


Draaien met gelijkmatige snededieptes:waarom is het belangrijk en hoe werkt het?
Even zaagdieptes:waarom is het belangrijk en hoe werkt het?
Er is een nieuwe toevoeging aan de manier waarop we de snedediepte berekenen in Profielvoorbewerken. Wat doet het? Waarom is het belangrijk? En hoe verschilt het van de standaardstrategie?
Laten we eens kijken naar wat we vandaag doen en laten we het "Constante snijdiepte" noemen, want dat is wat we de software vertellen om voor ons uit te voeren.
Als we onze maximale snedediepte op 2 mm zouden instellen, zou die snede van 2 mm vanaf de voorraadgrens naar beneden worden toegepast, waarbij de werkelijke modelgeometrie wordt genegeerd, maar u de verwachte resultaten krijgt van een voorspelbare stap omlaag voor elke doorgang van de draaiende wisselplaat totdat we de ondergrens (gedraaid midden van onderdeel).
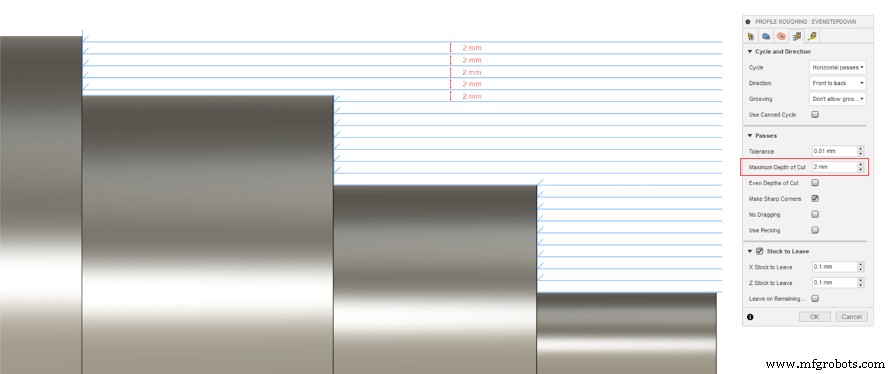
Een maximale snedediepte produceert hier passen van 2 mm, ongeacht de onderdeelgeometrie.
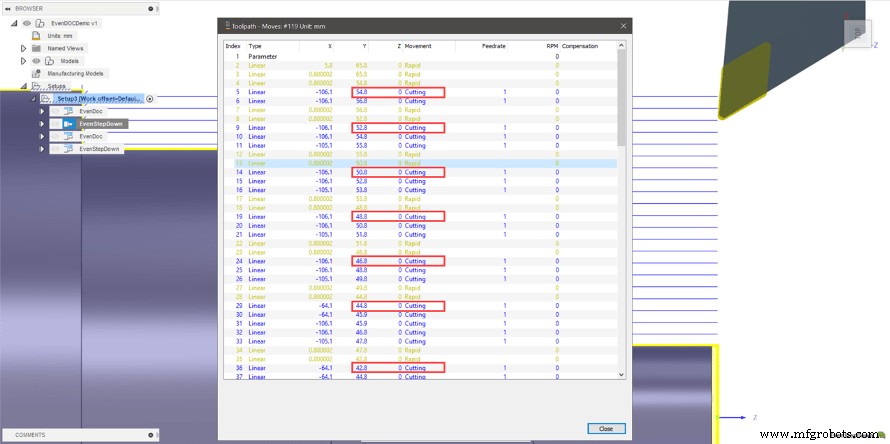
Als u de verplaatsingen van het gereedschapspad bekijkt, wordt elke doorgang op 2 mm weergegeven.
Wat is het probleem?
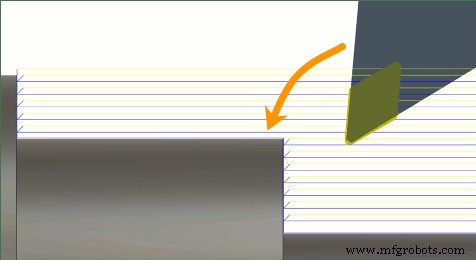
Die kleine pas die hier wordt gemarkeerd, is de hoofdschuldige.
