


Saai bewerkingsproces:een gedetailleerd overzicht
Tijdens de productie moeten materialen een reeks snijprocessen doorlopen die ze wijzigen totdat het eindproduct is geproduceerd. Voor sommige onderdelen kunnen gaten in het materiaal nodig zijn. Een typische techniek om deze gaten in het materiaal te maken is kotteren.
Hoewel andere bewerkingen, zoals boren, gaten in een werkstuk kunnen maken. CNC-kotteren is het meest geschikt voor het maken van gaten met een grote diameter en een hoge maatnauwkeurigheid.
In dit artikel bespreken we uitgebreid kotterbewerkingen en maken we vergelijkingen met vergelijkbare industriële snijprocessen.
Wat is saai in productie?
Kotteren is een subtractieve fabricagetechniek die wordt gebruikt om een voorgeboord of gegoten gat te vergroten en toch de maatnauwkeurigheid te verbeteren. Het proces maakt gebruik van een enkelpunts snijgereedschap om materiële delen uit het binnenste van een werkstuk te verwijderen.
Afhankelijk van de vereiste gatgrootte en specificaties, is kotteren de ideale methode voor het bewerken van gaten met verschillende precisiekwaliteiten, diameters en positionele beperkingen. Het is zelfs meer geschikt dan boren om gaten van grote afmetingen te maken vanwege de verbeterde nauwkeurigheid.

CNC-boorbewerking maakt gebruik van machines zoals draaibanken, malboren, boormolens, enz. Deze apparaten komen in verschillende vormen voor; er zijn bijvoorbeeld verticale en horizontale boormachines.
Er zijn verschillende kottergereedschappen en machines die andere toepassingen aankunnen. Alle kottergereedschappen voeren echter drie basisbewerkingen uit, namelijk:
- Verbreding van de gaten tot de precieze en nauwkeurige maat en afwerking.
- Maak voorgeboorde gaten of gaten met schroefdraad recht en herstel gietfouten.
- Maak concentrische gaten met een buitendiameter.
Hoe werkt saaie bewerking?
Het boorproces houdt in dat de kop van de machine voorzichtig in het reeds geboorde of gegoten gat wordt geplaatst. Het apparaat begint dan het gat te verbreden door langzaam delen van de binnenwand weg te schrapen. De kottergereedschappen zijn vergelijkbaar met die van draaibanken die worden gebruikt in draai- en freesmachines.

Elke boormachine bevat de volgende onderdelen.
●Chuck:de klem die het materiaal stevig op zijn plaats houdt tijdens het kotteren.
●Werkstuk:het materiaal waarin u een gat wilt boren met behulp van de boormachine.
●Kottergereedschap:het snijgereedschap dat delen van de gaten verwijdert (schraapt), wat resulteert in een groter en nauwkeuriger gat.
Waarom en wanneer een gat moeten boren?
We hebben al vermeld dat boren, frezen en sommige andere fabricageprocessen geschikt kunnen zijn voor het maken van gaten in een werkstuk. Wanneer het vervaardigen van grote gaten echter hoge precisie en nauwe toleranties vereist, is kotteren de beste bewerkingstechniek.

