


Muren en vulling die elkaar niet raken:zo los je het snel op!
Zoals elke liefhebber van 3D-printen die zijn zout waard is, weet, is infill een zeer belangrijk en essentieel aspect van de kwaliteit, sterkte en afdruktijd van een object. Soms verspillen we veel uren, elektriciteit en het printen van een object om erachter te komen dat de vulling de schaal (of wanden) van het model niet echt raakt, waardoor de vullingstructuur een beetje nutteloos wordt.
In dit artikel zal ik u door de redenen leiden die dit probleem kunnen veroorzaken en hoe u dit kunt oplossen. In een notendop, wat zijn de oorzaken die ertoe leiden dat de infill de schaal of wand van een 3D-geprint object niet raakt?
Muren en vulling die elkaar niet raken, kan worden veroorzaakt door onderextrusie, wat zelf kan worden veroorzaakt door lage mondstuktemperaturen, hoge bewegingssnelheden of onjuiste kalibratie van de printer, en het kan ook worden verholpen door de vulling aan te passen overlappende instelling. Het wordt aanbevolen om deze instelling in stappen van 1% te verhogen en de resultaten te testen.
| Oplossing | Beschrijving | Indicatie |
| Infill overlap | Het percentage dat de opvulling zal overlappen met de dichtstbijzijnde omtrek | Verhoog het met 2% tot 14% |
| Temperatuur mondstuk | Lage mondstuktemperaturen kunnen leiden tot onderextrusie. | Stel het in op de maximale temperatuur aangegeven door de fabrikant |
| Bewegingssnelheid | Als het te snel gaat, kan de extruder mogelijk niet het vereiste filament extruderen, wat leidt tot onderextrusie | Verlaag de bewegingssnelheid tot 25 mm/s |
| Voederproblemen | Wrijving in de Bowden-buis kan leiden tot onderextrusie | Maak het volledige voersysteem schoon en pas de voerspanning aan |
| Kalibratieproblemen | Onjuiste kalibratie kan ertoe leiden dat de printer minder filament verbruikt dan aangegeven. | Kalibreer de stappen van de extruder of verhoog de stroomsnelheid |
Redenen waarom muren de vulling niet raken

Er zijn een aantal redenen die ervoor zorgen dat de wanden van een afdruk de infill niet raken, en om het probleem te verhelpen, moet u een eliminatieproces doorlopen.
Hier is een basisroutekaart voor het diagnosticeren van het probleem. Zodra u heeft bevestigd dat het absoluut geen afdrukontwerpfout is, moet u het volgende systematisch doornemen.
Slicer-instellingen (verschillend voor elk printerprofiel)
De meest voor de hand liggende dingen om te controleren zijn uw slicer-instellingen, omdat dit de gemakkelijkste en snelste manier is om het probleem op te lossen.
Je moet kijken naar de Infill Overlap percentage. Volgens Cura bepaalt deze instelling “de mate van overlap tussen de vulling en de wanden als percentage van de breedte van de vullinglijn. Door een lichte overlap kunnen de wanden stevig aansluiten op de vulling. “
Blijkbaar heeft Cura verschillende standaard Infill overlap-instellingen, afhankelijk van het printerprofiel. Op mijn Ender 3 is dit ingesteld op 30%, op sommige andere printers is het ingesteld op 10% of zelfs 0%, dus uw instellingen kunnen ook een beetje variëren.
Als uw Infill Overlap is al ingesteld op 10% (Standaard Cura-instelling). Ik zou willen voorstellen om elke keer een paar tests uit te voeren met stappen van 2% om te zien of het probleem hiermee is opgelost; zo niet, dan kunt u deze parameter negeren als mogelijke oorzaak.
Zet in dat geval het overlappercentage terug naar het standaardpercentage van 10%, of wat het standaardpercentage voor uw printer ook is, en ga verder met uw diagnose.
