


Uitgloeien van 3D-prints. Uw 3D-afdrukken op een gemakkelijke manier verbeteren!
Iedereen die ooit een 3D-object heeft geprint, weet dat er nare verrassingen op je kunnen wachten als het klaar is.
Kromtrekken, delaminatie en andere defecten kunnen een mooie afdruk bederven.
Maar wist u dat het uitgloeien van uw afdrukken deze problemen kan helpen voorkomen en betere afdrukken kan produceren?
3D-printen is een fantastische technologie die de wereld stormenderhand heeft veroverd. Maar net als elke andere technologie heeft het zijn eigenaardigheden.
3D-afdrukken gloeien
Een van de meest voorkomende problemen met 3D-printen is dat prints niet zo sterk zijn als je zou willen. Vaak komt dit doordat er onvoldoende warmte op de print wordt aangebracht, waardoor het plastic te snel afkoelt.
Als u uw geprinte object wilt verbeteren, moet u ze gloeien! Het gloeien van uw 3D-afdrukken kan een geweldige manier zijn om hun kwaliteit en duurzaamheid te verbeteren.
Wat is gloeien bij 3D-printen?
Uitgloeien is een warmtebehandelingsproces dat wordt gebruikt om de fysieke en mechanische eigenschappen van metalen bij uitgloeitemperaturen te veranderen. Het doel is om het metaal zachter te maken, spanningen te verwijderen en de taaiheid en taaiheid te verbeteren.
Het wordt vaak gebruikt bij de vervaardiging van metalen en legeringen en de fabricage van metalen onderdelen. Het proces omvat het verhitten van het metaal tot een bepaalde temperatuur en het vervolgens gedurende een bepaalde periode op die temperatuur houden.
Nadat de vereiste tijd is verstreken, wordt het metaal langzaam afgekoeld tot kamertemperatuur.
Tips die u moet weten over het gloeiproces in het 3D-afdrukproces
Hittedoorbuigingstemperatuur
Gloeien is een proces dat alleen mag worden uitgevoerd op metalen die bestand zijn tegen hogere temperaturen. Het metaal moet worden verwarmd boven de herkristallisatietemperatuur of warmtedeflectietemperatuur, maar onder het smeltpunt.
Smelttemperatuur
Verder moet u de gloeitemperatuur en -tijd zorgvuldig controleren om de gewenste resultaten te bereiken. Koel het metaal na het gloeien langzaam af tot kamertemperatuur of smelttemperatuur. Nogmaals, je kunt het uitvoeren met een gas- of elektrische oven.
Als je het een gasoven doet, pas je de warmte indirect toe door de ovenwanden op een geschikte temperatuur te verwarmen. Daarentegen verwarm je de werkplek direct bij gebruik van een elektrische oven.
Hoe werkt het gloeien van PLA?
Gloeien Polymelkzuur werkt door het filament te verhitten tot een specifieke temperatuur en het gedurende een bepaalde periode op die temperatuur te houden om kristallijne structuren in het materiaal af te breken.
Dit wordt gevolgd door koeling onder gecontroleerde omstandigheden, meestal in koele lucht of water, maar soms met externe vinnen of andere apparatuur zoals verwarmde printbedden.
Het proces kan meerdere keren worden uitgevoerd en verbetert voortdurend de materiaaleigenschappen. PLA is een amorf plastic, wat betekent dat het geen regelmatig herhalend patroon van atomen heeft zoals je zou vinden bij metalen of andere kristallijne materialen.
Het bestaat uit onregelmatige klonten die amorfe gebieden worden genoemd, afgewisseld tussen andere gebieden die bekend staan als kristallieten. Wanneer deze moleculen met lange ketens opwarmen, worden ze mobieler en kunnen ze wat gemakkelijker langs elkaar glijden.
Waarom heeft PLA gloeien nodig?
PLA is een thermoplast die is gemaakt van maizena en suiker. Het heeft een lager smeltpunt dan andere thermoplasten, zoals acrylonitrilbutadieenstyreen (ABS) en polyethyleentereftalaatglycol (PETG). Het kan snel worden gesmolten door de hitte van een extrudermondstuk.
Het lage smeltpunt van PLA maakt het vatbaar voor kromtrekken en krimpen wanneer het bij hoge temperaturen wordt geprint.