Sommige industriële toepassingen van CNC-kotteren omvatten het boren van gaten in schroeven, het maken van motorcilinders en nog veel meer.
Ook gebruiken productiebedrijven kotterbewerkingen om gaten te boren in lagers, deuvels en andere stoffen waarvoor holle componenten nodig zijn.
Soorten boormachines
Laten we zonder veel oponthoud ingaan op de veelvoorkomende soorten saaie machines.
1. Horizontale boormachines
Deze machines zijn de meest voorkomende en meest gebruikte boormachines. Ze zijn gebruikelijk in veel werkplaatsen die gespecialiseerd zijn in reparaties en kleinschalige fabricage.
De gaten worden vergroot door de enkelpuntige frezen horizontaal in het bestaande werkstukgat te brengen. Naast kotteren zijn deze apparaten geschikt voor frees-, boor- en ruimbewerkingen.
2. Tafeltype boormachine
Deze machines zijn typische soorten horizontale boormachines. Zoals de naam al doet vermoeden, worden ze op de tafel geplaatst waar ze worden gebruikt om verschillende saaie bewerkingen uit te voeren.
Deze machines boren gaten met een spindel parallel aan de werktafel. Naast kotteren worden de machines ook gebruikt als fabricageapparatuur voor algemeen gebruik, vooral in kleinere bedrijven.
3. Verticale boormachine
Deze machine gebruikt echter een roterend snijstuk dat is verbonden met een horizontale tafel, omdat de boormachine in een opwaartse neerwaartse beweging beweegt, vandaar de naam - verticale boormachine.
Het apparaat is geschikt voor het vergroten van reeds bestaande gaten in cilindrisch of conisch formaat, afhankelijk van de werkstukvereisten. De gaten zijn meestal concentrisch met de as van de roterende messen.
4. Precisie boormachine
Zoals alle boormachines gebruiken deze machines een enkelpunts snijgereedschap om gaten in een werkstuk te boren. De gaten worden dus groter als het materiaal evenwijdig aan de roterende messen beweegt.
Daarom zijn precisieboormachines ideaal voor het maken van grote interne gaten in een werkstuk met nauwe toleranties en extreme precisiespecificaties. Naast het verbreden van een gat, zijn ze geschikt voor het rechtzetten van initiële gaten en het corrigeren van elk eerder defect, met behoud van een hoge maatnauwkeurigheid.
Wat is de uitdaging voor saaie operaties?
Kotteren is inderdaad een ideale bewerking om precieze gaten in een materiaal te maken. Zoals de meeste productietechnieken, kunnen machinisten echter enkele uitdagingen ervaren die eigen zijn aan dit proces. Laten we er een paar bekijken.

1. Gereedschapsslijtage of -beschadiging
Tijdens het snijproces ervaren delen van de boorinrichting wrijving, wat resulteert in slijtage en beschadiging van het gereedschap. Bijgevolg kan het de functionaliteit van de machine verminderen - de precisiespecificaties zullen beginnen af te nemen.
Ook kunnen de producten meer oppervlaktebehandelingen en nabewerkingen vereisen.
2. Bewerkingsfout
Wat betreft kotteren, gaat het bij een bewerkingsfout om dimensionale wijzigingen, waaronder vorm, locatie van gaten en oppervlakteafwerking van het product. Deze fouten kunnen het gevolg zijn van een van de volgende:
● Onjuiste parameters van het boorproces.
● Hoge stijfheid of plasticiteit van het werkstuk.
● Een te hoge lengte/diameter verhouding van de snijstang.
● Onredelijke toekenning toeslagaanpassing.
● Messen of frezen gebruiken die niet geschikt zijn voor het materiaal van het werkstuk.
3. Oppervlakteafwerking
Saaie onderdelen kunnen een slechte oppervlakteafwerking hebben, zoals de aanwezigheid van snijlijnen of schubben. De voedingssnelheid speelt een cruciale rol in de oppervlakteafwerking van de boringdelen. Meestal beginnen fabrikanten met kotteren met een voedingssnelheid tussen 0,1 en 0,2 mm per omwenteling.

4. Meetfout
Dit is misschien een grote uitdaging voor de meeste productieprocessen. Het gebruik van verkeerde meetinstrumenten of het invoeren van verkeerde metingen kan het eindproduct van het boorproces beschadigen.
Belangrijke tips voor saaie bewerkingen
Elk bewerkingsproces vereist extreme maatnauwkeurigheid, inclusief kotteren. Vandaar de noodzaak om elk aspect van het bewerkingsproces te optimaliseren. Dat gezegd hebbende, vindt u hieronder richtlijnen voor het boren van een gat in een werkstuk voor het beste resultaat met deze bewerkingstechniek.
1. Tips voor het instellen van de machine
● Zorg ervoor dat de kottermachines regelmatig worden gecontroleerd op slijtage van het gereedschap en vervang defecte frezen om de procesnauwkeurigheid en kotterkwaliteit te garanderen.
● Controleer vóór het bewerken of de werkstukken en klemmen die het werkstukmateriaal vasthouden betrouwbaar en goed verankerd zijn om afwijkingen tijdens het kotterproces te voorkomen.

