


Meting van de kwaliteit van thermoplastische prepreg-tape voor procescontrole van onderdelen
Zowel de lucht- en ruimtevaart als de auto-industrie zijn geïnteresseerd in toepassingen met thermoplastische prepreg-tapes. Zoals te verwachten was, wordt de kwaliteit van de afgewerkte onderdelen aanzienlijk beïnvloed door de kwaliteit van de grondstof voor het laminaat. Hoewel thermoplastische prepreg-tapes al tientallen jaren worden gebruikt, is de drang naar kwaliteit geïntensiveerd omdat velen ernaar streven om in-situ te consolideren, zonder verdere toepassing van druk of warmte. De Franse R&T-organisatie Cetim (Nantes, Frankrijk) voor engineering en geavanceerde productie heeft een systeem ontwikkeld voor kwaliteitsborging van deze materialen, wat op zijn beurt de kwaliteitscontrole voor afgewerkte onderdelen verhoogt.
Tapekwaliteit nodig voor in-situ consolidatie
Cetim heeft verschillende technologieën ontwikkeld voor het produceren van thermoplastische composietonderdelen. Een daarvan omvat een wikkelmachine voor laserfilamenten voor thermoplastische prepreg-tapes. Het doel van de machine is om tank- en buistoepassingen te maken die tot nu toe beperkt waren tot metalen en thermohardende composietmaterialen.
Dit thermoplastische wikkelproces is gebaseerd op hetzelfde concept als thermohardende filamentwikkeling, maar met een andere, in-situ, consolidatiestap. Voor thermoplastische composieten verwarmt een laser - zoals die wordt gebruikt met geautomatiseerde vezelplaatsing (AFP) van thermoplastische prepreg-tape - een specifiek gebied van de tape om de thermoplastische matrix tot zijn smeltpunt te verhogen. In dit smelttemperatuurgebied wordt consolidatie van de band bereikt terwijl de matrix wordt gesmolten onder druk die wordt uitgeoefend door een trommel. Opeenvolgende lagen van het onderdeel worden gestapeld en geconsolideerd tijdens het wikkelen.
Zoals de industrie echter heeft ontdekt tijdens de ontwikkeling van geautomatiseerde plaatsingsmethoden in het afgelopen decennium, is het noodzakelijk om het thermische en fysisch-chemische gedrag van deze thermoplastische tapes te begrijpen om onderdelen met betrouwbare eigenschappen en prestaties te produceren. De tape moet bijvoorbeeld constante afmetingen en een zeer lage porositeit hebben om temperatuurschommelingen tijdens het aanbrengen te voorkomen die kunnen leiden tot een slechte consolidatie tussen de lagen.
Om te slagen in de ontwikkeling van het thermoplastische composietproces en om de kwaliteit van in-situ geconsolideerde onderdelen efficiënt te evalueren, heeft Cetim vier kwaliteitscontroles ontwikkeld over de hele productiecyclus:dimensionaal (zoals ontvangen), thermisch (zoals verwarmd), inline ( zoals geconsolideerd) en de energie die nodig is om de tapelagen na de consolidatie uit elkaar te halen.
