


EDM-productie vervangen door CNC-frezen voor efficiëntie
Lees dit artikel in:Deutsch (Duits)
Veel verschillende productieprocessen zijn gebruikt om gereedschappen te vervaardigen voor het maken van matrijzen. De meeste matrijzenbouw omvat CNC-frezen of subtractieve verwerking van het materiaal. Naast frezen worden andere bewerkingen gebruikt, waaronder additive manufacturing en EDM-bewerkingen.
Fabrikanten staan tegenwoordig onder druk om onderdelen sneller dan ooit te maken. Hoewel EDM-productie in veel gevallen geldig is, is het belangrijk om te onderzoeken of sommige gevallen kunnen worden vervangen door snellere methoden, zoals CNC-bewerking.
Wat is EDM?
EDM staat voor Electrical Discharge Machining, ook wel 'vonkbewerking' of 'EDM-zinking' genoemd. Het is waar een elektrische stroom door een elektrode in een diëlektrisch medium wordt geleid. De elektrode is gemaakt in de vorm van het materiaal dat uit de mal moet worden verwijderd. De vonk erodeert het materiaal om de gewenste uiteindelijke vorm te krijgen. De Lazarenko Brothers ontwikkelden EDM als een proces in de toenmalige Sovjet-Unie tijdens de Tweede Wereldoorlog.
Elektroden zijn meestal gemaakt van koolstofgrafiet. Koper, messing, koperlegeringen en andere materialen kunnen echter als elektrode worden gebruikt. De elektroden moeten over het algemeen worden vervaardigd voordat ze in een EDM-machine kunnen worden gebruikt.

Gebruiksvoorbeelden voor EDM
Er zijn al lang waargenomen voordelen aan het gebruik van EDM-bewerking, waaronder:
Scherpe binnenhoeken
Dit is een van de grootste voordelen van EDM-productie:het creëren van scherpe interne hoeken die anders CNC-gereedschap met kleine diameters nodig zouden hebben of gewoon niet mogelijk zouden zijn op een CNC-frees.
Diepe delen van de mal
Vaak werden EDM-processen gebruikt in plaats van CNC-frezen omdat het niet mogelijk was om snijgereedschappen diep genoeg te krijgen om de juiste vorm te frezen.
Zeer complexe geometrie
Conventionele wijsheid is dat complexe vormen gemakkelijker te verkrijgen zijn via EDM-productie.
Ribbewerking
Ribben in mallen zijn meestal dun en kunnen behoorlijk diep zijn. EDM-bewerkingen zijn vaak gemeengoed in die specifieke gebieden.
Bewerkingen zonder toezicht
In het verleden waren winkels eerder geneigd om een EDM-zinkmachine onbeheerd te laten draaien dan een CNC-frees.
Waar EDM-oppervlakteafwerking is gespecificeerd
De afwerking van EDM-bewerkingen is consistent, zonder machinale sint-jakobsschelpen of swirl-patronen. Soms wordt deze afwerking gespecificeerd als onderdeel van het onderdeel.
Nadelen van het gebruik van EDM
Een plaats waar u geen EDM kunt gebruiken, is in gebieden met HAZ of door hitte beïnvloede zones. Dit zijn zones, misschien lasgebieden, waar de hitte van EDM-bewerkingen meer problemen zou veroorzaken dan oplossen.
Vanwege tolerantiestapelingen van elektroden en houders, plus het niet weten van de exacte grootte van de elektrische vonk, zijn gebieden die hoge precisie vereisen vaak niet geschikt voor EDM .
EDM is traag
Het grootste nadeel van het gebruik van EDM is dat het een lang proces is. Eerst moet u de CNC-frees gebruiken om de elektrode te frezen. Vaak moet u meerdere elektroden frezen voor één EDM-bewerking, omdat deze ook eroderen, en er kunnen meerdere elektroden nodig zijn om één gebied te EDMen. Dan heb je het EDM-proces, dat lagere verspaningssnelheden heeft dan frezen.