● Zorg ervoor dat het bewerkingsproces plaatsvindt bij een geschikte koele temperatuur met voldoende smering om wrijving te verminderen en de snijbewerkingen te vergemakkelijken.
● Bevestig en corrigeer de herhaalde positionering van de spil en de nauwkeurigheid van de dynamische balans zijn ideaal voor CNC-bewerkingsspecificaties.
● Controleer in de proeffase, bij het boren van gaten, de dynamische zwaartekrachtoverhangwaarde van de boorbaar en maak de nodige aanpassingen om trillingen en centrifugaal snijden te beperken.
2. Nauwkeurige meettoleranties
● Meet met behulp van een schuifmaat de diameter van het geboorde of gegoten gat en bereken de gereserveerde bewerkingstoeslag.
● Wijs de kottertoeslag toe afhankelijk van de afwerkingsvereisten – ruwe, matige en fijne afwerking. De meeste industrieën volgen deze:0,5 mm voor een ruwe afwerking, 0,15 mm voor een gemiddelde afwerking, enz.
● Zorg ervoor dat de boortoegift niet lager is dan 0,05 mm voor materialen met bewerkingsproblemen en werkstukken die hoge precisie-eisen vereisen
3. Saai gereedschapstips
Zorg er na het opzetten van de boorbaar voor dat de snijkant van uw boormachine op zijn plaats zit. Dit houdt in dat het bovenvlak van de gereedschapskant in hetzelfde horizontale vlak ligt als de aanvoerrichting van de snijkop van het kottergereedschap.
4. Trial saaie tips
Laat bij het boren van een gat een speling tussen 0,3 en 0,5 mm op uw kottergereedschap. Ook kunt u de tolerantie van een voorkotteren aanpassen tot niet minder dan 0,5 mm, zodat het eindproduct na het kotteren voldoet aan de tolerantiespecificaties.
Kotteren vergelijken met andere bewerkingsmethoden
Een reeks andere bewerkingsprocessen hebben enkele overeenkomsten met kotteren. Hier kijken we naar de overeenkomsten en verschillen tussen kotteren en vergelijkbare bewerkingstechnieken.
1. Saai versus boren
Kotteren en boren zijn standaard subtractieve productieprocessen - ze omvatten beide het verwijderen van delen van een materiaal om gaten te maken. Er zijn echter duidelijke verschillen tussen beide methoden. Hier zijn enkele van de verschillen tussen hen.
● Boren omvat het maken van gaten in een werkstuk, terwijl boren een aanvankelijk gat vergroot. Daarom vindt het boren plaats vóór het boren tijdens de productie.
● In tegenstelling tot boren heeft het eindproduct van het precisieboorproces een fijne oppervlakteafwerking met een eersteklas maatnauwkeurigheid en precisie.
● Kotteren is vooral bedoeld om het gat te verbreden. en boren vergroten de gatlengte in een materiaal.
● Over het algemeen zijn geboorde gaten vaak smal en is het verwijderen van spanen soms een uitdaging, waarbij continu moet worden geboord. Bij kotteren zijn de gaten breed genoeg om de spanen gemakkelijk te verwijderen.
2. Saai versus draaien
Net als boren en boren is ook draaien een subtractief proces. Kotteren gebruikt een enkel snijgereedschap met een spitse kop om een reeds bestaand gat in een werkstuk te verbreden, terwijl bij draaien een statisch, niet-roterend snijgereedschap wordt gebruikt om stukken materiaal van de buitenkant te verwijderen.
Het belangrijkste verschil tussen beide processen is dat; terwijl draaien materiaal van het buitenoppervlak verwijdert, verwijdert kotteren de interne delen van het werkstuk. Vaak voeren fabrikanten draaibewerkingen uit met behulp van een machine die een draaibank wordt genoemd, wat ook een standaardgereedschap is dat wordt gebruikt bij het kotteren. Kotteren neemt echter andere conventionele apparaten over, die op een freesmachine lijken.
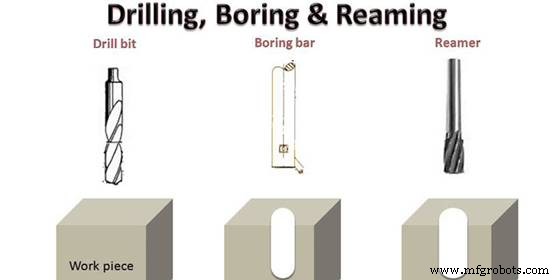