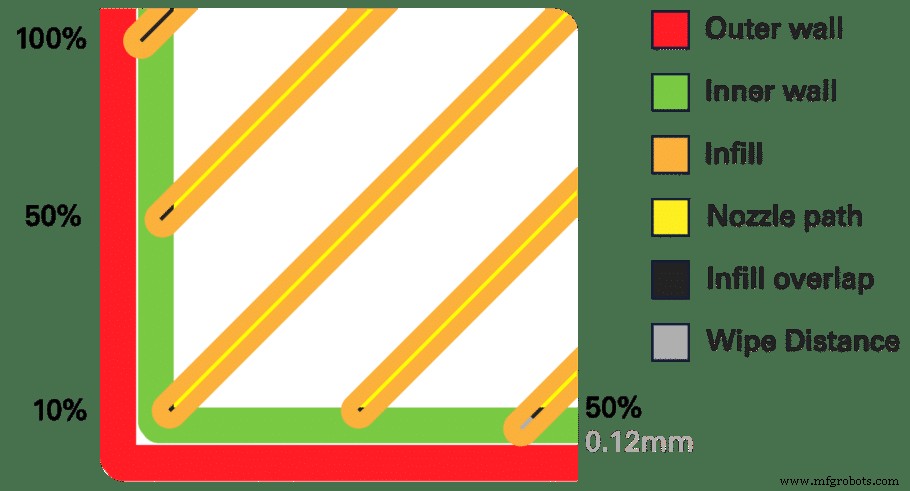
Zoals u kunt zien in de bovenstaande visuele illustratie, zou een instelling van 100% opvullingsoverlapping betekenen dat het pad van de spuitmond de volledige laagbreedte zou overlappen (0,4 mm bij gebruik van de meest populaire spuitmonddiameter).
Extrusietemperatuur
Uw volgende stap zou zijn om uw extrusietemperatuur te controleren. Waarom zou dit een mogelijke oorzaak kunnen zijn? Simpel gezegd, als de extrusietemperatuur te laag is, zal het gesmolten filament viskeuzer zijn en een regelmatige of gewenste stroom uit het mondstuk belemmeren, omdat een hogere druk nodig zal zijn om dezelfde hoeveelheid materiaal te extruderen.
Dit kan uiteindelijk leiden tot onderextrusie, waardoor de muren de vulling niet kunnen raken.
Als de extrusietemperatuur te laag is, leidt dit ook tot andere printcomplicaties, waaronder een slechte laaghechting en op filament op hetzelfde horizontale vlak tussen de wanden en opvulling.
Aan de andere kant, als de extrusietemperatuur te hoog is, zou dit resulteren in een nieuwe reeks problemen. Veranderingen in gesmolten filament zullen optreden als de temperatuur te hoog is en het gesmolten plastic te lang in het mondstuk blijft, wat leidt tot verstopping.
Controleer de aanbevolen temperatuur die wordt aangegeven door de fabrikant van het filament op de spoel die u gebruikt en stel de temperatuur in op de maximaal aanbevolen instelling van de spoel. Dit zal helpen om de juiste stroom uit het mondstuk te krijgen.
Als de PLA die u gebruikt bijvoorbeeld een temperatuurinstelling heeft van 190-215 °C, moet u de temperatuur instellen op 215°C, de resultaten controleren en deze langzaam verlagen om de goede plek te vinden.
Bewegingssnelheid
Temperatuur is de leidende factor in het debiet; de stroomsnelheid van gesmolten filament wordt echter ook bepaald door de grootte van de spuitmond, de afdruksnelheid en de laaghoogte. Al deze instellingen samen bepalen de stroomsnelheid, wat een maat is voor hoeveel gesmolten filament er per seconde uit het mondstuk wordt geëxtrudeerd.
Door te proberen meer materiaal door te duwen dan de stroomsnelheid toelaat, krijg je onderextrusie. De balans tussen temperatuur en de snelheid van het filament dat door uw printer naar het extrusiepunt gaat, mag niet tot het uiterste worden gedreven. Er moet altijd een goede balans tussen beide zijn.
Het klopt dat je met een hogere temperatuur sneller kunt printen. Omgekeerd, terwijl u een lagere temperatuur gebruikt; de bewegingssnelheid moet worden verminderd om de optimale extrusie te bereiken.
De bewegingssnelheid verschilt tussen printermodellen en om dit als oorzaak te elimineren, kunt u proberen de bewegingssnelheid in te stellen op 25 mm/s of in ieder geval lager dan 50 mm/s. Deze bewegingssnelheid is laag genoeg om te kunnen concluderen dat, als het probleem aanhoudt, het door een andere factor wordt veroorzaakt.
