


Ender 3 (Pro, V2) beste ondersteuningsinstellingen; De complete gids
Bij 3D-printen heeft elke nieuwe laag iets eronder nodig om aan te plakken, dit kan het bed zijn of een eerdere laag. Over het algemeen zou het het beste zijn om een onderdeel te ontwerpen om rekening te houden met die beperking, maar er zijn ondersteuningen wanneer dit niet mogelijk is.
Ondersteuningen worden meestal vermeden omdat ze meer materiaal verbruiken, de afdruktijd verlengen en moeilijk te verwijderen zijn. Maar er zijn situaties waarin ondersteuning onvermijdelijk is of dat ze de uiteindelijke afdrukkwaliteit verbeteren. Met een goed afgestemd slicerprofiel kunnen de resultaten verbluffend zijn en met weinig nabewerkingsinspanningen.
Ik zal veel meer in detail treden, maar als je haast hebt, zijn dit goede ondersteuningsinstellingen om je op weg te helpen met een Ender 3 Pro/v2:stel de ondersteuningsstructuur in op "Normaal ", ondersteuning voor plaatsing tot "Aanrakende bouwplaat", overhanghoek tussen 45º-60º, ondersteuningsdichtheid tot 20%, ondersteuning Z-afstand tot 0,2 mm en ondersteuning X/Y-afstand tot 0,6 mm.
In de volgende paragrafen zal ik elk van deze doornemen en in detail bespreken waar ze goed voor zijn, en de heuristieken die je kunt gebruiken om ze te veranderen. Daarnaast zal ik ook een paar extra instellingen doornemen die niet ongewijzigd mogen blijven.
Als je niet al het vallen en opstaan wilt doorlopen om de ideale instellingen te vinden voor het maken van hoogwaardige prints op je Ender 3, bekijk dan zeker onze eigen speciaal op maat gemaakte Cura-profielen voor de Ender 3-printerserie (u kunt ze allemaal krijgen voor slechts $ 7).
Wat zijn ondersteuningen en waarom gebruiken we ze?
Supports zijn geprinte structuren die geen deel uitmaken van het 3D-model, gemaakt om printen in de lucht te voorkomen. Ondersteuningen kunnen automatisch worden gegenereerd door de slicer of vooraf worden gemodelleerd bij het ontwerpen van het stuk. Deze structuren moeten vervolgens in de nabewerking van het onderdeel worden verwijderd. Printers met dubbele extruders kunnen in water of oplosmiddel oplosbare dragers printen, maar die hebben andere regels en instellingen die niet in dit artikel worden besproken.
Verschillende soorten ondersteuningen (Normaal of Boom)
Automatisch gegenereerde ondersteuningen kunnen eenvoudige structuren zijn die zijn gemaakt van lijnen of een raster of meer complexe structuren met boomachtige takken. De beslissing om de ene boven de andere te kiezen is niet altijd duidelijk, maar voor platte of boxy modellen zouden normale steunen goed moeten werken en voor meer organische figuren zullen boomsteunen een beter oppervlak achterlaten nadat ze zijn verwijderd. Beide zijn sterk afhankelijk van hoe ze zijn geconfigureerd, maar in principe kunnen normale ondersteuningsstructuren meestal worden verpletterd of losgewrikt en zijn boomondersteuningen meestal steviger. Boomsteunen zullen uw snijtijd merkbaar langer maken, dus u zult geduld moeten hebben met grotere modellen.
Verschillende ondersteuningspatronen
Slicers hebben veel verschillende ondersteuningspatronen voor normale ondersteuningen, maar het komt neer op slechts twee categorieën:sterk of dun. Geïnterlinieerde structuren zoals het rasterpatroon zijn sterk en komen in één stuk los zodra de print klaar is, of soms komen ze helemaal niet los omdat ze niet correct zijn geplaatst. Aan de andere kant kunnen dunne structuren zoals lijnen, zigzaglijnen of concentrische patronen worden weggedrukt. Opruimen is rommeliger, maar ze komen er altijd op de een of andere manier uit. Geen van beide is beter voor elk model, en het is vooral een kwestie van smaak en de beschikbare tools.
