


21 Deel 4:CNC-taal en structuur
DOELSTELLING
Na het voltooien van deze unit, zou je in staat moeten zijn om:
- Identificeer de instructies in de programmalijst.
- Het programmaformaat begrijpen
- Beschrijf de codes voor briefadrescommando's
- Beschrijf de definities van speciale tekencodes.
- Begrijp de G &M-codes.
CNC-programma's geven de instructies weer die moeten worden uitgevoerd in de volgorde waarin ze zijn geschreven. Ze lezen als een boek, van links naar rechts en van boven naar beneden. Elke zin in een CNC-programma is geschreven op een aparte regel, aBlock genaamd. Blokken zijn gerangschikt in een specifieke volgorde die de veiligheid, voorspelbaarheid en leesbaarheid bevordert, dus het is belangrijk om een standaard programmastructuur aan te houden.
De blokken zijn in de volgende volgorde gerangschikt:
- Programma starten
- Hulpprogramma laden
- Spil aan
- Koelvloeistof aan
- Snel om boven deel te plaatsen
- Bewerkingshandeling
- Koelvloeistof uit
- Spil uit
- Verplaats naar veilige positie
- Programma beëindigen
De bovenstaande stappen vertegenwoordigen het eenvoudigste type CNC-programma, waarbij slechts één gereedschap wordt gebruikt en één bewerking wordt uitgevoerd. Programma's die meerdere tools gebruiken, herhalen stap twee tot en met negen voor elk.
Tabel 3 en Tabel 4 in sectie G &M-codes toon de meest voorkomende G- en M-codes die indien mogelijk moeten worden onthouden.
Zoals elke taal heeft de taal van de G-code regels. Sommige codes zijn bijvoorbeeld modaal, wat betekent dat ze niet hoeven te worden herhaald als ze niet tussen blokken wisselen. Sommige codes hebben verschillende betekenissen, afhankelijk van hoe en waar ze worden gebruikt.
Hoewel deze regels in dit hoofdstuk worden behandeld, hoeft u zich niet bezig te houden met het leren van elke nuance van de taal. Het is de taak van de CAD/CAM-softwarePost Processorom het CNC-programma correct te formatteren en te schrijven.
Programmaformaat
Het programma in Tabel 1:hieronder bewerkt een vierkante contour en boort een gat.
Blokkeren
Beschrijving
Doel
%
O1234
(T1 0,25 EINDMOLEN)
G17 G20 G40 G49 G80 G90
Start van het programma.
Programmanummer (programmanaam).
Gereedschapsbeschrijving voor operator.
Veiligheidsblok om ervoor te zorgen dat de machine in de veilige modus staat.
Programma starten
T1 M6
S9200 M3
Laad gereedschap #1.
Spindelsnelheid 9200 RPM, in CW.
Wijzig tool
G54
M8
G00 X-0.025 Y-0.275
G43 Z1.H1
Z0.1
G01 Z-0.1 F18.
Gebruik Fixture Offset #1.
Koelvloeistof aan.
Snel boven gedeelte.
Snel naar veilig vlak, gebruik Tool Length Offset #1.
Snel te voeden vliegtuig.
Lijnbeweging naar snijdiepte bij 18 IPM.
Naar positie verplaatsen
G41 Y0.1 D1 F36.
Y2.025
X2.025
Y-0.025
X-0.025
G40 X-0.4
G00 Z1.
CDC Links, Lood in lijn, Dia. Offset #1, 36 IPM.
Lijn verplaatsen.
Lijn verplaatsen.
Lijn verplaatsen.
Lijn verplaatsen.
Zet CDC uit met lead-out move.
Snel naar veilig vliegtuig.
Machinecontour
M5
M9
(T2 0.25 BOOR)
T2 M6
S3820 M3
Spindel uit.
Koelvloeistof uitgeschakeld.
Gereedschapsbeschrijving voor operator.
Gereedschap #2 laden.
Spindelsnelheid 3820 RPM, in CW.
Wijzig tool
M8
X1. Y1.
G43 Z1.H2
Z0.25
Koelvloeistof aan.
Snel boven de hole.
Snel naar veilig vlak, gebruik Tool Length Offset 2.
Snel te voeden vliegtuig.
Naar positie verplaatsen
G98 G81 Z-0.325 R0.1 F12.