Onder-extrusie
Je hebt gelijk, we hadden het al eerder over extrusie bij het doorlopen van de nozzletemperatuur en bewegingssnelheid. Desalniettemin kan onderextrusie ook worden veroorzaakt door andere factoren die wat lastiger zijn. Omdat de vorige oorzaken eenvoudige oplossingen zouden hebben gehad, hebben we ze eerst weggegooid.
Zoals we eerder al zeiden, treedt onderextrusie op wanneer uw printer niet in staat is om de juiste hoeveelheid materiaal te produceren die nodig is voor uw afdruk. De voor de hand liggende symptomen zijn als u merkt dat uw printer lagen overslaat of dunner afdrukt dan normale lagen, of lagen die onderbroken zijn en gaten of stippen bevatten.
Als de temperatuur van de spuitmond en de bewegingssnelheid eenmaal buiten beeld zijn, is dit waarschijnlijk een van de moeilijkere problemen om op te lossen, omdat er veel variabelen zijn waarmee rekening moet worden gehouden. We zullen ze allemaal doornemen, beginnend met de gemakkelijkst op te lossen tot de moeilijkste, en hopelijk zult u in staat zijn om het werkelijke probleem te identificeren en het in het proces op te lossen.
Feederproblemen
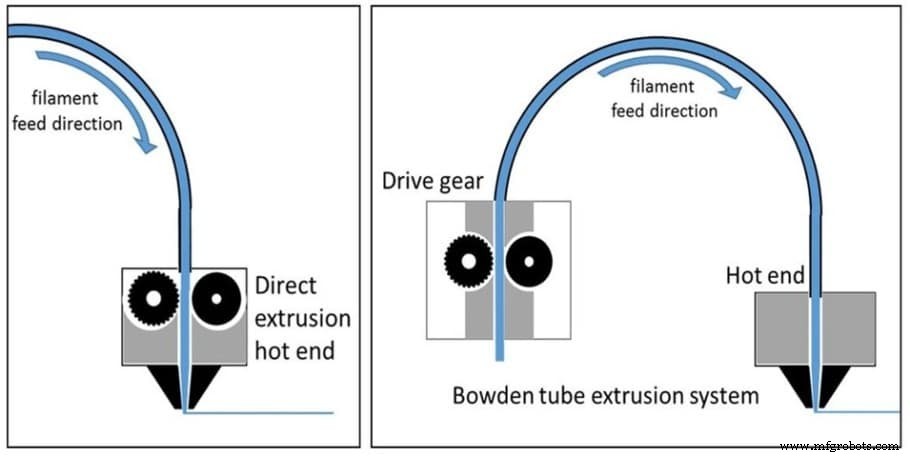
Als uw printer het Bowden-buistoevoersysteem gebruikt, is de kans groot dat uw probleem met onderextrusie te maken heeft met het haperen van uw Bowden-buis in het invoerproces, inclusief het hot-end.
Dit kan worden toegeschreven aan wrijving in de buis en het hete uiteinde die de voeding belemmert, of er is niet genoeg grip op het filament om de voeding met de juiste snelheid uit te voeren.
Om de spanning van de feeder op uw printer te controleren, moet u het filament uit de Bowden-buis verwijderen en onderzoeken op tekenen dat het door de buis wordt gevoerd. Als het filament nog steeds zo glad is als het filament op uw spoel, is de feederspanning te laag, wat betekent dat er niet genoeg grip op het filament is om het door het feedersysteem te duwen.
Net als het creëren van een balans voor het optimale sproeidebiet, moet ook hier een balans worden gevonden. Te weinig of te veel spanning in de feeder zal resulteren in onderextrusie. We hebben te weinig spanning besproken; Laten we nu eens kijken naar te veel spanning in het voersysteem.
Wanneer het filament de Bowden-buis binnenkomt, wordt het samengedrukt en platgedrukt, wat resulteert in beperkte beweging. De feeder graaft in het filament, wat gewoonlijk wordt aangeduid als slijpen, omdat het proces het filament wegvreet. De feeder zal hoogstwaarschijnlijk een tikkend geluid beginnen te maken en terugspringen, wat ook een teken is dat er een verstopping is in het hot-end.