Het gloeien van PLA verwijdert de spanningen die worden veroorzaakt door het 3D-printproces bij hoge temperaturen en verbetert de taaiheid en taaiheid ervan. Dit heeft tot gevolg dat gegloeide onderdelen minder snel kromtrekken of krimpen en beter bestand zijn tegen breuk.
PLA heeft ook gloeien nodig omdat PLA-filament is gemaakt van biologisch afbreekbaar materiaal. Het gloeiproces geeft extra sterkte en duurzaamheid aan het filament, waardoor het meer geschikt is voor gebruik in FDM-printers.

PLA-afdrukken gloeien
Het gloeiproces kan worden uitgevoerd met behulp van een gas- of elektrische oven. Bij het uitgloeien van PLA-filament is het essentieel om een temperatuur te gebruiken die onder het smeltpunt van het filament ligt.
De aanbevolen temperatuur voor het uitgloeien van PLA-filament is 175 graden Celsius. Het filament moet tot deze temperatuur worden verwarmd en tussen de 30 en 60 minuten worden vastgehouden. Nadat de vereiste tijd is verstreken, moet het filament langzaam worden afgekoeld tot kamertemperatuur.
De gloeitemperatuur en -tijd moeten zorgvuldig worden gecontroleerd om de gewenste resultaten te bereiken. Het metaal moet na het uitgloeien langzaam worden afgekoeld tot kamertemperatuur.
Hoe kun je PLA gloeien zonder kromtrekken?
Een van de belangrijkste redenen waarom mensen PLA gloeien is om kromtrekken te voorkomen, maar hoe kun je dit doen zonder een oven?
Hoewel het niet zo effectief is als het gebruik van een oven, zijn er een paar methoden die kunnen worden gebruikt om uw afdruk voldoende te verwarmen om herkristallisatie te veroorzaken.
- De eerste methode is om je print op een elektrische kookplaat te plaatsen en de temperatuur in te stellen op ongeveer 100 graden Celsius. Zorg ervoor dat de kookplaat waterpas staat, zodat je print niet kromtrekt tijdens het opwarmen!
- De tweede methode is om een haardroger te gebruiken. Richt de luchtstroom ongeveer 15-20 seconden op het onderdeel, zet vervolgens de droger uit en laat het onderdeel langzaam afkoelen.
- De derde methode is om een warmtepistool te gebruiken. De sleutel bij deze methode is om ervoor te zorgen dat het pistool op een afstand van ongeveer 15-20 cm van de afdruk wordt gehouden en dat je het langzaam heen en weer beweegt tijdens het verwarmen. Het is belangrijk op te merken dat geen van deze methoden zo effectief is als het gebruik van een oven, maar ze zullen helpen om eventuele vervormingen te minimaliseren.
Glasovergangstemperatuur. Op welke temperatuur gloei je PLA?
De aanbevolen temperatuur voor het uitgloeien van PLA-filament is 175 graden Celsius en duurt maximaal 60 minuten. Houd er echter rekening mee dat de juiste gloeitijd varieert.
Nadat de vereiste tijd is verstreken, moet het filament langzaam worden afgekoeld tot kamertemperatuur. Sommige materialen kunnen ook worden gegloeid bij een glasovergangstemperatuur van 140 tot 370 graden Celsius.
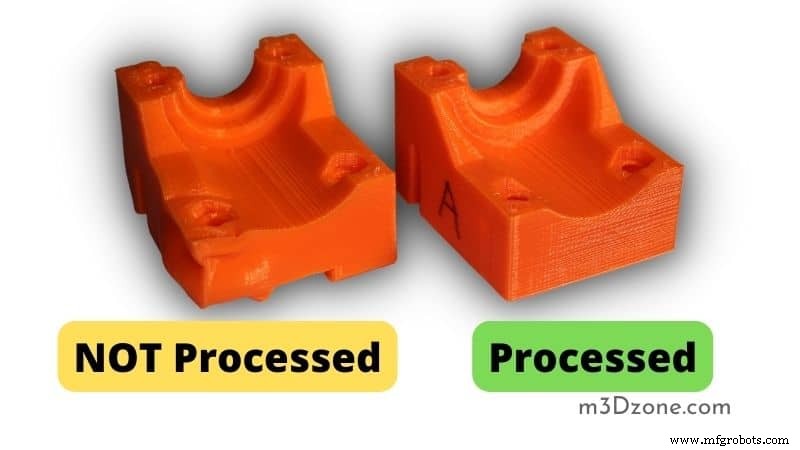
Hoe gloeien uw 3D-afdrukken beter maakt
Het proces resulteert in vitalere metalen onderdelen met een meer gelijkmatige korrelstructuur. Wanneer je je PLA-prints gloeit, zullen ze minder snel kromtrekken en van vorm veranderen als gevolg van temperatuurveranderingen in de loop van de tijd.
