


Asfaltverdichtingsrollenpatronen om de doeldichtheid en productie te helpen bereiken
Bestratingsaannemers weten veel over de mix die ze bij projecten zullen gebruiken. De meesten weten precies hoeveel ton mengsel de asfaltcentrale op uurbasis kan produceren. Zij kennen de opslagcapaciteit van de silo's en bepalen of de plant mix levert voor slechts één project of voor meerdere projecten tegelijk. Wanneer een loonwerker mix van een producent moet kopen, is het aantal tonnen mix dat moet worden ingekocht meestal een contractartikel en voorspelbaar aanbod.
Aannemers kennen ook de grootte en capaciteit van de vrachtwagens die worden gebruikt om heet gemengd asfalt (HMA) aan het project te leveren. Uit ervaring schatten aannemers de transporttijd heen en terug van de fabriek naar de bouwplaats en bepalen ze hoeveel ladingen elke vrachtwagen per tijdseenheid kan leveren.
Maar als het gaat om neerlegging en asfaltverdichting, zijn voorspellingen over productiviteit minder zeker. Vooral voor verdichting beïnvloeden de variabelen hoeveel HMA wordt geproduceerd en wanneer het wordt afgeleverd, de temperatuur van het asfalt wanneer het wordt verdicht. De mengtemperatuur is het meest kritische element bij verdichting. Om verdichters in de juiste rolzone te houden om de beoogde dichtheid te bereiken, zijn de juiste asfaltrolpatronen nodig.
BESTE PRAKTIJKEN VAN ASFALTVERDICHTING
Fabrikanten van verdichters leren verschillende operatorprocedures om de productiviteit te verhogen. Omdat bijna alle afbraakwalsen tegenwoordig gebruik maken van vibrerende dubbeltrommelverdichters, concentreren de volgende best practices zich op het gebruik van dit type verdichter.
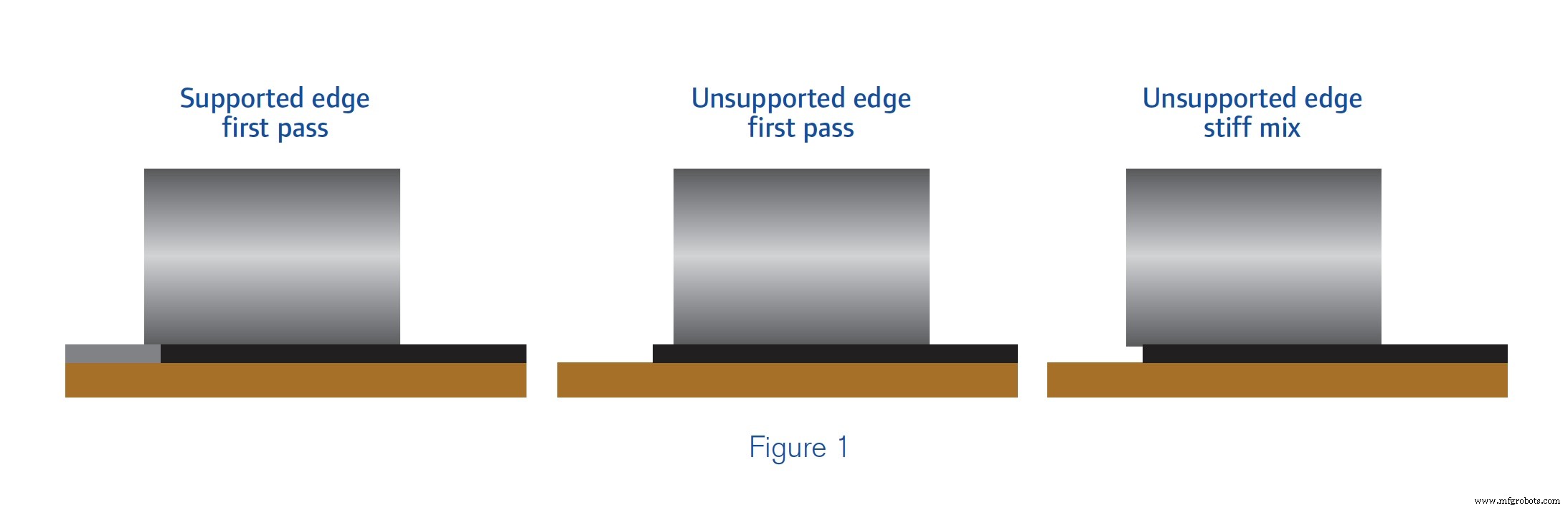
Maak de eerste doorgang in de richting van de asfalteermachine met de vibratie aan.