Niet alleen is het EDM-proces langzamer, maar u moet nog steeds een CNC-machine gebruiken om een of meer elektroden te frezen voordat u de EDM-machine kunt gebruiken. Bovendien zorgt het frezen van grafietelektroden voor veel stof. Zonder een speciale CNC-frees, met een high-end vacuümsysteem, voor grafietstof, heeft u elke keer dat u overschakelt van het frezen van metaal naar koolstof voor het reinigen van de machine stilstand van de machine.
Als EDM deel uitmaakt van uw productieproces en u uw output wilt verhogen om concurrerend te blijven, is het vervangen van zoveel mogelijk EDM-werk door CNC-bewerking een manier om dit te doen .
Hoewel CNC-frezen in scherpe hoeken misschien niet veel kan doen, is er nieuwere hardware- en softwaretechnologie die de andere voordelen die EDM ooit bood, verzacht .
Diepe gebieden frezen
Het gebruik van elektroden en een EDM-proces was gebruikelijk voor diepe delen van de mal, maar de groei van 5-assige CNC-freesmachines naar de matrijzenbouwgemeenschap heeft dit veranderd paradigma. Tijdens het maken van matrijzen werken de meeste 5-assige machines in een 3+2-assige bewerking, in plaats van volledige gelijktijdige 5-assige bewerking.
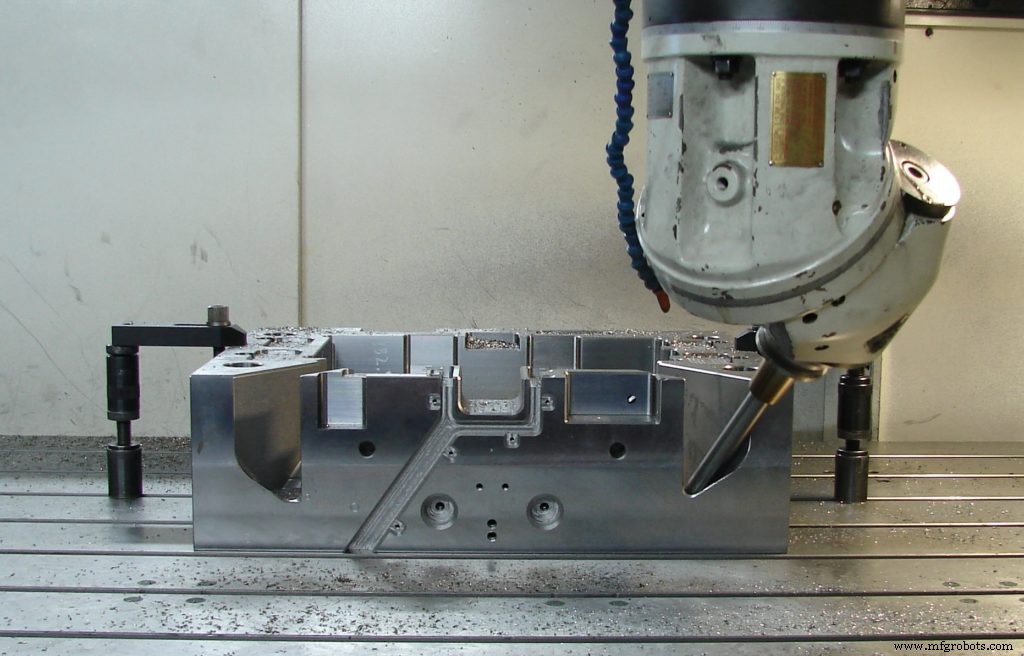
Operators en programmeurs kunnen roteren de gereedschapsas naar iets anders dan recht omhoog in Z en machinaal diepe gebieden zonder de noodzaak van EDM-bewerkingen. Gelukkig heeft moderne CAD/CAM-software zoals Fusion 360 de bewerkingsmogelijkheden voor meerdere assen verbeterd en vereenvoudigd, net zoals de machines zelf zijn verbeterd. Door gebruik te maken van Fusion 360 kunt u de doorlooptijden verkorten en kunt u onderdelen sneller de deur uit krijgen.