Het maakt het voor u gemakkelijker om uw afdrukken achteraf te schuren (als u dat wilt), omdat de lagen netjes tegen elkaar aanliggen.
Het gloeien van ABS is vooral voordelig bij het aan elkaar lijmen van ABS-onderdelen in plaats van de traditionele lijmmethode met oplosmiddelen te gebruiken.
Als uw 3D-afdruk eenmaal een warmtebehandeling heeft ondergaan, moeten alle oppervlakken en lagen vergelijkbare kristallijne structuren hebben en daarom is de kans groter dat ze beter hechten aan lijmen of epoxy's, vooral als ze van dezelfde spoel komen!
Uw afdruk zal waarschijnlijk ook een beetje glanzender en kleurrijker zijn nadat deze is uitgegloeid, aangezien het uitgloeiproces de neiging heeft om alle glanzende PLA-vernis die mogelijk nog op uw afdruk heeft gezeten, weg te branden.
3D-prints die met warmte zijn behandeld voordat ze aan elkaar worden gelijmd, hoeven niet zo veel te worden vastgeklemd als bij ongeverfde prints, omdat er een groter oppervlak is waar hechtlagen elkaar kunnen raken.
Bij metalen onderdelen heb je ook niet zoveel bouten of klinknagels nodig om ze bij elkaar te houden – in ieder geval onder bepaalde voorwaarden! Door ABS-filament te gloeien wordt het tijdens het extrusieproces smeltender, wat goed is als je toch van plan bent om met ABS te printen.
Het maakt het gemakkelijker voor ABS-filamenten om zich te hechten aan de onderliggende lagen, waardoor de kans op kromtrekken wordt verkleind.
Uitgloeien van transparante materialen
Er zijn veel verschillende soorten transparante materialen, waaronder gegloeid glas, gesmolten silica en saffier. Deze materialen hebben een hoge mate van optische homogeniteit, waardoor ze uitermate geschikt zijn voor toepassingen als glasvezel en lasers.
Vergeet nooit transparante materialen zoals glas te gloeien op de glasovergangstemperatuur. Er bestaan veel andere transparante materialen, maar deze zijn mogelijk niet zo kristalhelder als de drie hierboven genoemde.
Vensterglas is bijvoorbeeld gemaakt van gesmolten zand dat is afgekoeld tot een vaste stof met alleen microscopisch kleine oppervlakte-onregelmatigheden in de orde van grootte van 600 nanometer of minder. Ter vergelijking:de meeste saffieren hebben oppervlaktekenmerken van enkele micrometers groot!
Bij het uitgloeien van materiaal is het belangrijk om het boven de herkristallisatietemperatuur (T) te brengen. Het moet lang genoeg op die temperatuur worden gehouden om een voldoende aantal microkristallen te laten groeien. Een karakteristieke tijdsafhankelijke groeicurve.
Naarmate het aantal kernen exponentieel toeneemt, komt er een punt waarop meer energie in groeiende kristallen wordt gestopt dan dat er nieuwe kristallen worden gevormd. Deze groeifase wordt statische herkristallisatie genoemd omdat er geen netto verandering is in de grootte van het kristal.
Op dit punt wordt de T gelijk aan de uitgloeitemperatuur, wat betekent dat elke verdere temperatuurstijging zal resulteren in geen verandering in kristalgrootte of dichtheid!
De snelheid waarmee ze zijn afgekoeld, bepaalt hoe snel kiemvorming kan plaatsvinden en dus welke vorm de gegroeide kristallen zullen aannemen. Lagere koelsnelheden produceren smalle korrels, terwijl snellere koelsnelheden grotere korrels produceren.