De eerste doorgang bereikt de meeste vermindering van luchtleemte omdat de viscositeit van het mengsel laag is en het vermogen om aggregaatdeeltjes opnieuw te rangschikken in een nauwere oriëntatie hoog is. Als de rand van de bestrating wordt ondersteund tegen zijdelingse beweging, moet de bediener de verbinding tussen koude en warme panelen enigszins overlappen. Hoe vaardiger de operator, hoe smaller de overlapping van de verbinding die nodig is. De meeste operators hebben slechts 75 tot 100 millimeter (3 tot 4 inch) overlap nodig. Als de rand van de stoep niet wordt ondersteund, moet de machinist deze eerste passage 150 tot 200 millimeter (6 tot 8 inch) van de rand maken om zijdelings wegschuiven van de mat te verminderen. Voor stijvere mengsels is deze voorzorgsmaatregel misschien niet nodig. Afbeelding 1 toont de juiste richting van de trommel ten opzichte van de stoep bij de eerste doorgang.
Stop de voorwaartse beweging van de verdichter, rol in een lichte boog naar het midden van het paneel, op veilige afstand achter de bestratingsafwerkmachine en de bemanning.
De reden om onder een hoek te stoppen is om het uitrollen van trommelholtes bij de volgende doorgang te vergemakkelijken. Dit helpt de vorming van oneffenheden op het wegdek te voorkomen. Figuur 2 toont de techniek. De pas aan de linkerkant van het paneel stopt in een boog en de verdichter keert terug op hetzelfde pad. De volgende voorwaartse pas bevindt zich aan de rechterkant van het paneel, waarbij de vorige voorwaartse pas wordt gepasseerd, met een boog naar het midden van het paneel. Met deze techniek kan de verdichter een meer uniforme dichtheid bereiken door bij elke zij-aan-zij-gang binnen hetzelfde temperatuurbereik te blijven.