Om deze situatie te verhelpen, moet u het filament van de feeder verwijderen en het hele feedersysteem reinigen, waarbij u de feederspanning tijdens het proces controleert. Omdat dit een hardwareprobleem is, kan het per printer verschillen, maar om u een idee te geven van hoe u het probleem kunt aanpakken, bekijkt u deze video over het aanpassen van de voedingsspanning van een Ultimaker.
Onder-extrusie door kalibratie
Extrusiekalibratie bepaalt wat de slicer uw printer opdraagt te verbruiken en wordt gemeten in mm over een vooraf bepaalde reisafstand. Als je printer goed is gekalibreerd, verbruikt hij echt exact dezelfde hoeveelheid filament.
Als de metingen niet overeenkomen en het verbruik is lager dan aangegeven door de snijmachine, dan is de kalibratie uit en zal er sprake zijn van onderextrusie. Er zijn twee manieren om de verkeerde uitlijning van de kalibratie te corrigeren, waarbij de ene methode eenvoudig is maar tijdelijk is, terwijl de andere methode ingewikkelder is maar een permanente oplossing is.
Permanente oplossing:extruderstappen kalibreren
De te volgen stappen zijn afhankelijk van de printer die u gebruikt, maar in principe volgt de test een vast patroon. Het doel van de oefening is om te bepalen of uw slicer-instructie correct wordt uitgevoerd.
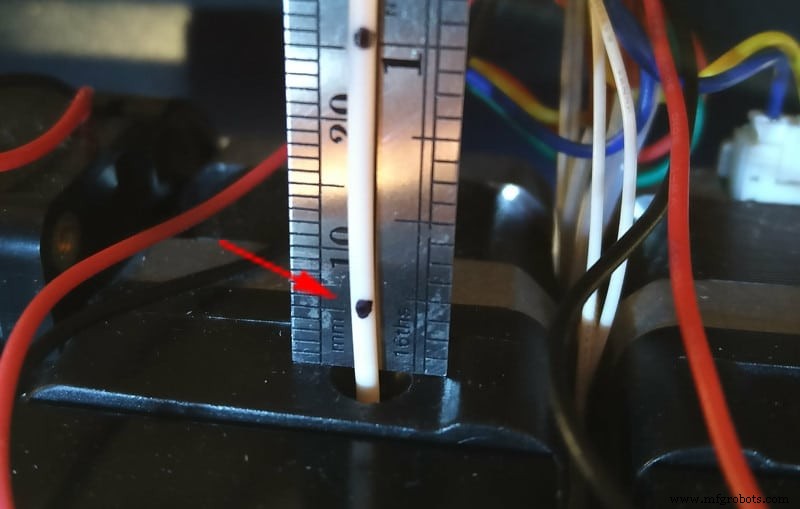
Begin met het gebruik van een schuifmaat, digitaal of handmatig, het maakt niet uit zolang u weet hoe u deze moet gebruiken en uw metingen nauwkeurig zijn. Houd een permanente marker of sharpie bij de hand, zodat je markeringen op je filament kunt maken die niet wegvegen. U meet nu precies 100 mm of 10 cm vanaf het begin van uw extruder en herhaalt de metingen nog twee keer, zodat u drie markeringen hebt op 100 mm, 200 mm en 300 mm.
Verwarm het hete uiteinde tot ongeveer 5 graden boven het hoge bereik van het filament om er zeker van te zijn dat de stroom consistent is. Geef uw printer nu opdracht om 100 mm (10 cm) materiaal te extruderen en kijk of de markering die u hebt gemaakt precies aan het begin van uw eerste meting bij de ingang van de extruder staat.
Als de markering die u hebt aangebracht in de extruder terechtkomt, is uw kalibratie mislukt en extrudeert uw printer meer dan is aangegeven. Dit is over-extrusie, en het extra geëxtrudeerde materiaal zal tegen de kostbare laag pletten en langs de zijkanten van de buitenste schil van je print naar beneden druppelen. U zult de slechte afwerking hebben opgemerkt van elke afdruk die u vóór uw test hebt afgedrukt. Om de kalibratie te corrigeren, moet u eerst bepalen wat de onjuiste waarde is, zodat u de nodige aanpassingen kunt maken op uw printerconsole.