G80
Z1.
Boorgat (ingeblikt) cyclus, diepte Z-.325, F12.
Boorcyclus annuleren.
Snel naar veilig vliegtuig.
Boorgat
M5
M9
G91 G28 Z0
G91 G28 X0 Y0
G90
M30
%
Spindel uit.
Koelvloeistof uitgeschakeld.
Keer terug naar de startpositie van de machine in Z.
Keer terug naar de startpositie van de machine in XY.
Reset naar absolute positioneringsmodus (voor de veiligheid).
Reset programma naar begin.
Programma beëindigen.
Programma beëindigen
Letteradres Commandocodes
Het commandoblok bestuurt de werktuigmachine door het gebruik van letteradrescommando's. Sommige worden meer dan eens gebruikt en hun betekenis verandert op basis van welke G-code in hetzelfde blok verschijnt.
Codes zijn ofwel modaal, wat betekent dat ze van kracht blijven totdat ze worden geannuleerd of gewijzigd, of niet-modaal, wat betekent dat ze alleen van kracht zijn in het huidige blok. Zoals u kunt zien, zijn veel van de letteradressen op een logische manier gekozen (T voor gereedschap, S voor spil, F voor voeding, enz.).
In de onderstaande tabel staan de meest voorkomende codes voor letter-adrescommando's.
Tabel 2:Codes voor briefadrescommando's
Variabele
Beschrijving
Definities
EEN
Absolute of incrementele positie van A-as (rotatie-as rond X-as)
A,B,C – 4e/5e as roterende beweging
Rotatie om respectievelijk de X-, Y- of Z-as. De hoek is in graden en tot op drie decimalen nauwkeurig.
G01 A45.325B90.
B
Absolute of incrementele positie van de B-as (rotatie-as rond de Y-as)
Hetzelfde als A
C
Absolute of incrementele positie van de C-as (rotatie-as rond de Z-as)
Hetzelfde als B
D
Definieert diameter of radiale offset gebruikt voor freescompensatie
Wordt gebruikt om slijtage en doorbuiging van de gereedschapsdiameter te compenseren. D wordt vergezeld door een geheel getal dat hetzelfde is als het gereedschapsnummer (T5 gebruikt D5, enz.). Er wordt geen decimale punt gebruikt. Het wordt altijd gebruikt in combinatie met G41 of G42 en een XY-beweging (nooit een boog). Bij aanroep leest de besturing het register en verplaatst het gereedschapspad naar links (G41) of rechts (G42) met de waarde in het register.
G01 G41 X2.D1
E
Precisievoeding voor draadsnijden op draaibanken
F
Definieert de invoersnelheid
Stelt de voedingssnelheid in bij het bewerken van lijnen, bogen of boorcycli. De voedingssnelheid kan in inches per minuut (G94-modus) of inverse tijd (G93-modus) zijn. Aanvoersnelheden kunnen tot drie decimalen nauwkeurig zijn (voor tapcycli) en vereisen een decimale punt.
G01 X2.Y0. F30.
G
Adres voor voorbereidende opdrachten
G-commando's vertellen de besturing vaak wat voor soort beweging gewenst is (bijv. snelle positionering, lineaire voeding, circulaire voeding, vaste cyclus) of welke offsetwaarde moet worden gebruikt.
G02 X2.Y2.I.50J0.
H
Definieert de gereedschapslengte-offset;
Incrementele as die overeenkomt met de C-as (bijvoorbeeld op een draaifrees)
Deze code roept een gereedschapslengte-offset (TLO)-register op de besturing aan. De besturing combineert de TLO- en Fixture Offset Z-waarden om te weten waar het gereedschap zich bevindt ten opzichte van het onderdeelnulpunt. Het gaat altijd gepaard met een geheel getal (H1, H2, enz.), G43 en Z-coördinaat.
G43 H1 Z2.
ik
Definieert booggrootte in X-as voor G02- of G03-boogcommando's.
Ook gebruikt als parameter binnen enkele vaste cycli.
Voor boogbewegingen (G2/G3) is dit de incrementele X-afstand van het beginpunt van de boog tot het middelpunt van de boog. Bepaalde boorcycli gebruiken I ook als optionele parameter.