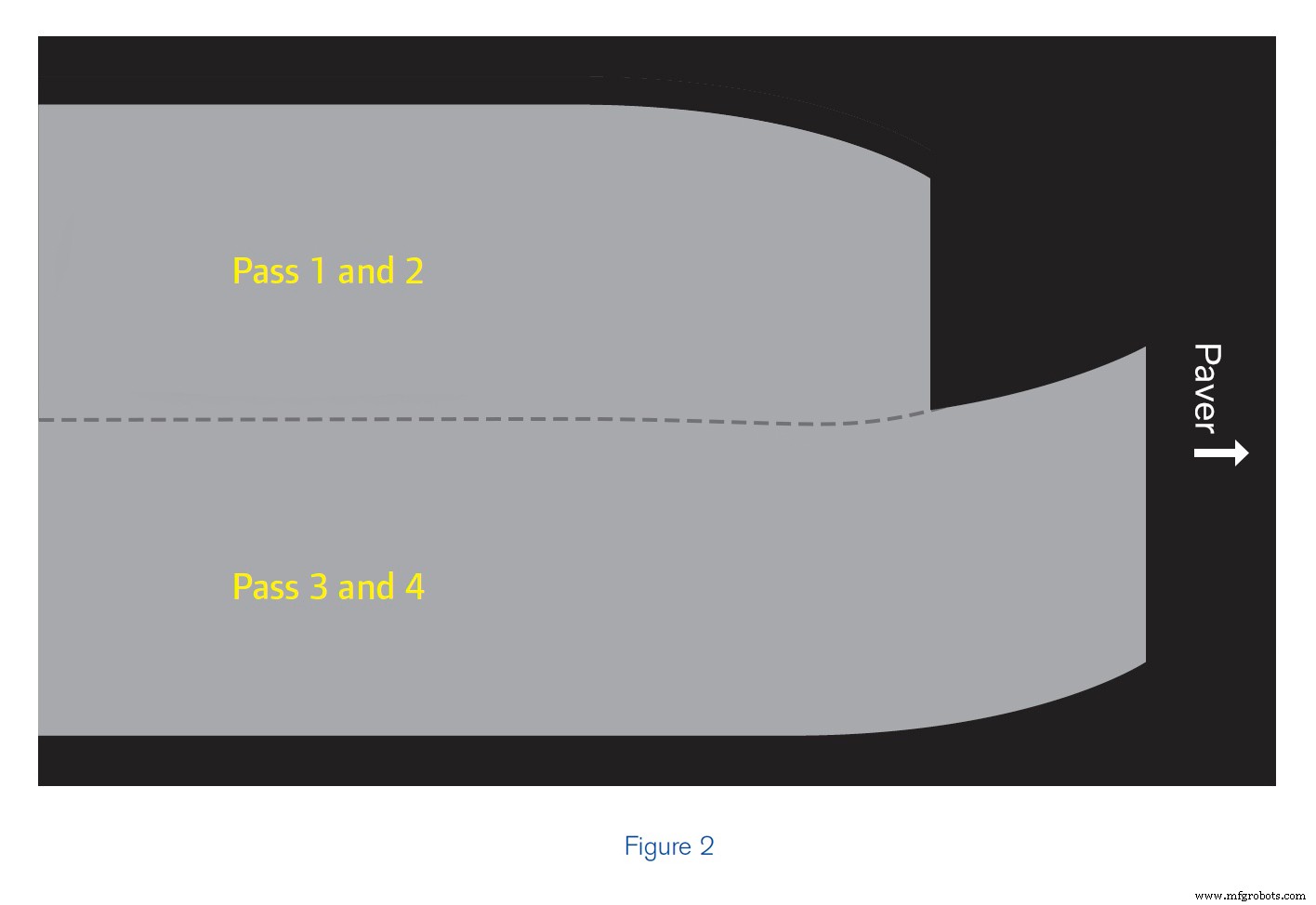
Gooi het einde van elke volgende pas voorbij het einde van de aangrenzende en vorige pas.
Dit wordt ook getoond in figuur 2. Door de voorwaartse beweging van de bestratingsafwerkmachine te volgen, blijft de afbraakverdichter in hetzelfde relatieve temperatuurbereik van de mat als de bestratingsafwerkmachine. Door de lengte van de asfaltwalszone te beperken, kan de voorverdichter de bestratingsafwerkmachine bijhouden. Er is geen belangrijke techniek meer voor verdichting, vooral voor steenmastiekasfalt (SMA) en Superpave-mengsels.
OPTIMALE ASFALTDICHTHEID BEREIKEN
Volledige afbraakwalsen voordat het mengsel afkoelt tot onder een temperatuur die consistent is met het bereiken van de beoogde dichtheid. Met deze techniek worden twee doelen bereikt. Voor de meeste mengsels kan hiermee de hoogste productie worden bereikt. Voor die mengsels die malsheid vertonen, kan hierdoor de dichtheid worden bereikt voordat het mengsel instabiliteit begint te vertonen.
Verdicht de voeg voor een uniforme dichtheid. Een van de meest voorkomende tekortkomingen van HMA-verhardingen is een lage voegdichtheid. Een lage dichtheid bij de voeg wordt veroorzaakt door een slechte bestratingstechniek, overmatig vastzetten en harken, slechte walspraktijk of een combinatie hiervan. Slechte walspraktijken kunnen worden overwonnen door een goede opleiding van de verdichtingsoperators en door ervaring.