Omgekeerd, als de lijn buiten is en niet in lijn ligt met de ingang, heb je te maken met onderextrusie, en dit kan heel goed de oorzaak zijn dat de schaal van je object de vulling niet raakt.
Om dit op te lossen, kunt u de extrusiestappen kalibreren. U moet zich ervan bewust zijn dat dit proces niet eenvoudig is, dus ik raad aan om de stroomsnelheid te verhogen als een proxy om dit probleem op te lossen.
Eenvoudige oplossing:het debiet wijzigen
Een parameter die naast de extruderstappen ook moet worden gecontroleerd, is de stroomsnelheid, omdat u hiermee de filamentstroom naar de extruder direct kunt regelen. Het is belangrijk om rekening te houden met de verschillende dichtheden van de filamenten die je gaat gebruiken.
De stroomsnelheid wordt beïnvloed door de diameter van het gebruikte filament en de diameter van de extrusie ten opzichte van de extrudermotor. De test meet min of meer de hoeveelheid filament die in de extruder wordt gevoerd.
U hebt een schuifmaat en een micrometer nodig om de variabelen nauwkeurig te meten, zodat het debiet kan worden berekend met behulp van deze waarden. Voordat u met de test begint, moet u ervoor zorgen dat het mondstuk op uw printer in een goede functionele staat verkeert en geen residu bevat aan de binnen- en buitenkant.
Controleer ook de extrusietemperatuur van het specifieke filament dat u gebruikt en zorg ervoor dat het voldoet aan de aanbevelingen van de fabrikant. Zorg er ten slotte voor dat de basis waterpas en gekalibreerd is om maatafwijkingen langs de Z-as te voorkomen, en zorg ervoor dat u de testinstructies leest en begrijpt voordat u verder gaat.
Zoals eerder vermeld, neem een Sharpie en maak elke 100 mm markeringen op je filament. Vertel uw printer om 100 mm te extruderen en vergelijk het met de markeringen. Als de printer minder dan 100 mm heeft verbruikt, kunt u er zeker van zijn dat er te weinig wordt geëxtrudeerd.
Om dit op te lossen, stelt u uw stroomsnelheid in op 102% en voert u de test opnieuw uit. Als het nog steeds wordt geëxtrudeerd, verhoogt u het percentage verder. Aan de andere kant, als u het volgende merkteken niet kunt zien, betekent dit dat het meer dan 10 cm is geëxtrudeerd, wat betekent dat het verminderen van de stroomsnelheid noodzakelijk is. U moet dit proces herhalen totdat uw printer precies 10 cm filament verbruikt wanneer u dit bestelt.
Conclusie
Inmiddels hoop ik dat u het probleem heeft kunnen oplossen dat u hier heeft gebracht. Met een beetje geluk kon je de Infill Overlap wijzigen en dit artikel verlaten. Aan de andere kant, als je de stroomsnelheid helemaal hebt gehaald, hoop ik dat je deze informatie nuttig vond. Als dat het geval is, bent u beslist zeer goed thuis in het oplossen van problemen en het oplossen van problemen met uw printer.
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Hoe digitalisering kan helpen AM-naverwerking en QA-beheer te transformeren
- Hoe 3D-printen de voedingsmiddelen- en drankenindustrie transformeert
- Hoe 3D-geprinte gereedschappen en bevestigingsmiddelen de productie revolutioneren
- Hoe los je een probleem op zoals... geldige en inbreukmakende patenten?
- Zeven Last-Mile Delivery-uitdagingen en hoe ze op te lossen
- Hoe u ervoor zorgt dat vrachtfacturen correct zijn en snel worden betaald
- Hoe snel onderscheid te maken tussen opwaartse en neerwaartse bit?
- Spuitgietflits:Top 9 oorzaken en hoe ze op te lossen
- Productieproblemen identificeren en oplossen met data-analyse
- 5 problemen in magazijnactiviteiten (en hoe ze op te lossen)
- Ender 3 X Axis Sagging; Hoe op te lossen!