G02 X.5 Y2.500I0.J0.250
J
Definieert booggrootte in Y-as voor G02- of G03-boogcommando's.
Ook gebruikt als parameter binnen enkele vaste cycli.
Voor boogbewegingen (G2/G3) is dit de incrementele Y-afstand van het beginpunt van de boog tot het middelpunt van de boog. Bepaalde boorcycli gebruiken J ook als optionele parameter.
G02 X.5 Y2.500 I0.J0.250
K
Definieert booggrootte in Z-as voor G02- of G03-boogcommando's.
Ook gebruikt als parameter binnen enkele vaste cycli, gelijk aan L adres.
Voor een boogbeweging (G2/G3) is dit de incrementele Z-afstand van het beginpunt van de boog tot het middelpunt van de boog. In het G17-vlak is dit de incrementele Z-afstand voor spiraalvormige bewegingen. Bepaalde boorcycli gebruiken J ook als optionele parameter.
G18 G03 X.3 Z2.500 I0.K0.250
L
Vast aantal cycluslussen;
Specificatie van welk register moet worden bewerkt met G10
Vast aantal cycluslussen:definieert het aantal herhalingen ("lussen") van een vaste cyclus per positie. Wordt verondersteld 1 te zijn, tenzij geprogrammeerd met een ander geheel getal. Soms wordt het K-adres gebruikt in plaats van L. Met incrementele positionering (G91), een reeks van gaten met gelijke tussenruimten kunnen worden geprogrammeerd als een lus in plaats van als individuele posities.G10gebruik:Specificatie van welk register moet worden bewerkt (werkstukoffsets, gereedschapsradiusoffsets, gereedschapslengteoffsets, enz.).
M
Diverse functies
Altijd vergezeld van een geheel getal dat de betekenis bepaalt. In elk codeblok is slechts één M-code toegestaan. Uitgebreide definities van M-codes verschijnen verderop in dit hoofdstuk.
M08
N
Regel (blok)nummer in programma;
Nummer van systeemparameter te wijzigen met G10
Bloknummers kunnen het CNC-programma leesbaarder maken. Ze zijn zelden nodig voor CAD/CAM-gegenereerde programma's zonder subprogramma's. Omdat ze controlegeheugen in beslag nemen, gebruiken de meeste 3D-programma's geen bloknummers. Bloknummers zijn gehele getallen van maximaal vijf tekens lang zonder decimaalteken. Ze kunnen niet vóór het begin-/eindteken van de band (%) verschijnen en verschijnen meestal niet vóór een blok met alleen commentaar.
N100 T02 M06
O
Programmanaam
Programma's worden met hun programmanummer op de besturing opgeslagen. Dit is een geheel getal dat wordt voorafgegaan door de letter O en geen decimalen heeft.
O1234 (Oefening 1)
P
Dient als parameteradres voor verschillende G- en M-codes
Dwell (vertraging) in seconden. Vergezeld door G4 tenzij gebruikt binnen bepaalde boorcycli.
G4 P.1
V
Peck-toename in voorgeprogrammeerde cycli
De incrementele voedingsafstand per gang in een pikboorcyclus.
G83 X2.000 Y2.000 Z-.625 F20.R.2 Q.2 P9.
R
Definieert de grootte van de boogradius of definieert de terugtrekhoogte in voorgeprogrammeerde cycli
Bogen kunnen worden gedefinieerd met behulp van de boogradius R of I,J,Kvectoren. IJK's zijn betrouwbaarder dan R's, dus het wordt aanbevolen om ze in plaats daarvan te gebruiken. Ris wordt ook gebruikt door boorcycli als de Z-waarde van het terugkeervlak.
G83 Z-.625 F20.R.2 Q.2 P9.
S
Definieert de snelheid, ofwel spilsnelheid of oppervlaktesnelheid, afhankelijk van de modus
Spindelsnelheid in omwentelingen per minuut (RPM). Het is een geheel getal zonder decimaal, en wordt altijd gebruikt in combinatie met M03 (Spindel in CW) of M04 (Spindel op CCW).
S2500M03
T
Gereedschapsselectie
Selecteert gereedschap. Het is een geheel getal dat altijd vergezeld gaat van M6 (tool change code).
T01 M06
U
Incrementele as die overeenkomt met de X-as (meestal alleen besturingselementen voor draaibankgroep A)
Definieert ook de verblijftijd op sommige machines.