EEN COMPACTOR KIEZEN OP BASIS VAN EFFECTIEVE ROLBREEDTE
De lengte van de perstrommel is niet de ware maatstaf voor de productiecapaciteit van de pers. In plaats daarvan is de effectieve trommelbreedte (EDW) de belangrijke maatstaf. Het verschil tussen EDW en trommellengte kan aanzienlijk zijn. Over het algemeen liggen deze twee dimensies binnen 10 procent. Verschillende voorbeelden in figuur 3 laten deze relatie zien.
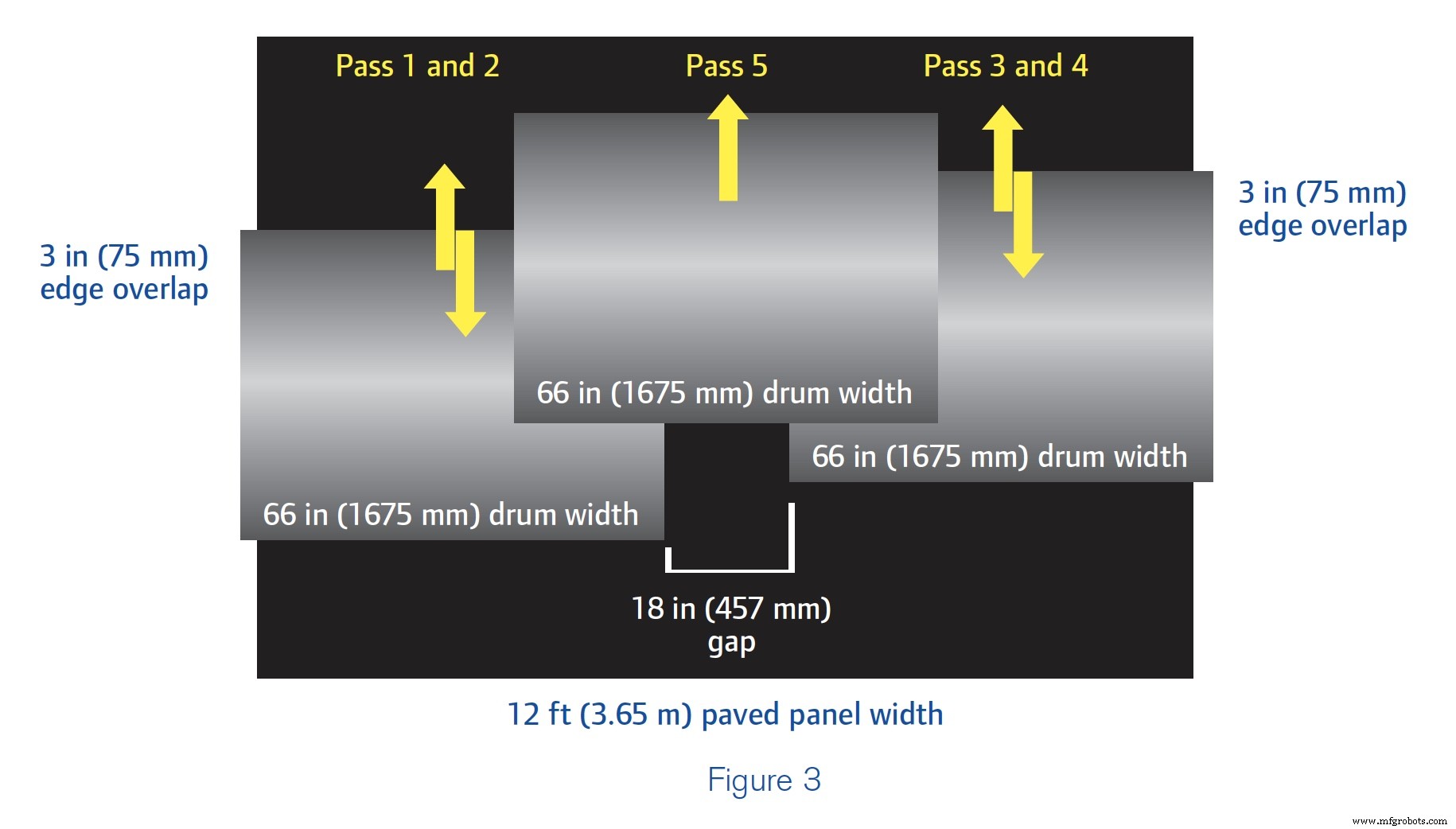
De breedte van het verharde paneel in figuur 3 vereist drie zij-aan-zij passages van de verdichter om volledige dekking te bieden. Helaas zal zelfs de beste bediener er niet in slagen om een uniforme bestratingsdichtheid te bereiken bij het maken van een rolpatroon zoals het getoonde, aangezien de verdichtingskrachten niet gelijkmatig over de breedte van het paneel worden uitgeoefend. De vijfde pas overlapt de bestratingsoppervlakken die tijdens de eerste vier passen zijn verdicht, maar geeft