Het succesvol frezen van diepe gebieden met 3+2 of 5-assige bewerking vereist het vermijden van botsingen en simulatie van het gereedschap en de gereedschapshouder, spil en andere onderdelen van de machine die mogelijk in botsing kan komen met het onderdeel dat wordt gefreesd. Deze stap wordt meestal uitgevoerd binnen het CAM-systeem zoals Fusion 360 of via een simulatie- en verificatiesoftwarepakket van een derde partij, zoals CAMplete.
Ribbewerking
Het frezen van ribben in een mal kan moeilijk zijn, omdat er gereedschap voor nodig is met grote LD-verhoudingen (lengte tot diameter). Deze gereedschappen zijn meer geneigd om door te buigen, te trillen of te breken. Bovendien wordt spaanafvoer in de ribbe een belangrijke overweging.
Ondanks de moeilijkheden kan het frezen van ribben aanzienlijk sneller zijn dan het gebruik van EDM om ze te maken. Gespecialiseerde CAM-systemen die functies bevatten die speciaal zijn bedoeld voor het bewerken van ribben, maken het programmeren ervan eenvoudiger. Deze programma's kunnen langs de gereedschapsas naar beneden gaan of veranderen of de contouren van de rib volgen. In beide gevallen zorgen kleine axiale snedediepten voor veilig frezen van ribben.
In termen van wat nodig is aan de CNC-kant, zou gereedschap normaal gesproken krimpkoushouders gebruiken voor stijfheid, en de gebruikte frees zou zorgen voor een goede spaanafvoer, met sterke overstroming of lucht om te helpen bij het evacueren van chips.
Complexe geometrie
Complexe geometrie was ooit een algemeen gebruik voor EDM-processen, maar veel kunnen worden vervangen door machinale bewerking. Dit is te danken aan verbeteringen op alle gebieden van CNC-bewerking:
- Krimp-fit gereedschapshouders en andere gereedschapstechnologieën bieden meer stijfheid
- Frezen zijn soepeler met ingebouwde High-Speed Machining-mogelijkheden en gladmakende bewerkingen.
- CAM-programmeersoftware zoals Fusion 360 heeft meer opties en programmeermethoden, waaronder automatische restbewerking, voor het frezen van gecompliceerde vormen.
Bewerking zonder toezicht
Hoewel het eng lijkt om een dure 5-assige machine onbeheerd te laten werken, is dit precies wat veel geavanceerde winkels doen om de efficiëntie te verhogen en de uptime van de frees te verbeteren. Natuurlijk, hoe meer tijdmachines draaien, hoe sneller onderdelen de deur uit gaan en hoe meer zaken je kunt winnen.
De eerder genoemde simulatiesoftware voor meerassige bewerking kan ook controleren of programma's botsingsvrij zijn en zonder toezicht kunnen worden uitgevoerd. Algoritmen kunnen na een bepaalde hoeveelheid gebruik automatisch van snijgereedschap wisselen met nieuwe, waardoor langere onbeheerde looptijden mogelijk zijn. Dit is vooral handig voor grote onderdelen.