In deze controles ondervangen X en U respectievelijk G90 en G91. Op deze draaibanken is G90 in plaats daarvan een vast cyclusadres voor voorbewerken.
V
Incrementele as die overeenkomt met de Y-as
Tot de jaren 2000 werd het V-adres zeer zelden gebruikt, omdat de meeste draaibanken die U en W gebruikten geen Y-as hadden, dus gebruikten ze geen V. (Green et al 1996 vermeldden V zelfs niet in hun tabel met adressen. ) Dat is nog steeds vaak het geval, hoewel de toename van het gebruik van live-draaibanken en draaifreesbewerkingen het gebruik van V-adressen minder zeldzaam heeft gemaakt dan vroeger (Smid2008 toont een voorbeeld).
W
Incrementele as die overeenkomt met de Z-as (meestal alleen besturingselementen voor draaibankgroep A)
In deze controles ondervangen Z en W respectievelijk G90 en G91. Op deze draaibanken is G90 in plaats daarvan een vast cyclusadres voor voorbewerken.
X
Absolute of incrementele positie van de X-as.
Coördinatengegevens voor de X-as. Maximaal vier cijfers achter de komma zijn toegestaan en nullen worden niet gebruikt. Coördinaten zijn modaal, dus het is niet nodig om ze in volgende blokken te herhalen als ze niet veranderen.
G01 X2.250F20.
J
Absolute of incrementele positie van de Y-as
Coördinatengegevens voor de Y-as.
G01 Y2.250 F20.
Z
Absolute of incrementele positie van de Z-as
Coördinatengegevens voor de Z-as.
Definities van speciale tekencodes
Het volgende is een lijst met veelgebruikte speciale tekens, hun betekenis, gebruik en beperkingen.
% – Programma Start of Einde
Alle programma's beginnen en eindigen met % op een blok apart. Deze code wordt tape rewind-teken genoemd (een overblijfsel uit de tijd dat programma's werden geladen met papieren tapes).
( ) – Opmerkingen
Opmerkingen aan de operator moeten allemaal in hoofdletters staan en tussen haakjes staan. De maximale lengte van een opmerking is 40 tekens en alle tekens worden met een hoofdletter geschreven.
(T02:5/8 END MILL)
/ – Blokkeren Verwijderen
Codes na dit teken worden genegeerd als de Block Delete-schakelaar op de besturing is ingeschakeld.
/ M00
; – Einde van blok
Dit teken is niet zichtbaar wanneer het CNC-programma wordt gelezen in een teksteditor (carriage return), maar verschijnt wel aan het einde van elk codeblok wanneer het programma wordt weergegeven op de machinebesturing.
N8 Z0.750;
G &M-codes
G&M-codes vormen het grootste deel van de inhoud van het CNC-programma. De definitie van elke codeklasse en de specifieke betekenissen van de belangrijkste codes worden hierna behandeld.
G-codes
Codes die beginnen met G worden voorbereidende woorden genoemd omdat ze de machine voorbereiden op een bepaald type beweging.
Tabel 3:G-code
Code
Beschrijving
G00
Snelle beweging. Gebruikt om de machine te positioneren voor niet-freesbewegingen.
G01
Lijnbeweging met een gespecificeerde voedingssnelheid.
G02
Boog met de klok mee.
G03
Boog tegen de klok in.
G04
Blijf stilstaan.
G28
Keer terug naar de uitgangspositie van de machine.
G40
Snijdiametercompensatie (CDC) uit.
G41
Snijdiametercompensatie (CDC) links.
G42
Snijdiametercompensatie (CDC) rechts.
G43
Gereedschapslengte-offset (TLO).
G54
Fixture Offset #1.
G55
Fixture Offset #2.
G56
Fixture Offset #3.
G57
Fixture Offset #4.
G58
Fixture Offset #5.
G59
Fixture Offset #6.
G80
Boorcyclus annuleren.
G81
Eenvoudige boorcyclus.
G82
Eenvoudige boorcyclus met stilstand.
G83
Peck boorcyclus.
G84
Tik op cyclus.
G90
Programmeermodus voor absolute coördinaten.
G91
Programmeermodus voor incrementele coördinaten.
G98
Boorcyclus terug naar beginpunt (R).