slechts een enkele pas over de middelste 18 inch (457 millimeter) van het paneel. Dit betekent dat de dichtheid het laagst zal zijn in het midden, iets hoger aan de buitenkant van het paneel en het hoogst in de secties waar drie drumpassages zijn gemaakt. Dit voldoet niet aan de gestelde eisen. De smalle rolbreedte belemmert ook het vermogen van de machinist om de asfalteermachine bij te houden.
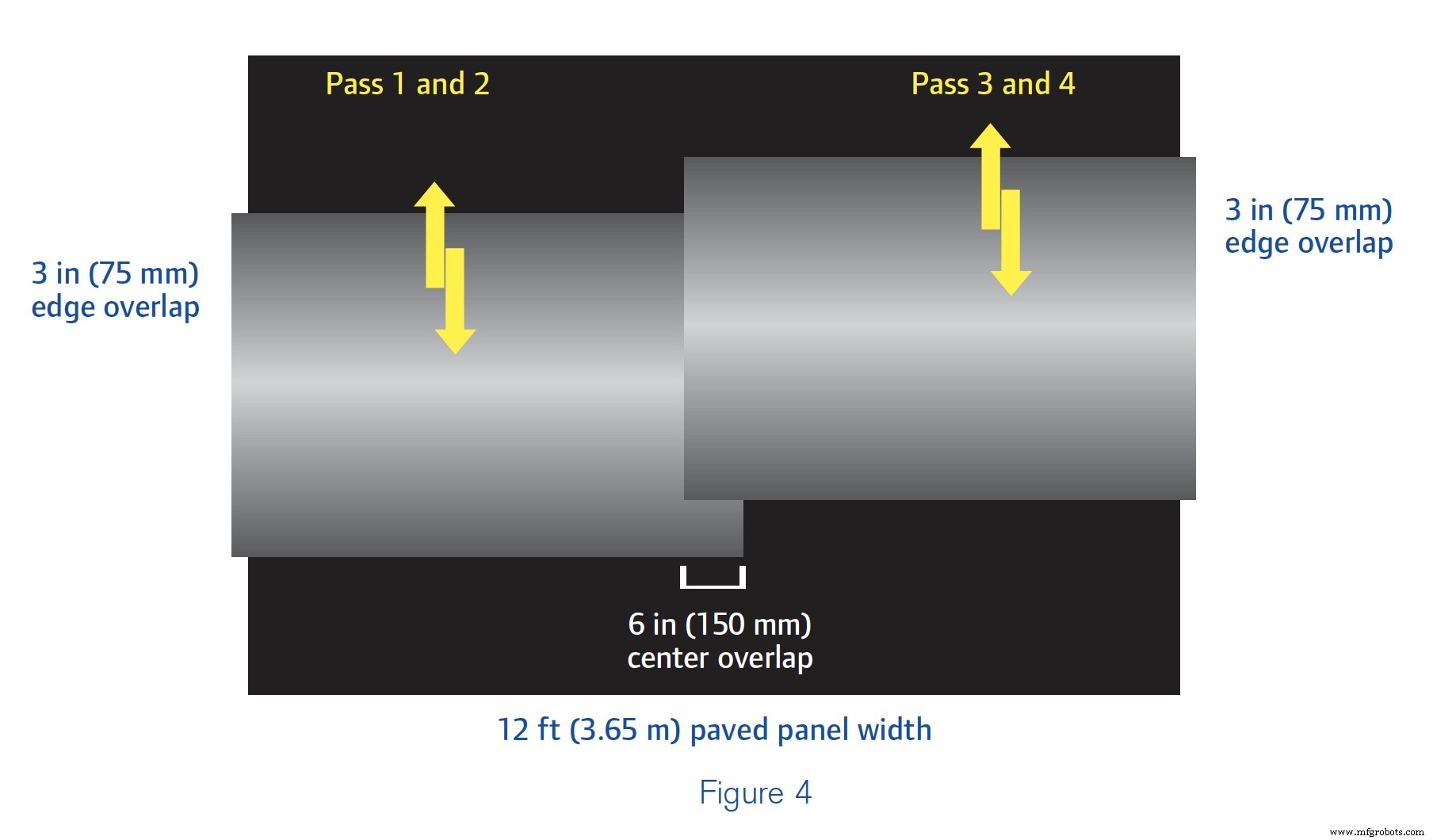
Merk op dat in figuur 4 slechts twee zij-aan-zij passages nodig zijn om dezelfde paneelbreedte als in figuur 3 volledig te bedekken. Dit komt door een verdichter met een bredere EDW. De goed opgeleide operator op een compactor met 78-inch (1980-millimeter) drums kan het paneel verdichten met een uniforme dekking, behalve in het exacte midden waar de zij-aan-zij passages elkaar enigszins overlappen. Door gebruik te maken van deze doorslagwalstechniek wordt een uniforme dichtheid over het paneel bereikt en wordt aan de vereisten voldaan.