De meest verstandige eerste gok zou zijn om dunne structuren te gebruiken omdat ze sneller printen en minder materiaal gebruiken. Desalniettemin, als de structuur te dun is, zal deze falen en uw afdruk verpesten. Er zijn andere instellingen om uw ondersteuning robuuster te maken. Probeer de ondersteuningsrand in te schakelen of het aantal ondersteuningsmuurlijnen te verhogen tot 1.
Wat is de 'ondersteuningsplaatsing'
Met de instelling "Steunplaatsing" kunt u beslissen of de steunen overal worden geplaatst of alleen degenen die de bouwplaat raken. Wanneer u "overal" selecteert, kunnen automatische ondersteuningen starten op het model dat wordt afgedrukt. Dit betekent dat wanneer u de steunen verwijdert, u een extra oppervlak heeft om schoon te maken.
Als u niet wilt dat ondersteuningen op het model starten, kunt u "aanrakende bouwplaat" selecteren en de slicer genereert alleen ondersteuningen waar deze een vrije plek heeft op de bouwplaat eronder. Dit is beter voor het opschonen, maar het kan zijn dat onderdelen niet worden ondersteund die niet correct kunnen worden afgedrukt. De laatste optie is om over te schakelen naar "boomsteunen" die alleen op de bouwplaat beginnen, maar takken uitbreiden naar overal waar dat nodig is.
Ondersteuningsdichtheid
Ondersteuningsdichtheid verwijst naar het aantal lijnen dat het zal afdrukken om de ondersteuningsstructuur te vormen, zoals bij infill. Te dicht en de dragers zullen moeilijker te verwijderen zijn, meer materiaal gebruiken en langer printen. Te schaars en het object wordt mogelijk niet goed of zelfs helemaal niet ondersteund. Een goede plek om te beginnen is 20%. Het is noodzakelijk om de "lagenweergave . te controleren ” om de gegenereerde ondersteuningen te zien. Met deze weergave heb je een duidelijk beeld van hoe de afdruk zal worden en hoe moeilijk het opruimen achteraf zal zijn.
Wat zijn overhangen en bruggen en hoe beperken ze de afdruk?
Wanneer de printer functies probeert af te drukken die vrijdragend zijn, wat er gebeurt, wordt plastic in de lucht geëxtrudeerd en heeft het de neiging terug te krullen of door te zakken. Deze kenmerken worden overhangen genoemd en kunnen worden afgedrukt tot op een punt met de juiste extrusiesnelheid en koeling.
Een brug is ook een kenmerk van het 3D-model en er wordt ook in de lucht geprint. Deze keer is er nog een ankerpunt in een rechte lijn waar de printbeweging eindigt. Als de ankerpunten dicht genoeg bij elkaar liggen en er voldoende koeling is, blijft de kunststof streng nagenoeg horizontaal. Er is altijd wat verzakking, maar in veel gevallen kan het goed zijn.
Een overhang- en overbruggingstest afdrukken
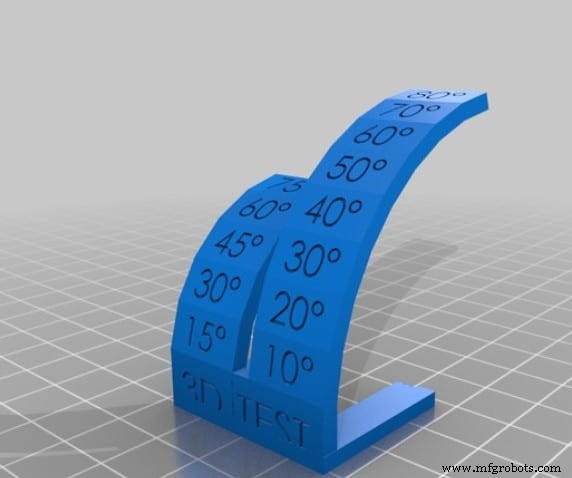
Om de overhang- en overbruggingscapaciteiten van uw printer te kennen, zijn er modellen die zijn ontworpen om ze te testen. De enorme gemeenschap heeft veel tests gedaan, maar hier vind je twee eenvoudige modellen die een goed begin zijn.
Wat je met de tests te weten komt, kan meestal worden verbeterd door je slicing-profiel aan te passen.