G99
Boorcyclus terug naar referentievlak (laatste Z-hoogte)
M-codes
Codes die beginnen met M worden diverse woorden genoemd. Ze regelen machinehulpopties zoals koelvloeistof en spilrichting. Er kan slechts één M-code in elk codeblok voorkomen.
Tabel 4:M-codes
Code
Beschrijving
M00
Programmastop. Druk op de Cycle Start-knop om door te gaan.
M01
Optionele tussenstop.
M02
Einde van het programma.
M03
Spindel met de klok mee.
M04
Spindel aan Tegen de klok in.
M05
Spindelstop.
M06
Gereedschap wijzigen.
M08
Koelvloeistof aan.
M09
Koelvloeistof uit.
M30
Beëindig het programma en druk op Cycle Start om het opnieuw uit te voeren.
Selecteer G-codedefinities (uitgebreid)
G00 – Snelle beweging
Deze code geeft de machine de opdracht om zo snel mogelijk naar een bepaald punt te gaan. Het wordt altijd gebruikt met een coördinaatpositie en is modaal. In tegenstelling tot G01 coördineert G00 de assen niet om in een rechte lijn te bewegen. Integendeel, elke as beweegt met zijn maximale snelheid totdat hij is voldaan. Dit resulteert in beweging zoals weergegeven in Afbeelding 18 hieronder.
G00 X0. Y0.
 Figuur 1. G00 MotionCaution:De hoge snelheid van sommige machines kan hoger zijn dan 1. Een onjuiste offset of coördinaatbeweging kan crash de machine sneller dan de machinist de noodstop kan raken. Gebruik de snelle invoeropheffing op de machine wanneer u een programma voor de eerste keer uitvoert.Lineaire beweging is rechte lijnbeweging:
Figuur 1. G00 MotionCaution:De hoge snelheid van sommige machines kan hoger zijn dan 1. Een onjuiste offset of coördinaatbeweging kan crash de machine sneller dan de machinist de noodstop kan raken. Gebruik de snelle invoeropheffing op de machine wanneer u een programma voor de eerste keer uitvoert.Lineaire beweging is rechte lijnbeweging: G-code gaat over beweging, en de meest voorkomende vorm van beweging in onderdeelprogramma's is rechte lijn of lineaire beweging. Beweging is nog zo'n ding in G-Code dat modaal is. Je vertelt de controller wat voor soort beweging je wilt met een G-code en hij onthoudt dat hij altijd dat soort beweging moet maken totdat je hem vertelt om te veranderen met een andere G-code.
G00 voor snelle positionering; Rapids Motion zo snel als uw machine kan gaan. Wordt gebruikt om de snijder door de lucht te verplaatsen naar de volgende positie waar hij gaat snijden.
G01 voor langzamere snijbeweging; Feed Motion langzamer, voor snijden. Voedingssnelheid ingesteld door "F" G-code.
F-woord ="F" zoals in "Feedrate".
S-woord ="S" zoals in "Spilsnelheid", adres is rpm.
Lineaire beweging specificeren met X, Y en Z:
Het specificeren van G00 of G01 veroorzaakt geen beweging - ze vertellen de controller alleen welk type beweging wordt verwacht wanneer je hem uiteindelijk vertelt waar hij heen moet. Voor daadwerkelijke beweging moet u een bestemming specificeren met behulp van de X-, Y- en Z-woorden. Om naar het deel nul te gaan, kunnen we een commando als dit geven:
G00 X0 Y0 Z0 Of gebruik G01 als u langzamer wilt gaan G01 X0 Y0 Z0 F40.
Geïnterpoleerde beweging of een geïnterpoleerde beweging. Wanneer we meerdere coördinaten op een lijn specificeren, betekent dat meer dan één as van de machine tegelijkertijd beweegt. In feite zal de controller ze allemaal met precies de juiste snelheid ten opzichte van elkaar verplaatsen, zodat de frees een rechte lijn naar de bestemming volgt en met de voedingssnelheid beweegt.
Als we dezelfde bestemming specificeren, maar de coördinaten over meerdere lijnen verdelen, is elke lijn een aparte zet:
G00 X0 Y0 (Verplaats naar X0 Y0 in één beweging, waarbij Z constant blijft)
Z0 (verplaats naar Z0 in één beweging, waarbij X en Y constant blijven)
G00 en G01 zijn modaal, dus we hoeven ze alleen op te geven als we van modus willen veranderen.