Dimensionale controle
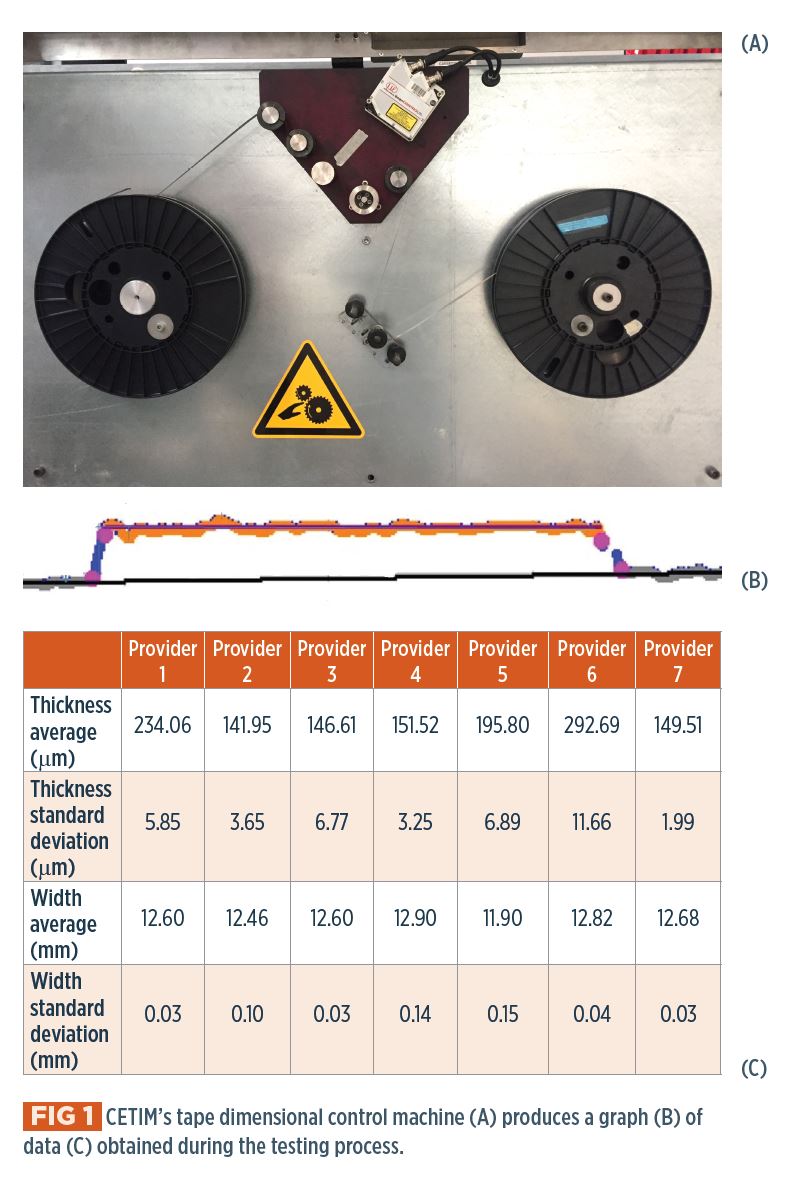
Deze eerste controle vindt plaats voor gebruik. Het doel is om snel de dikte en breedte van de tape over de lengte te evalueren. De testmachine is uitgerust met een laser, een camera om het gereflecteerde lasersignaal op te vangen en een sensor om de uitgerolde bandlengte te meten. Het proces omvat het afwikkelen van tape van de as-shipped spoel op een lege spoel. Tijdens dit proces leveren de laser en camera lichtgegevens over de breedte van de tape en over de volledige gemeten lengte. De verwerkingssoftware interpreteert de gegevens en toont in realtime een grafiek van variatie in bandbreedte langs de x-as en in banddikte langs de y-as (Fig. 1). Dit maakt het mogelijk om breedte- of diktedefecten visueel te detecteren en de machinesoftware geeft automatisch waarschuwingen wanneer maattoleranties worden overschreden. Na voltooiing van de test kunnen gegevens van bandbreedte- en diktevariaties eenvoudig worden opgehaald (tabel in Fig. 1) en is het ook mogelijk om statistische verwerking toe te passen.