'Constante snijdiepte' op meerdere schouders
Wat is het probleem met dat kleine pasje, vraag je je misschien af? Het is gewoon geen gelijke snedediepte. Maar die kleine verandering voorspelt veel problemen voor ons om later te bepalen hoe we correcties kunnen aanbrengen om de juiste tolerantie en oppervlakteafwerking te krijgen. Gelijkmatige snededieptes zorgen voor een gelijkmatige spaandikte, voorspelbare doorbuiging van het onderdeel of gereedschap en gelijke warmteafvoer tijdens snedes.
Waarom is het belangrijk?
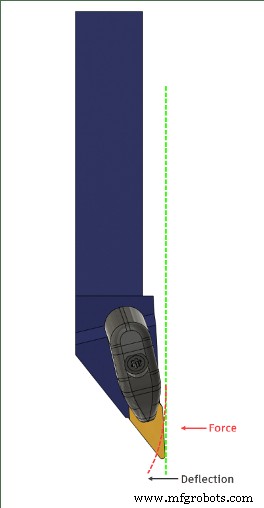
De variabelen tot een minimum beperken is altijd het ideale scenario. Het minimaliseren van variabelen zorgt voor een snelle diagnose van problemen die zich kunnen voordoen. Als we bijvoorbeeld een grote gereedschapsdoorbuiging hebben terwijl we dezelfde hoeveelheid over meerdere schouders snijden, kunnen we eenvoudig onze gereedschapsoffsets in de controller aanpassen om rekening te houden met de doorbuiging voor elke diameter. Als we een constante snedediepte hebben, wat resulteert in een dunne laatste ruwe pas op één schouder, maar de andere twee gelijk zijn, kunnen we fluctuaties in de resulterende diameter hebben, simpelweg gebaseerd op de doorbuiging van het gereedschap. Om nu een probleem op te lossen waarbij we variabiliteit hebben, moeten we teruggaan naar Fusion om de afmetingen van de enkele diameter te wijzigen om deze in tolerantie te brengen zonder de andere twee diameters te verstoren.
Met onderdelen die meerdere schouders bevatten, zoals het voorbeeld waar we naar kijken, is de ideale manier om de snedediepte te bewerken niet altijd een constant voorgeschreven getal. De gebruiker kan onmogelijk verantwoordelijk worden gehouden voor het meten van elke schouderdiameter en het berekenen van een gemiddelde snedediepte vanaf de bovenkant van de voorraad over het hele onderdeel.
Zelfs Depths of Cut is hier om de dag te redden!
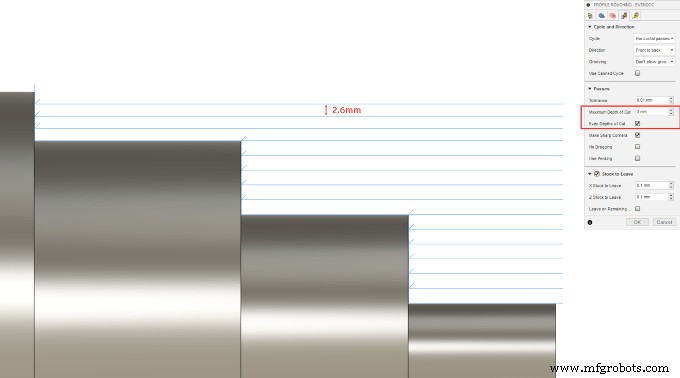
Een "Maximale zaagdiepte" ingesteld op 3 mm met "Even zaagdiepten" ingeschakeld, genereerde een diepte van 2,6 mm om een voorspelbaarder resultaat te produceren.
Dus, hoe werkt het?