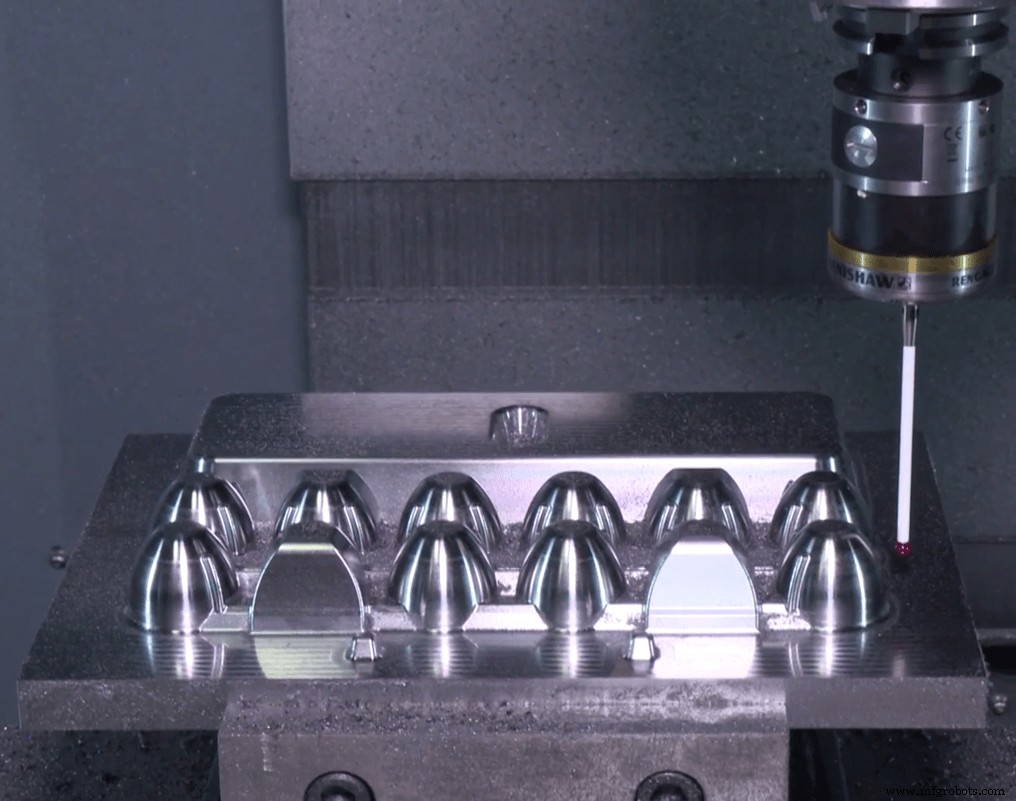
Inspectie is ook een belangrijk onderdeel van onbemande bewerkingen. Fusion 360 bevat geïntegreerde inspecties tijdens het proces, zodat belangrijke kenmerken op maat kunnen worden getast, zodat volgende onderdelen binnen tolerantie blijven, zelfs als het gereedschap slijt. Andere bewerkingen stoppen de machine als blijkt dat een kenmerk qua grootte of positie buiten de tolerantie valt. Dit voorkomt catastrofale fouten die de productie kunnen verstoren.
Overschakelen naar CNC-frezen
Frezen bij het maken van matrijzen bieden snellere verwijderingssnelheden dan EDM-bewerkingen. Door over te stappen van EDM-processen kunt u levertijden verkorten en uw output verhogen. Dankzij verbeteringen op het gebied van gereedschapsopname, 5-assige machines en CAM-programmeersoftware zoals Fusion 360 zijn veel EDM-bewerkingen vervangen door een CNC-freesbewerking.
Bent u klaar om de overstap te maken van EDM-productie naar CNC-frezen? Meer informatie over hoe u uw machines kunt maximaliseren met Fusion 360.

Industriële technologie
- 4 tips voor beginners met CNC-freesmachines
- CNC-werkstukopspanning voor freesmachines
- 3 belangrijke tips voor het snijden van aluminium met uw CNC-router
- PCB-productie voor 5G
- VDMA ontwikkelt roadmap voor 3D-printen met manufacturing roadmap
- Verbeter de productie-efficiëntie met CNC-bewerkingsservices
- CNC-freestechnologie voor gebogen oppervlakken
- CNC frezen en bewerken:waar wordt het voor gebruikt?
- Waarom moeite doen met een CNC-freesdraai?
- Mijn favoriete CNC EDM voor bewerking
- 5 CNC-freestechnieken voor uw beste ontwerpen