Thermische en micrografische controles
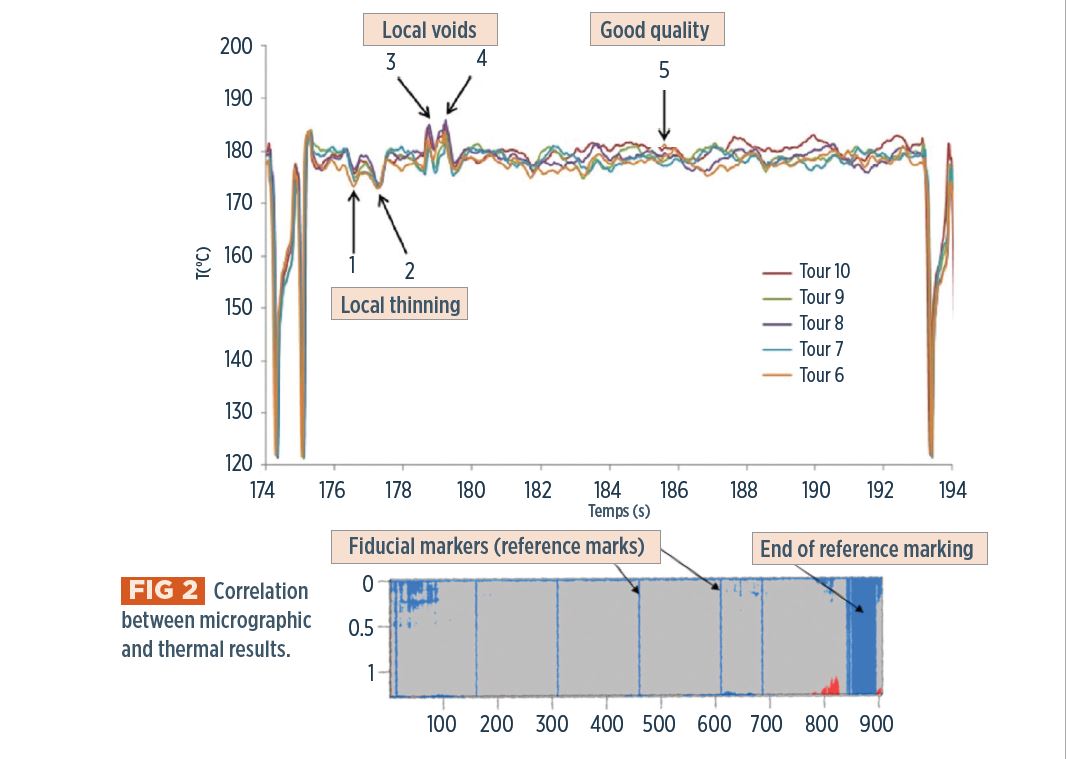
De tweede controle evalueert defecten die van invloed zijn op het thermische gedrag van de tape tijdens verwarming (in dit geval door laser), inclusief dimensionale verandering, hechting/delaminatie tussen vezels en matrix, porositeit en oppervlakteconditie voor fabricage. De techniek omvat het scrollen van de tape voor een laser met laag vermogen en het gebruik van een thermische camera om een beeld vast te leggen van de gegenereerde temperatuurvariaties. Deze inhomogeniteiten in verwarming identificeren defecte gebieden waar porositeit, droge vezels of oppervlakteruwheid het lokale thermische gedrag wijzigen. Na gegevensverwerking is het mogelijk om beelden te verkrijgen die een ruimtelijke weergave van de thermische respons van de tape laten zien (Fig. 2), inclusief afwijkingen, waarbij rood gebieden voorstelt die warmer zijn en blauw gebieden die kouder zijn dan de gewenste verwerkingstemperatuur.
Het is ook mogelijk om een grafiek te tonen van de procestijd (x-as) versus de bandtemperatuur (y-as, Fig. 2). Cetim heeft deze resultaten gecorreleerd aan porositeitsmetingen van microfoto's van bandsecties. Dit zijn secties van tape zoals deze worden ontvangen en/of secties van definitieve onderdelen die worden waargenomen onder een digitale microscoop, die kwalitatieve informatie verschaffen zoals vezeldistributie, specifiek type defecten, porositeit, enz. Hoewel nuttig om de correlatie tussen tapetemperatuur vast te stellen respons en kwaliteit van de onderdelen, deze micrografische inspecties zijn duur, destructief en maken het alleen mogelijk om de tape sectie voor sectie te analyseren, niet continu over de gehele lengte.
Cetim voltooide dit onderzoekswerk echter wel, waarbij de resultaten van de temperatuurresponstest van de tape werden gecorreleerd met de resultaten van micrografische secties. Deze resultaten tonen de effectiviteit aan van deze uitgebreide controle voor thermoplastische tapes, en er wordt gewerkt aan een nog efficiëntere gegevensverwerking.
