


Blijf kalm en blijf malen
Bij een productie-slijpbewerking is golving op het oppervlak van het onderdeel een mogelijke aanwijzing dat de machine of het proces een trillingsprobleem heeft ontwikkeld. Het effect kan worden gezien bij inspectie, of als er een lep- of polijststap is, kan het effect worden gezien in de langere tijd die wordt besteed aan het verwijderen van de golven. Volgens Saint-Gobain Abrasives, fabrikant van Norton-slijpschijven, is dit het punt waarop winkels bijna altijd proberen het trillingsprobleem op te lossen door een eenvoudige verandering in het proces aan te brengen. En die simpele verandering zou een behoorlijk goede benadering kunnen zijn.
Inderdaad, die golven aan de oppervlakte, vaak chatter genoemd, zouden de juiste oplossing kunnen zijn. Op een onderdeel dat op een vlakslijpmachine is bewerkt, is de trillingsfrequentie (cycli per minuut) bijvoorbeeld gelijk aan de werksnelheid (inch per minuut) gedeeld door de afstand tussen twee opeenvolgende chattermarkeringen (inch). Vind de trillingsfrequentie met behulp van deze relatie, en als deze overeenkomt met de rotatiesnelheid van de slijpspil, dan geeft dit aan dat het slijpwiel, de wielflenzen of de slijpspil een waarschijnlijke boosdoener is. Verander het wiel, draai de flensbouten vast of verander misschien gewoon de snelheid, en dat kan genoeg zijn om het trillingsprobleem te verhelpen of onder controle te houden.
Uitvouwen Uitvouwen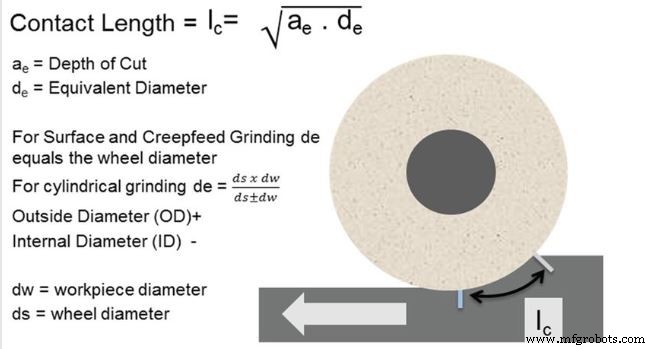 Hoe de contactlengte te berekenen voor filtering op contactlengte.
Hoe de contactlengte te berekenen voor filtering op contactlengte. Maar in andere gevallen - sommige met andere delen van de machine, andere met de natuurlijke frequentie van het systeem - is een eenvoudige oplossing niet voldoende om het probleem voldoende aan te pakken. In deze gevallen is de beste reactie om de machine te laten nakijken, het repareren van het defecte machine-element waardoor trillingen het werkstuk kunnen beïnvloeden. Maar service kost tijd en het betekent dat de machine uit productie moet worden genomen. Voor winkels die op korte termijn moeten doorgaan, hebben onderzoekers een proces bewezen om de effecten van trillingen te overwinnen zonder de productiviteit in gevaar te brengen en zonder de machine tijdelijk te stoppen.
Wat volgt is afgeleid van een artikel over een techniek die 'contact-length filtering' wordt genoemd, geschreven door John Hagan en Mark Martin, ingenieurs voor bedrijfsapplicaties van Saint-Gobain. Door de voedingssnelheid van het werk te verminderen en tegelijkertijd de snedediepte te vergroten, kunnen de effecten van ernstige trillingen worden geëlimineerd zonder enig netto-effect op de algehele productiviteit.
Grote wiel-tot-werkverhouding
Het doel van contactlengtefiltering is om de wiel-naar-werkcontactlengte zeer groot te krijgen in verhouding tot de golflengte van het oppervlak dat wordt beïnvloed door trillingen. Wanneer de eerstgenoemde hoog genoeg is ten opzichte van de laatstgenoemde, verwijdert het wiel effectief trillingsgerelateerde pieken van het werkstuk, waardoor het oppervlak gladder wordt, ook al treden er nog trillingen op. Wanneer de snedediepte met hetzelfde veelvoud wordt vergroot als de voedingssnelheid wordt verlaagd, kan de materiaalverwijderingssnelheid (en dus de productiviteit) hetzelfde blijven.
De snedediepte regelt de contactlengte. Het is duidelijk dat de toename van de contactlengte ongunstige effecten zoals materiaalverbranding, doorbuiging van het werkstuk enzovoort moet voorkomen. De snedediepte van het wiel wordt vergroot tot een niveau dat zwaar is in vergelijking met standaard zaagomstandigheden, maar toch worden deze nadelige effecten vermeden.
Ondertussen regelt de voedingssnelheid (of werksnelheid) de golflengte van de trillingsmarkeringen in het onderdeel. Een lagere werksnelheid verkort de golflengte.
Filtering op contactlengte begint een glad oppervlak te verkrijgen wanneer de dubbele wiel-naar-werkcontactlengte de golflengte van het gebabbel of oppervlaktegolfvorming overtreft. Met andere woorden, de voorwaarde die vereist is voor reductie van de chatteramplitude is...
2 x contactlengte (lc )≥ Chatter-golflengte (λchatter)
...waarbij de twee bovenstaande figuren de contactlengte definiëren (lc ) en Chatter-golflengte (λchatter) .
De techniek zal niet altijd werken, zeggen de onderzoekers. Het zal niet in elk proces mogelijk zijn om de trillingsgolflengte laag genoeg of de contactlengte hoog genoeg te krijgen. In deze gevallen is de enige overgebleven oplossing degene die toch moet worden uitgevoerd, namelijk de tijd nemen om de onderliggende oorzaak van de trilling te identificeren en te corrigeren. Zie de zijbalk voor een geval waarin filteren op contactlengte effectief was voor het bewerken van een glad oppervlak ondanks extreme trillingen.
Dit artikel is geschreven door Peter Zelinski, hoofdredacteur van Modern Machine Shop en verscheen oorspronkelijk in de editie van december 2018. Het is met toestemming gereproduceerd.
Industriële technologie
- Wiel richten en afwerken van een slijpschijf | Industrieën | Metallurgie
- Wat is een slijpmachine? - Definitie en typen
- Wat is elektrochemisch slijpen en hoe wordt het gedaan?
- Wat is honen? - Definitie, proces en hulpmiddelen
- Bekijk de voordelen van in-house oppervlakte- en cilindrisch slijpen
- Oppervlakteslijpdiensten:proces en precisie
- De fundamentele principes van vlakslijpen
- Wat is vlakslijpen en waarom is het belangrijk?
- Roterende vlakslijpmachine en verwerkingskwaliteit
- Wie heeft vlakslijpers nodig?
- Cilindrisch slijpen en geweldige productiviteit