Om de best mogelijke resultaten te bereiken, vooral bij het uitgloeien van zeer zuivere materialen zoals fused silica (siliciumdioxide), is het essentieel om zowel T- als koelsnelheid te regelen.
De temperatuur moet binnen 0,1 graad Celsius worden gehouden als de gloeitijden uren zijn; bij korte gloeitijden (enkele minuten) kan deze tolerantie echter dalen tot honderdsten van een graad Celsius.
Wat de koelsnelheden betreft, kan het verschil tussen 50 millimeter per minuut en 150 millimeter per minuut groot zijn. Minder zuivere materialen zijn meestal meer vergevingsgezind voor onnauwkeurige T- en koelsnelheidregeling.
Houd er rekening mee dat transparante materialen gevoelig zijn voor scheuren tijdens het gloeien. Zelfs pogingen om spanning op het materiaal te vermijden door gecontroleerde koeling in waterbaden kunnen riskant zijn!
Het gloeien van PETG. Kan PETG worden gegloeid?
Een van de meest gestelde vragen over gloeien is of PETG gegloeid kan worden. Het antwoord op deze vraag is een beetje ingewikkeld. PETG heeft een veel lagere herkristallisatietemperatuur dan PLA en ABS, dus het is een uitdaging om succesvol te gloeien.
Als je de temperatuur echter boven de herkristallisatietemperatuur kunt verhogen en daar lang genoeg kunt houden, zal PETG net als elk ander materiaal uitgloeien. De grootste uitdaging is het bereiken van de vereiste temperaturen zonder het object dat u afdrukt te beschadigen.
Omdat PETG een lagere herkristallisatietemperatuur heeft dan PLA of ABS, is het gevoeliger voor schade als de temperatuur te hoog is. Dit betekent dat de gloeitemperatuur lager moet zijn en de tijd op temperatuur langer moet zijn om succesvolle resultaten te behalen.
Hoeveel zal mijn PLA krimpen na gloeien?
Je PLA zal flink krimpen. Het is niet ongebruikelijk dat het in alle dimensies tot 10% krimpt! U moet twee keer nadenken over het printen van onderdelen met zeer dunne wanden of uitsteeksels, vooral als ze lang en niet ondersteund zijn, omdat uw onderdeel zal vervormen en merkbaar van vorm zal veranderen als het wordt uitgegloeid.
This includes overhanging chamfers on the side of your print. If you want the edges to line up nicely with each other after annealing them, make sure their bottom layer doesn’t have any sharp corners or cuts around it since those can get stressed easily by heat treatment too.
On average, your ABS prints might shrink about 2-3% in all dimensions before they start warping significantly from being annealed. Your part’s shape might change a bit, too, especially if you have very thin walls or overhangs.
If the walls are too thin to remain straight without bowing out toward the inside of your print after being annealed, they’ll most likely break off when you try removing it from your build plate.
How Do I Clean My Prints After Annealing?
Abrasives or solvents will remove cold-bed ooze so the part can be glued in place. However, it would help if you were careful not to move around too much while sanding/scraping your print because that could cause it to warp or crack.
If there are any especially thin pieces on your model – like threads or tiny whiskers of plastic – then they might become even lighter after treatment and may break off entirely afterward. Clean up all loose ends by scraping them with a razor blade or file!
Bottom Line
Annealing is the best way to make PLA and PBS prints warp less when handled because it straightens out the internal layers of the filament while allowing the exterior to remain unchanged.
Make your 3D print look cleaner and shinier by annealing it before you use it for anything! It is the best treatment you can give your ABS prints since it straightens out the internal layer, so they don’t warp when you handle them!
3d printen
- De kwaliteit van uw industriële lakproces verbeteren
- Haal het meeste uit uw STL-bestanden
- De perfecte afwerking van uw SLS-afdrukken
- Levendige kleuren voor uw SLS-afdrukken
- Eersteklas afwerking voor uw FDM-afdrukken
- Temperatuurbewaking op de Raspberry Pi
- Roterend Brootsen:de snelle en gemakkelijke manier om een vierkant gat te boren
- Topuitdagingen op het gebied van Industrie 4.0
- Verbetering van de bewerkbaarheid van aluminium
- De nauwkeurigheid en prestaties van uw waterstraalsnijmachine verbeteren
- De beste manier om uw IoT-prototype te bouwen