Inline besturing
Deze controle bestaat uit het bepalen of het geproduceerde onderdeel direct, inline, tijdens het fabricageproces compliant is. Deze operatie is gebaseerd op directe bewaking van essentiële productieparameters zoals gemeten temperaturen, laservermogen, bandsnelheid en roldruk op de band. De digitale verwerking van deze gegevens zorgt voor een visuele en automatische synthese van de fabricagekwaliteit.
CETIM heeft een dashboard ontwikkeld om een overzicht te geven van de procesparameters tijdens de gehele fabricage. Gegevensanalyse wordt uitgevoerd met MATLAB-software en maakt implementatie van een waarschuwingsdrempel mogelijk, evenals inzoomen op het out-of-scope-gebied voor analyse van de oorsprong van afwijking (bijvoorbeeld bandkwaliteit, geometrische mismatch of machinestoring).
Er wordt gezegd dat het bijzonder effectief is voor het bewaken van de productie van onderdelen met eenvoudige geometrieën (bijvoorbeeld een plaat, buis of ring); het is echter complexer om te genereren voor complexe geometrieonderdelen.
Peeltest
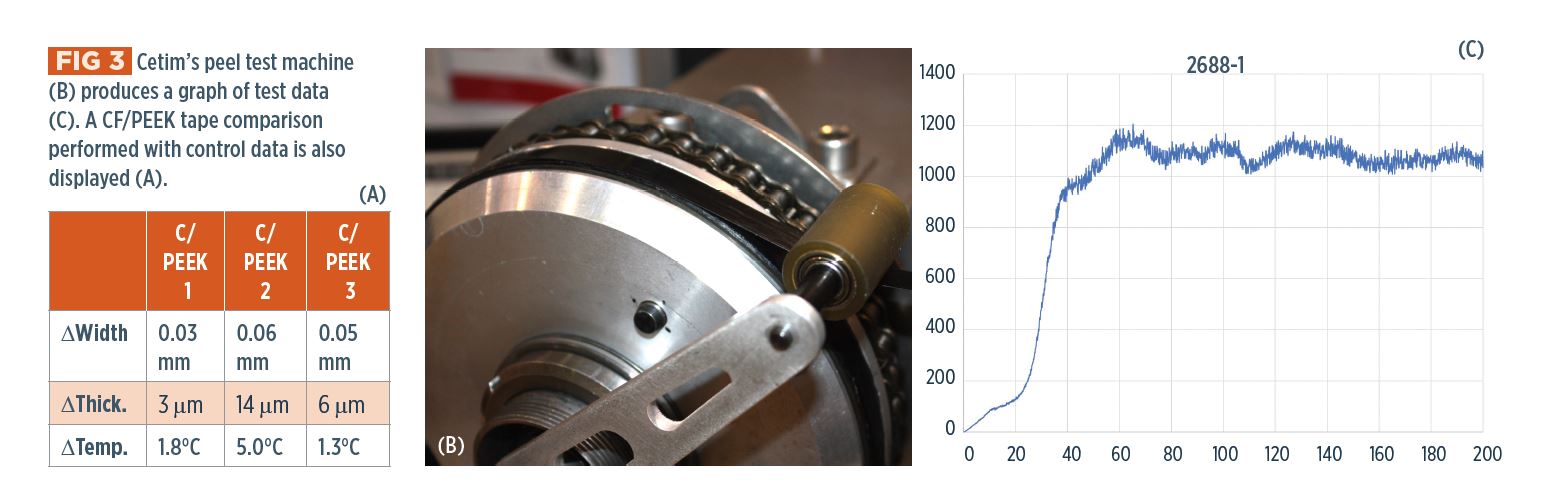
Deze eindcontrole is ontwikkeld door Cetim in samenwerking met testbankspecialist LF Technologies (Saint-Hilaire-de-Riez, Frankrijk). Het maakt het in slechts enkele minuten mogelijk om de hechting van de tapes tussen de lagen te beoordelen. Metingen worden gedaan op monsters die "ringen" worden genoemd, die worden vervaardigd door verschillende rondjes tape rond een eenvoudige buis te wikkelen en in-situ te consolideren. Deze geconsolideerde ringen worden vervolgens op de linker trommel van de testmachine geplaatst (Fig. 3) en afgewikkeld met behulp van de rechter trommel. Meerdere parameters kunnen worden aangepast, waaronder snelheid en schilhoek, de laatste via een arm met aan het uiteinde een rol. Zodra de test is voltooid, extraheert een geautomatiseerd gegevensverwerkingssysteem de verandering in afpelenergie over de lengte van de afgewikkelde tape en worden de gegevens in een grafiek weergegeven. Deze test maakt een relatief snelle en goedkope evaluatie van optimale productieparameters mogelijk.