#1Overhangoverbruggingstest
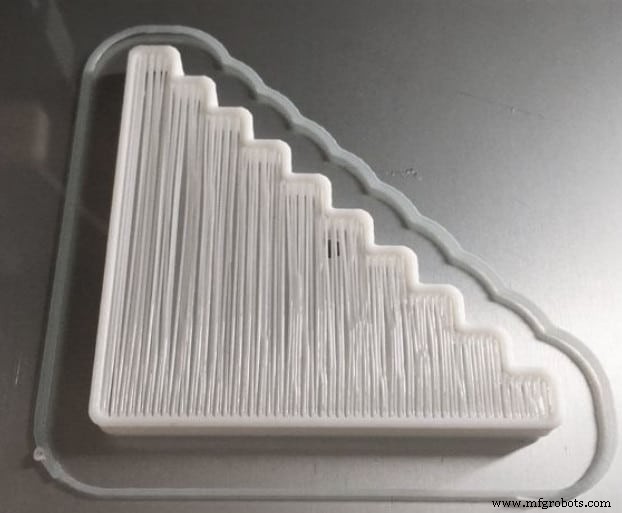
#2 Overhangoverbruggingstest
Overhanghoek, bruggen en hoe ze te verbeteren
De meeste printers kunnen wegkomen met een hoek van 45º overhangen, Ender 3 kan tot 60º gaan met de juiste instellingen. Het succes van een brug hangt af van hoeveel verzakking u bereid bent te accepteren. Tot 5 mm zul je waarschijnlijk succesvol zijn. Meer dan dat zou u moeten overwegen de tijd te nemen om uw printer af te stemmen of ondersteuningen te gebruiken. Met sommige filamenten is het mogelijk om bruggen van 150 mm te maken.
Betere koeling kan resulteren in betere overhangen en bruggen, controleer of je de ventilator op 100% hebt gedraaid om de beste resultaten in PLA en PETG te krijgen. Voor andere polymeren zoals ABS kan dit leiden tot delaminatie, dus wees voorzichtig.
Het verlagen van de printtemperatuur tot 5 of 10 ºC kan ook helpen bij overhangen en bruggen, maar ook de laaghechting wordt aangetast. Als u sterke onderdelen nodig heeft, probeer dan de extrusietemperatuur niet te veel te verlagen.
Ten slotte is er de extrusiesnelheid. Bij lichte onderextrusie zullen bruggen en overstekken een betere kwaliteit hebben, maar net als bij extrusietemperatuur zal de hechting van de laag ook worden aangetast en kan het zijn dat u onderdelen gaat zien die plastic missen. U kunt spelen met de stroomsnelheid in de slicer, deze elke keer met 1 tot 5% verlagen en de resultaten bekijken.
Wat is de Support Z-afstand en X/Y-afstand?
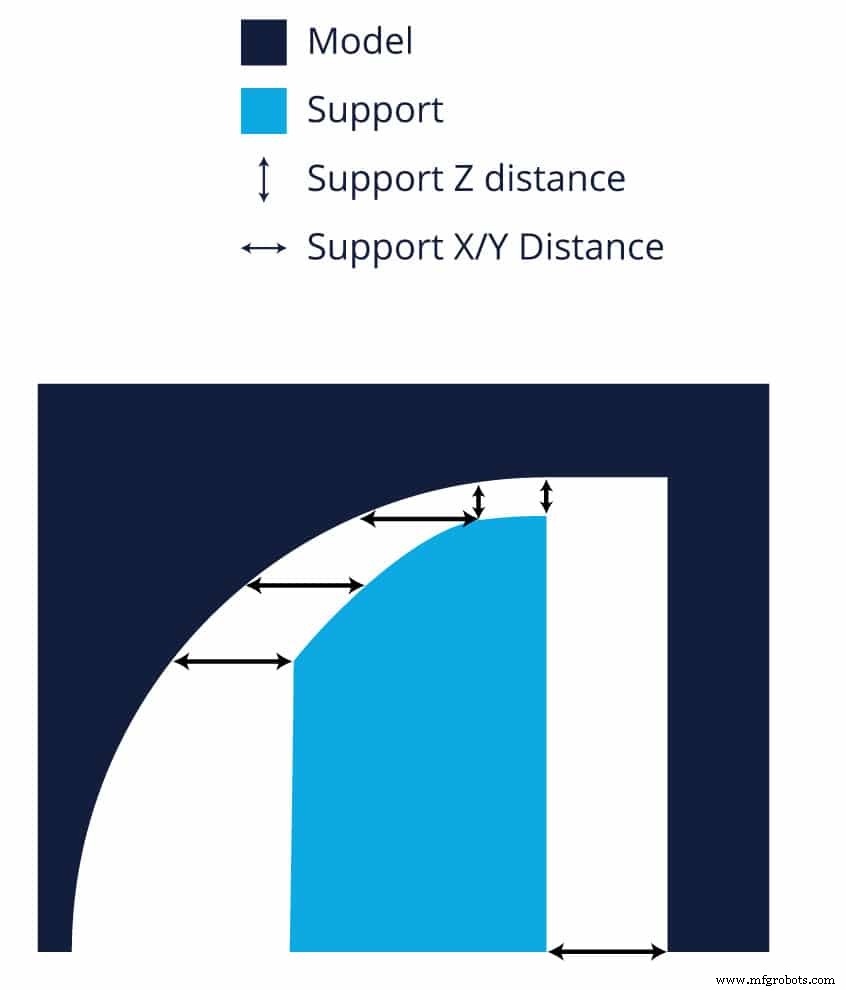