Eenvoudige geometrie
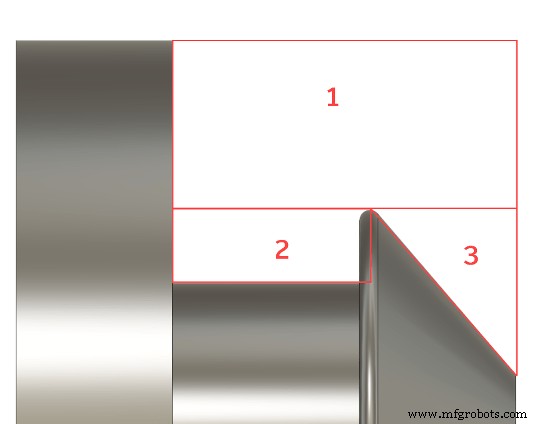
We splitsen elke diameter op in een 'regio' om de juiste step-down van elke regio te berekenen en voegen ze vervolgens samen tot een gemiddelde dat gelijkmatig over alle breedtes wordt verdeeld. Hieronder vindt u twee basisvoorbeelden van hoe regio's worden gedefinieerd in het algoritme op basis van het feit of de gebruiker ervoor kiest om verticale of horizontale passen uit te voeren. Voor dit geval hebben we de software een voorgestelde "Maximale snijdiepte" van 3 mm gegeven. 3 mm zal niet de exacte snijdiepte zijn voor elke doorgang zoals bij een constante snijdiepte, maar een waarde die niet overschreden mag worden. Het algoritme kijkt nu vooruit naar het model en splitst het in regio's op basis van het herkennen van flats en berekent de diepte van elke passage om ze gelijkmatig te verdelen. Het resultaat is 2,6 mm voor elke pas en een voorspelbare snijconditie die constant is van schouder tot schouder.
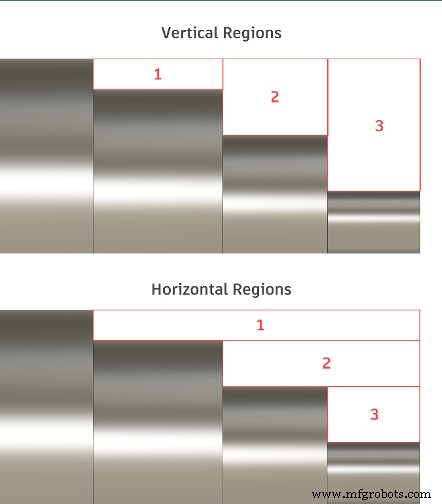
Verticale en horizontale gebieden, eenvoudige geometrie
Complexe geometrie
Maar wat gebeurt er als de onderdeelgeometrie ingewikkelder is? Dit eerste voorbeeld van complexere geometrie laat zien waar we een ongelijkmatige snedediepte kunnen hebben.
'Constante snedediepte' op complexe kruisingen toont een dunne snede over de top van deze geometrie.
Er is geen eenvoudige manier om regio's te identificeren op basis van vlakke oppervlakken. Hoe definiëren we de regio om dit deel op te splitsen?
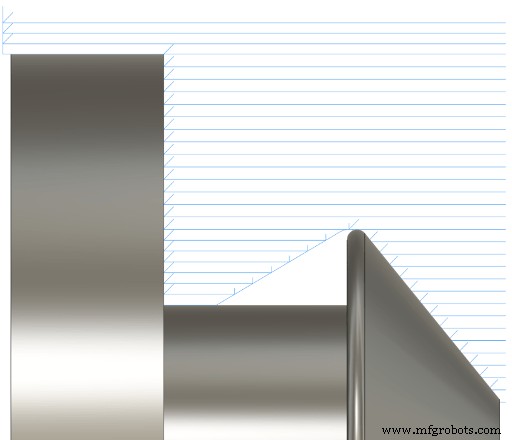
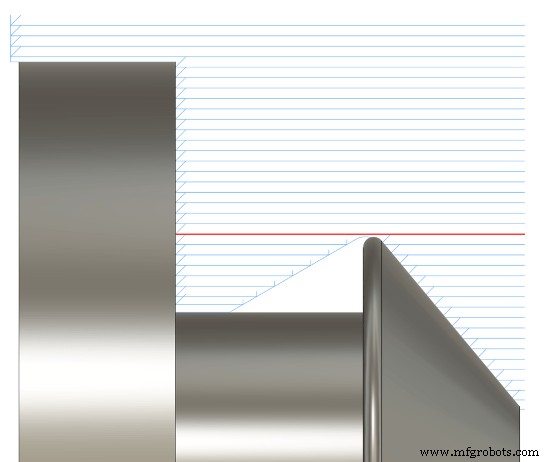
'Even snedediepte' op de complexe kruising
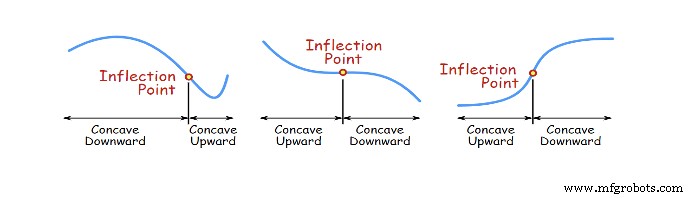
Door het (de) buigpunt(en) van het model te gebruiken, kunnen we de te splitsen gebieden bepalen en de snijdiepte gelijkmatig berekenen voor complexe vormen.
