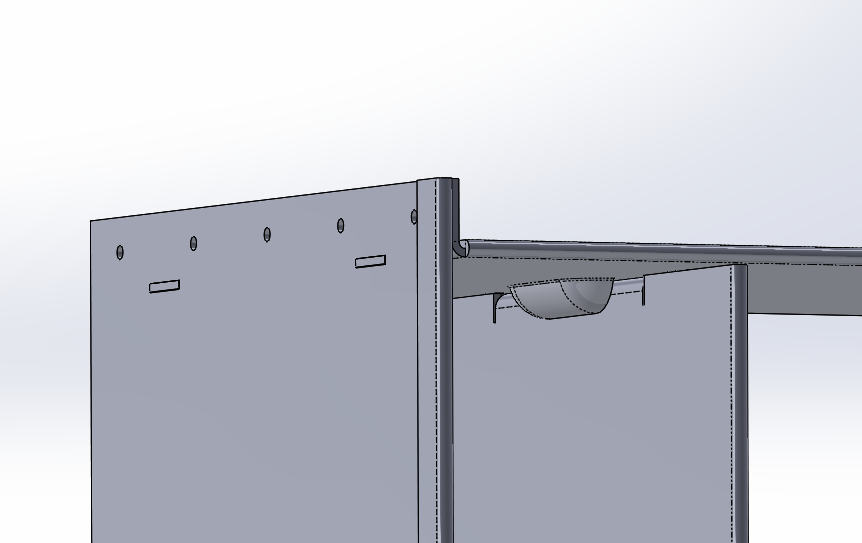
De mechanisch hellende kan echter een in het oog springend probleem met de voorgestelde tab-oplossing opmerken; de montagevolgorde is helemaal verkeerd. Alle verdelers zouden op de bovenste en onderste platen moeten worden gemonteerd voordat de zijplaten worden bevestigd, en om er een te verwijderen, moet u de zijplaten en de bovenplaat verwijderen. Dit zorgt voor een eenheid die verschrikkelijk is om te monteren en indien nodig te onderhouden. Maar zoals we hebben besproken, biedt het gebruik van gaten niet voldoende uitlijning vanwege de buigtolerantie, dus wat moeten we doen? In gevallen zoals deze halve schaar of sleuven kunnen zeer effectief zijn, door een uitsteeksel in de boven- en onderplaten te creëren, kunt u een strakke uitlijning krijgen, aangezien de schaar wordt gemaakt wanneer de vellen plat zijn, zodat u geen tolerantie voor buigen verliest.
Deze tolerantiebeperkingen zijn niet alleen van toepassing bij het aan elkaar bevestigen van twee plaatwerkdelen, maar ook bij het bevestigen van plaatwerk aan andere componenten zoals lasverbindingen of kunststof/structurele schuimhuiden. Daarom moet u waar mogelijk een uitlijning met hoge tolerantie laten plaatsvinden binnen één vlak van plaatmetaal. De sterkte kan komen van bochten en flenzen met sleufgaten/overmaatse gaten, zodat ze de montage niet te veel belasten.
Door rekening te houden met de beperkingen van de fabricage van plaatmetaal met een laag tot gemiddeld volume, bent u goed op weg om onderdelen te ontwerpen die bij elkaar passen, ongeacht waar onderdelen binnen het tolerantiebereik vallen. Door nauw samen te werken met leveranciers kunt u de realiteit van de fabricage begrijpen en dienovereenkomstig ontwerpen.
Productieproces
- 10 Amerikaanse uitvindingen die een revolutie teweegbrachten in de productie
- 5 3D-printtoepassingen voor metaal die de productie zullen veranderen
- Verschillende plaatbewerkingen
- 5 manieren om uw plaatwerkonderdelen te verbeteren
- Kosteneffectiviteit van ponsen van plaatstaal
- Wat is plaatwerkponsen?
- Meer informatie over het vormen van plaatwerk
- Een overzicht van dun plaatwerk
- Wat is plaatwerk rechttrekken?
- GD&T-toleranties bij de productie van onderdelen
- Circulariteitstolerantie in kleine metalen onderdelen