Nadat de ondersteunende structuur is afgedrukt, moet de machine een opening laten voordat er een nieuwe laag wordt afgedrukt, zodat deze niet te goed blijft plakken. Dit vereenvoudigt het verwijderingsproces, maar laat wat ruwheid achter in het contactoppervlak. Deze opening wordt Z-afstand genoemd en het wordt aanbevolen om ten minste een laag of twee te meten. 0.2 mm is meestal de standaard, maar als uw laaghoogte een stuk kleiner of hoger is, moet u deze wijzigen. Hoe groter de opening, hoe gemakkelijker deze te verwijderen is, maar ook slechter is het contactoppervlak.
X/Y-afstand is daarentegen niet zo gevoelig. Het is de ruimte die de snijmachine in de X- en Y-richting achterlaat, zodat de steunen het model niet raken. Een waarde van 0,6 mm of 0,7 mm zou goed moeten zijn. Als je problemen hebt met het losmaken van de steunen, kun je ze groter maken.
Wanneer heb je ondersteuning nodig? (45° &5 mm regels)
Er zijn twee regels voor overhangen en bruggen die gewoonlijk worden beschouwd bij het ontwerpen van onderdelen voor 3D-printen en bij het snijden.
- Als de overhanghoek meer dan 45º is, hebben ze waarschijnlijk steunen nodig.
- Als een brug groter is dan 5 mm, heeft deze waarschijnlijk ondersteuning nodig.
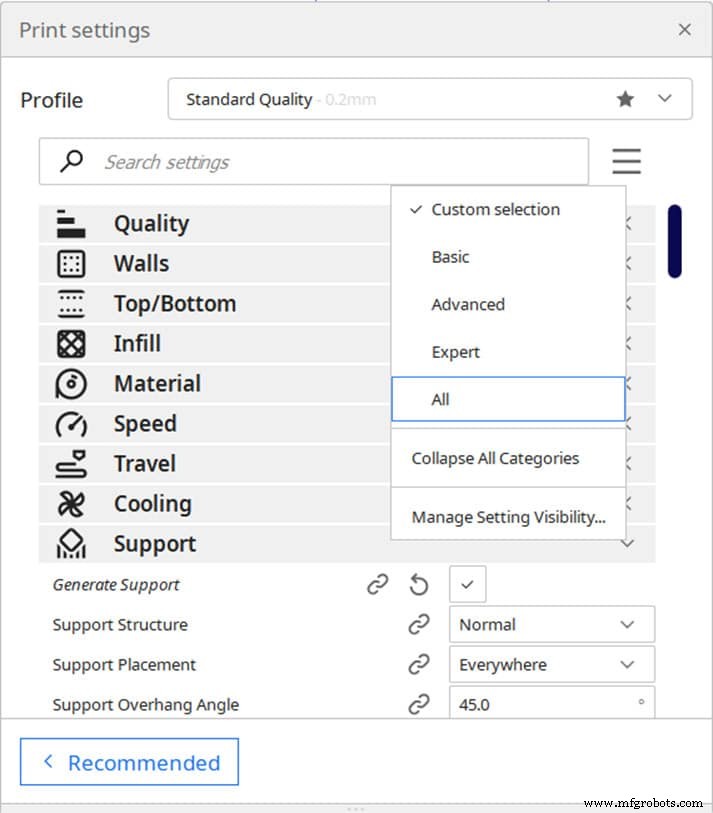
Hoe toegang te krijgen tot de ondersteuningsinstellingen in Cura
Om toegang te krijgen tot de ondersteuningsinstellingen, moet u op het hamburgerpictogram klikken. Alle instellingen uit dit artikel zouden beschikbaar moeten zijn wanneer u "Geavanceerd" selecteert in het vervolgkeuzemenu, behalve voor boomsteunen die u kunt vinden onder "Experimenteel" met "expert" geselecteerd.