3. Saai versus ruimen
Beide zijn snijprocessen waarbij interne componenten van een werkstuk worden verwijderd. Terwijl bij het boren een gereedschap met een enkele puntige kop wordt gebruikt, gebruikt ruimen echter roterende messen om stukjes materiaal eruit te schrapen. Een andere overeenkomst is dat beide processen werken op een reeds geboord of gegoten gat.
Daarom is het belangrijkste verschil tussen hen in het aanvraagproces. Terwijl boren in wezen gericht is op het verbreden van een reeds bestaand gat, heeft ruimen tot doel een fijne en gladdere binnenwand voor het werkstuk te creëren. Daarom verwijdert ruimen alleen de lekkernijen van het materiaal, omdat het alleen maar gericht is op het creëren van gladde muren.
Conclusie
Dit artikel geeft een gedetailleerd overzicht van kotterbewerkingen. Het is een betrouwbaar, snel proces voor het verbreden van gegoten of voorgeboorde gaten in een werkstuk. En aangezien het een CNC-proces is, dat wil zeggen computergestuurd, bent u verzekerd van een hoge precisie en nauwkeurigheid.
Het is essentieel om te weten dat er, net als bij andere CNC-bewerkingsprocessen, enkele uitdagingen zijn bij het bewerken van boringen. We raden je daarom aan om de dienst te raadplegen en met experts aan de slag te gaan.
WayKen's CNC-saaiservices
WayKen is uw juiste keuze voor alle CNC-bewerkingsdiensten, we bieden innovatieve technologieën en geavanceerde machines om u te helpen uw kotterervaring te verbeteren. Ondertussen kunnen onze technici, die zeer bekwame en ervaren professionals zijn, u kotteronderdelen van hoge kwaliteit leveren die aan uw specifieke vereisten voldoen.
Bovendien inspecteert ons kwaliteitscontrole- en kwaliteitsborgingsteam alle producten strikt om er zeker van te zijn dat ze aan onze hoge normen voldoen.
Als u een offerte nodig heeft voor uw volgende project, upload dan eenvoudig uw ontwerpbestand. U ontvangt direct een prijsopgave voor uw onderdelen. We bieden ook gratis DFM-analyse om de maakbaarheid van uw component te garanderen.
Veelgestelde vragen
Wat is het doel van saai?
Het primaire doel van kotterbewerking is om het gat in een werkstuk te verbreden of uit te breiden. Het proces kan het eerste gat niet maken; in plaats daarvan vergroot het het gat met hoge precisie. Het is de gebruikelijke fabricagetechniek voor het maken van gaten met specifieke diameters in een werkstuk.
Waar wordt saaie bewerking gebruikt?
Verspanen van boringen is een vrij veel voorkomende productietechniek die in de meeste productie-industrieën wordt gebruikt. Ze zijn de gebruikelijke techniek voor het boren van gaten in bepaalde materialen, zoals een motorcilinder of een geweerloop.
De boortechniek wordt ook gebruikt in de bouw. Een kotterbaar is bijvoorbeeld een standaardgereedschap dat wordt gebruikt in metaal- en houtbewerking.
Wat zijn voorbeelden van boorgereedschappen?
We hebben al vastgesteld dat boren in wezen het vergroten van een reeds bestaand gat is - om gaten in een materiaal te boren. Het bewerkingsproces maakt gebruik van een groep gereedschappen, waaronder het volgende.
- Saaie staven
- Saaie hoofden
- Startoefeningen
CNC machine
- t is SFM in bewerking?
- es van koelvloeistof voor CNC-bewerking
- Houtnerf begrijpen - Gedetailleerd overzicht
- Een bewerkingscentrum inschakelen
- Aluminium extrusieproces:een gedetailleerd overzicht
- Bewerkingsprocessen en -technieken
- Een overzicht van het kunststofbewerkingsproces
- Niet-traditioneel bewerkingsproces begrijpen
- Stappen hebben betrekking op het bewerkingsproces:
- Conventioneel bewerkingsproces begrijpen
- Contractproductieproces