Het is ook mogelijk om trommels te hebben die te breed zijn voor het paneel. In Afbeelding 5 zijn de verdichtingstrommels 84 inch (2135 millimeter) breed.
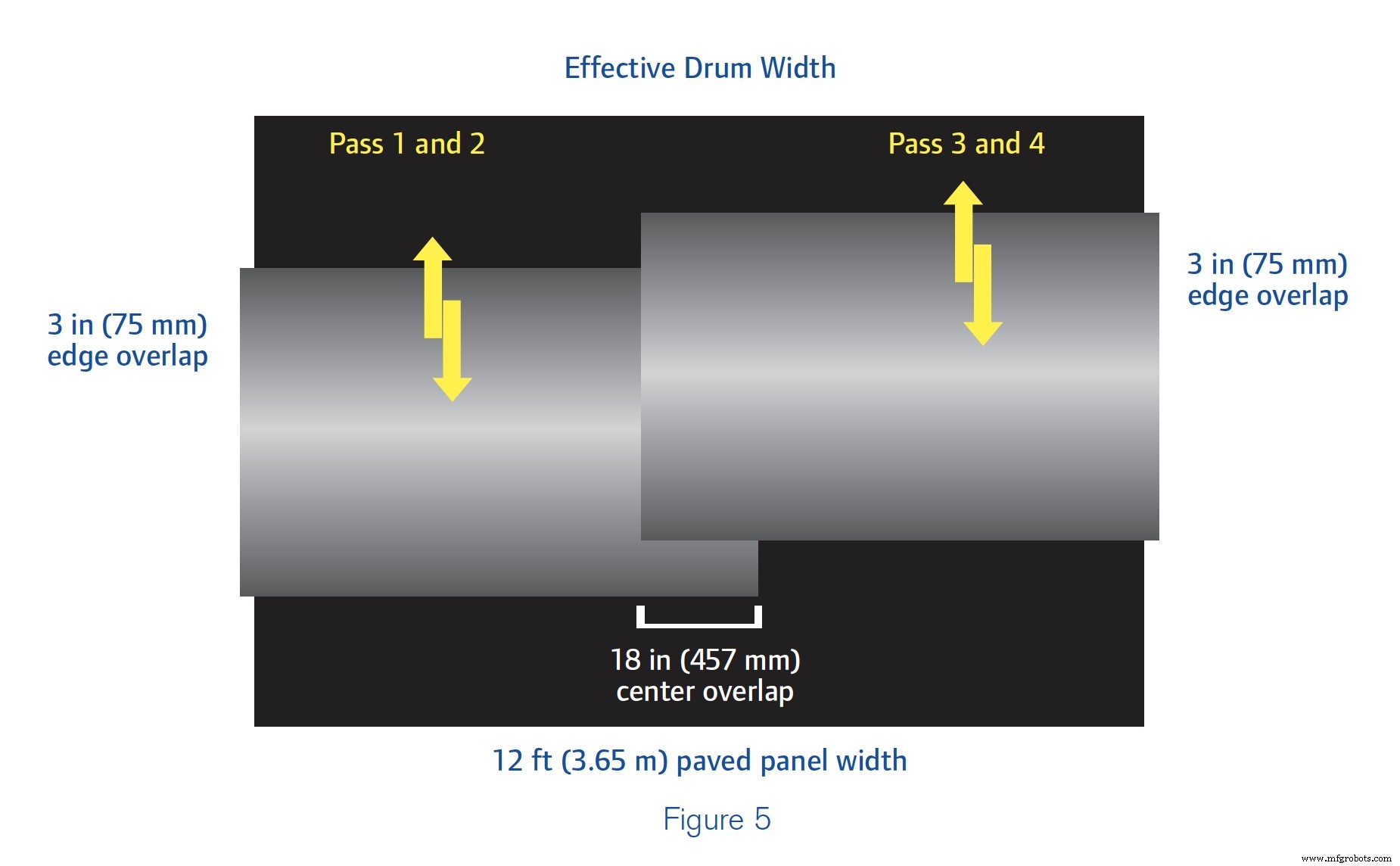
Het midden van het paneel krijgt twee keer zoveel verdichtingskracht als de buitenste delen. Omdat een verdichter met trommels is gebruikt die te breed zijn voor het wegdek, zullen de resultaten van de afbraakwalsen niet aan de eisen voldoen. Bovendien heeft de grotere verdichter hogere eigendoms- en bedrijfskosten, zodat de aannemer de investering minder terugverdient.
Dit is de reden waarom bijna alle fabrikanten verdichters van snelwegklasse produceren met trommels in drie basisbreedtes:66, 78 en 84 inch (1675, 1980 en 2135 millimeter).
De belangrijkste bijdrage van de compactor aan de bestratingstrein is het vermogen om dichtheid te bereiken. Het selecteren van een compactormaat is soms gebaseerd op wat er in het wagenpark van een aannemer staat. Omdat het bijhouden van de asfalteermachine net zo belangrijk is als het bereiken van een uniforme dichtheid, levert aandacht voor de selectie van de verdichter en rolpatronen voordelen op, vooral bij het behalen van specificaties.
Leer meer over de basisprincipes van asfaltverdichting.

Industrieel materiaal
- Wat is het verschil tussen massaproductie en aangepaste productie?
- C Pass-adressen en -wijzers
- Mar-Bal en EnterpriseIQ
- Hoe apparatuurtoepassing en operationele training u kunnen helpen
- Sliding Headstock Automatic voor Zwitsers en productiedraaien
- Wat is een compactor en hoe wordt deze in de bouw gebruikt?
- Wat is een compactor en hoe kies ik de juiste?
- Prototyping en productie op korte termijn met spuitgieten
- Heet en koudwalsproces
- Hoe op duurzaamheid gebaseerde productie en ontwerp de efficiëntie kunnen verhogen
- Prioriteit geven aan de planeet en zakelijke doelen met op duurzaamheid gebaseerde productie