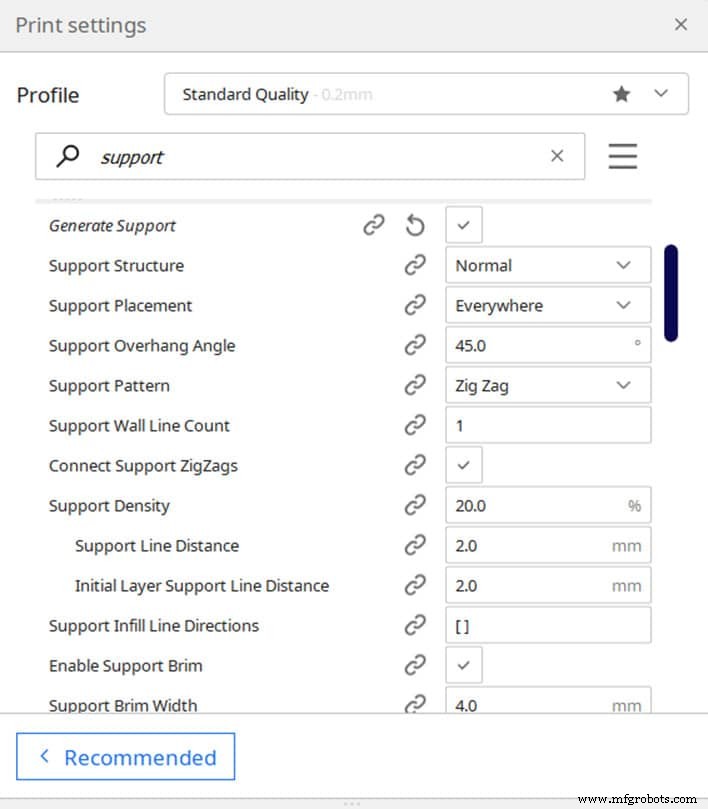
Ideale ondersteuningsinstelling voor de Ender 3
- Ondersteuningsstructuur:normaal
- Ondersteuningsplaatsing:"Aanrakende bouwplaat"
- Ondersteuning overhanghoek:45º – 60º
- Ondersteuningspatroon:zigzag
- Ondersteuningsdichtheid:20%
- Ondersteuning Z-afstand:0,2 mm
- Ondersteuning X/Y-afstand:0,6 mm
- Steundak inschakelen
- Schakel ondersteuningsrand in
Als je niet alle vallen en opstaan wilt doorlopen om de ideale instellingen te vinden voor het maken van hoogwaardige prints op je Ender 3, bekijk dan zeker onze eigen speciaal op maat gemaakte Cura-profielen voor de Ender 3-printerserie (u kunt ze allemaal krijgen voor slechts $ 7).
Conclusie
Het correct afstemmen van ondersteuningen kan de 3D-printervaring een stuk eenvoudiger maken. Met de 45º en de 5 mm-liniaal en slechts een paar instellingen zou je goed moeten zijn om te gaan.
Vergeet niet om de laagmodus op de slicer te gebruiken om ondersteuningen te controleren!
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Ondersteunende structuren voor 3D-printen:een complete gids
- De complete gids voor het kiezen van een explosieveilige motor
- De complete gids voor een juiste opslag van elektrische motoren
- De CNC-machinewerkplaats:een complete gids
- De complete gids voor 3D-printen
- De complete gids voor bewerkte onderdelen
- De basis van industriële natte remmen:een complete gids
- Uw gids voor de beste kraanmerken
- De complete gids voor voorraadbeheer
- Een Ender 3 verbinden met wifi:complete gids!
- 5-assige CNC-bewerking:de complete gids