Verhogen van de product- en procescontrole
Door de kwaliteit van thermoplastische prepreg-tape te controleren, kunnen fabrikanten van composietonderdelen de kwaliteit van hun producten controleren. Het niet naleven van een van deze controles maakt het mogelijk om de oorzaak van het probleem te achterhalen en dus effectief en snel te verhelpen. Deze controles bieden inderdaad een soort stroomschema voor kwaliteitsborging:
- Komt het probleem van het ruwe materiaal van de tape?
Controleer door middel van dimensionale en thermische controles gecorreleerd met micrografische analyse in beperkte secties. - Komt het probleem uit de productiefase?
Verifieer door middel van inline inspectie en afpeltesten.
Met deze controles kan Cetim op efficiënte wijze materiaalbenchmarks voltooien om de meest geschikte tapes voor een bepaalde toepassing te selecteren. De tabel in Fig. 4 illustreert een voorbeeld, waarbij de beste koolstofvezel/PEEK-tape wordt geëvalueerd voor een hoogwaardige composiettoepassing. Een ander voorbeeld is nog in uitvoering, Cetim's evaluatie van goedkope tape voor de ontwikkeling van thermoplastische composiet waterstofopslagtanks voor toekomstige brandstofcelvoertuigen. Cetim is betrokken bij R&D-projecten die de relatieve voordelen van thermoplasten evalueren in vergelijking met de huidige thermohardende composietdrukvaten. Cetim werkt in het kader van particuliere onderzoeksovereenkomsten met verschillende bedrijven over de hele wereld om de toepassing van thermoplastische in-situ consolidatie te ontwikkelen.
Over de auteurs
Damien Guillon trad in 2009 in dienst bij Cetim na het behalen van een diploma luchtvaartingenieur en een Ph.D. over het crashgedrag van composietmaterialen. Hij werkte als manager van het testlaboratorium en als expert op het gebied van composietontwerp voordat hij R&D-manager werd van het polymers &composites-team.
Yoann Le Friant en Luc Poitevin kwamen in respectievelijk 2018 en 2017 bij Cetim werken als R&D-projectmanagers, na het behalen van een masterdiploma in werktuigbouwkunde. Het huidige werk van Le Friant omvat het voorspellen van de levensduur van polymeeronderdelen en het controleren van de kwaliteit van thermoplastische tape. Hij is ook verantwoordelijk voor het materiaalkeuzeadvies van Cetim. Poitevin werkt aan de ontwikkeling van onderdelen voor de ruimtevaartindustrie met behulp van thermoplastische processen en integratie van complexe functies.
Hars
- Beste kwaliteitscontrolemethoden voor industriële metaalafwerking
- Realtime kwaliteitscontrole:welk systeem is geschikt voor u?
- Ontwikkelen van een effectieve kwaliteitscontrolefase
- Materialen deel 1:Wat gloeien voor uw proces kan doen
- 6 tips voor het verbeteren van de kwaliteitscontrole op uw winkelvloer
- 8 onmisbare kwaliteitscontroleprocedures voor de voedingsindustrie
- Aanpassen van ultrasone sensoren voor procesoptimalisatie en controle van composieten
- CosiMo:slim thermoplastisch RTM-proces gedemonstreerd voor challenge-simulator voor accubakafdekking
- Zero-waste:nieuw proces, apparatuur recycleert prepreg, tape-afval
- Wat is kwaliteitscontrole?
- Soorten kwaliteitscontrolemethoden die worden gebruikt voor zandgietonderdelen