Z-as:
Het concept van geïnterpoleerde bewegingen roept een interessant probleem op voor de Z-as. Het is vaak een goed idee om de snijdiepte-as alleen te verplaatsen, in plaats van als gecoördineerde beweging met andere assen (X en Y). Of u een probleem (botsing) krijgt als de frees dicht bij het werkstuk en de bevestiging komt. Eerst bewegend in X en Y en dan bewegend in Z, is het veel gemakkelijker om te beoordelen of een accidentele botsing op het punt staat plaats te vinden. Je hebt ook veel minder kans om een willekeurig voorwerp te raken dat omhoog steekt, zoals een klem, als je de snijplotter hoog houdt totdat je precies boven bent waar je wilt beginnen met snijden.
G02 en G03 cirkelvormige beweging is een geïnitieerde modus:
G02 stelt een modus in voor cirkelbogen met de klok mee.
G03 stelt een modus in voor cirkelbogen tegen de klok in.
De G02- of G03-modus is ingesteld, bogen worden gedefinieerd in G-code door hun 2 eindpunten te identificeren en het midden dat op gelijke afstand van elk eindpunt moet liggen. De eindpunten zijn eenvoudig. Het huidige controlepunt, of de locatie wanneer het blok is begonnen, vormt één eindpunt. De andere kan worden vastgesteld door XYZ-coördinaten. Het middelpunt wordt meestal geïdentificeerd door I, J of K te gebruiken om relatieve offsets vast te stellen vanaf het startpunt van de boog naar het middelpunt.
VOORBEELD VAN BLOK MET DE KLOK:
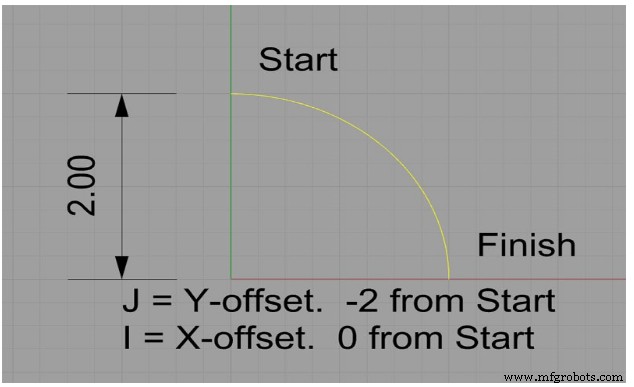
Figuur 2. Het middelpunt van een boog met IJK
Deze boog begint bij X0Y2. en eindigt op X2.Y0. Het centrum bevindt zich op X0Y0. We zouden het als volgt in G-code kunnen specificeren:
G02 (Stel de boogmodus met de klok mee in)
X2Y0 I0J-2.0
Het centrum met straal "R".
Het middelpunt alleen door de straal van de cirkel op te geven. Cirkel heeft een straal van 2, dus de G-code kan eenvoudig zijn:
G02 X2Y0 R2
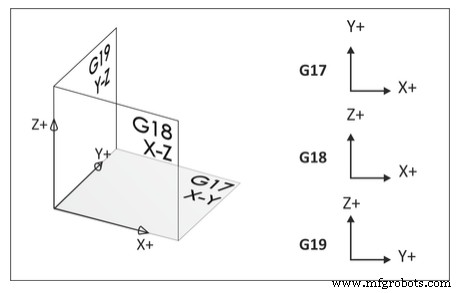
G17/G18/G19 – Vlakaanduiding
Bogen moeten bestaan op een vlak dat wordt aangeduid met het commando G17 (XY), G18 (XZ) of G19 (YZ). G17 is de standaardinstelling van de machine.
Afbeelding 3. Vlakaanduiding
G40/G41/G42 – Snijdiametercompensatie (CDC)
CDC is een sleutel tot nauwkeurige CNC-bewerking, waardoor de machinist de slijtage en doorbuiging van het gereedschap kan compenseren door de machine op te dragen naar links (G41) of rechts (G42) af te wijken van het geprogrammeerde pad. G40 annuleert freescompensatie. De hoeveelheid offset wordt ingevoerd in een CNC-besturing D-register. Het slijtageregister kan worden gezien als een tafel waar de besturing bij elke beweging naar verwijst.