Gehoekte gezichten
Het laatste geval is schuine gezichten. Voor dit geval kunnen we kijken naar een voorbeeld van een NPT-schroefdraad met een tapsheid van 5 graden naar de as. Het algoritme bekijkt alles groter dan 5 graden als een regio; alles wat minder is, wordt niet als een splitsingsgebied beschouwd. Zoals in het taps toelopende oppervlak hieronder.
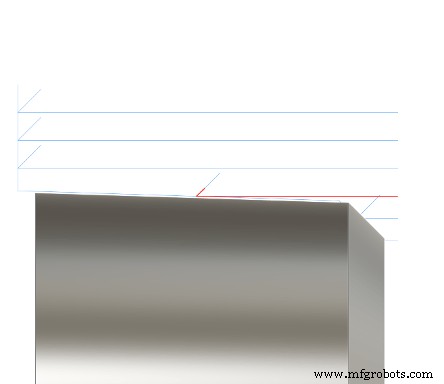
'Constante snijdiepte' op <5deg taps toelopend oppervlak
Zonder vlak om het gebied te bepalen of een buigpunt, kunnen we niet duidelijk identificeren wat een goed deelbaar gebied is om een gelijkmatige snedediepte te bereiken. In feite zullen we bij deze helemaal geen gelijkmatige snedediepte kunnen bereiken vanwege het schuine oppervlak. Maar om de kleine resterende hoeveelheid materiaal te elimineren, kunnen we bepalen wat het minimum en het maximum van een gebied is voor schuine vlakken. Daarom hebben we een maximale hoek van 5 graden ingebouwd voor het overwegen van regio's. Als de hoek groter is dan 5 graden, wordt het niet als een "vlak" gebied beschouwd. Geeft ons de beste resultaten hieronder.
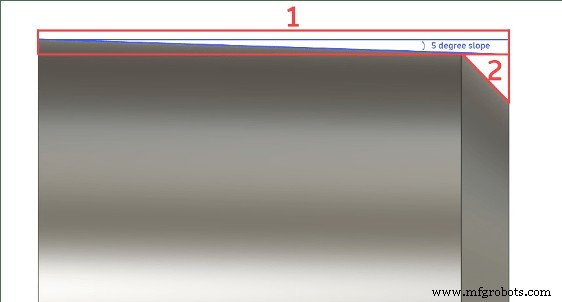
Regio's voor>5Deg helling
'Even snedediepte' op taps toelopend oppervlak van>5deg
Wat komt er hierna?
We zijn begonnen met een gelijkmatige snedediepte voor het voorbewerken van de buitendiameter en binnendiameter met bijna elke combinatie van instellingen, behalve een paar:geen weerstand, terugsnijden en machinale bewerking in rust (werken vanaf gieten).
We hebben enkele vrijheden genomen met aannames in het algoritme en willen meer opties openen die gebruikers kunnen bepalen. De maximale snedediepte is bijvoorbeeld de enige invoer, dus wat is de minimale snedediepte? Momenteel behandelen we het per regio. Elk vlak gebied dat kleiner is dan de maximale snedediepte, beschouwen we ook niet als een gebied. We zullen proberen een minimale snijdiepte te openen om die waarde beter te controleren.
Bekijk deze nieuwe productietechnieken eens. Gebruik Fusion 360 nog niet, probeer het vandaag nog.

Industriële technologie
- Wat is een Toggle Press en hoe werkt het?
- Wat is compressiegieten en hoe werkt het?
- Wat is transfer molding en hoe werkt het?
- Wat is een transmissie en hoe werkt het?
- Wat is 3D-printen? - Soorten en hoe werkt het?
- Wat is booglassen? - Typen en hoe werkt het?
- Wat is Bevel Protractor en hoe werkt het?
- Wat is een CNC-kotterbank en hoe werkt het?
- Wat is een industriële koppeling en hoe werkt het?
- Hoe werken chatbots? | Waarom is het belangrijk voor uw bedrijf | 2018
- Hydraulische systeemcomponenten:hoe ze werken en waarom ze belangrijk zijn