Tabel 5:Diameter-offsetregister
Gereedschapsdiameter offset
Waarde
D1
0,0125
D2
0,0000
D3
0,0000
D4
0,0000
D5
0,0000
D6
0,0000
De waarde in het D-register wordt berekend door de operator van de bewerkingsmachine, die de afgewerkte afmetingen van onderdeelkenmerken bewaakt, deze vergelijkt met de afdruk en het verschil in het register invoert als dat nodig is om het onderdeel binnen de specificaties te houden. Als er geen afwijking is, wordt het register op nul gezet.
G01 G41 D1 X1.0 Y.25 F40.
G43 – Compensatie van gereedschapslengte
G43 activeert gereedschapslengtecompensatie. Het gaat altijd gepaard met een H-code en een Z-beweging, waarbij H het gereedschapslengte-offset (TLO)-register is dat moet worden gelezen, en Z de hoogte is die moet worden bereikt met betrekking tot het onderdeelnulpunt.
De (TLO) kan worden gezien als een tafel op de besturing:
Tabel 6:Werkoffsets
Gereedschapslengteweerstand
Z
H1
10.236
H2
4.7510
H3
6.9652
H4
7.6841
H5
12.4483
H6
8.2250
De TLO wordt gecombineerd met de actieve opspanoffset op de besturing, zodat de machine weet waar de punt van het gereedschap zich bevindt ten opzichte van het referentiepunt van het onderdeel.
G43 H1 Z1.
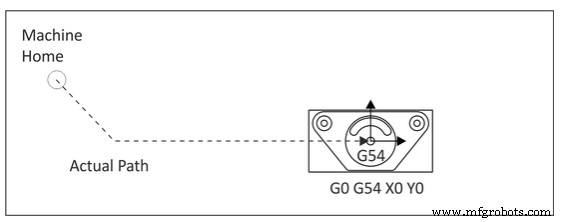
G54 – Werkoffset
Werkstukoffsets zijn gegevensregisters in de CNC-besturing die de afstand van de X-, Y- en Z-positie van de machine naar het beginpunt van het onderdeel bevatten. Deze offsets kunnen worden gezien als een tabel op de besturing:
Tabel 7:Werkoffset
Werkverschuiving
X
J
Z
G54
14.2567
6.6597
0,0000
G55
0,0000
0,0000
0,0000
G56
0,0000
0,0000
0,0000
G57
0,0000
0,0000
0,0000
G58
0,0000
0,0000
0,0000
G59
0,0000
0,0000
0,0000
De X- en Y-waarden vertegenwoordigen de afstand van de machine naar het beginpunt van het onderdeel XY. De Z-waarde is de afstand van het gereedschapsreferentiepunt (bijvoorbeeld de bovenkant van een 1-2-3 blok) en het Z-nulpunt van het onderdeel.
G54X0. Y0.
EENHEIDSTEST
1. Beschrijf de instructies voor de CNC-programmalijst.
2. Waarmee beginnen en eindigen alle CNC-programma's?
3. Beschrijf briefadres Commandocodes.
4. Noem drie speciale tekencodes.
5. Beschrijf de G- en M-codes.
6. Beschrijf alstublieft G00 G90 G54 X0 Y0.
7. Beschrijf alstublieft G00 G90 G43 H1 Z1.
8. Wat is het verschil tussen G00 en G01?
9. Leg het verschil uit tussen G02 en G03.
10. Beschrijf het F- en S-woord.
Industriële technologie
- Microprocessor-programmering
- C - Programmastructuur
- C# - Programmastructuur
- Trial and Error CNC-machine:ongelukkige realiteit
- Hoe nauwkeurigheid en precisie bij CNC-frezen te garanderen?
- Wij bieden CNC-bewerkings- en gereedschapsoplossingen
- 5-assige CNC-machinegereedschapcrash (en de beste manieren om te beheren)
- 22 Unit 5:CNC-bewerking
- Nauwkeurigheid en positionering van CNC-bewerkingsmachines maximaliseren
- Wat is een CNC-gereedschaps- en snijmolen?
- CNC-gereedschapsvoorinstelling en CNC-gereedschapsmeting en inleiding