


5-Axis ... het is gewoon niet zo eng
Om de een of andere reden maakt 5-assige bewerking mensen gewoon bang. Als u met mensen praat op beurzen, of wanneer u het potentieel bespreekt dat de onderdelen van een klant geschikt zijn voor 5-zijdige bewerking, kunt u een ongemakkelijk gevoel zien dat hen begint te overweldigen, en u kunt de angst zien opborrelen in hun ogen. Alleen al de gedachte aan al die assen die tegelijk bewegen, zorgt ervoor dat ze naar de heuvels willen rennen. Maar als we de tijd nemen om er logisch naar te kijken en het uit te splitsen tot wat er werkelijk gebeurt, is het helemaal niet eng!
In de loop der jaren waren enkele van mijn beste 5-assige studenten de ongelooflijk "groene" machinebedieners, die een paar maanden eerder zelfs geen CNC konden spellen. Ze hadden zo weinig ervaring in de branche dat ze niet wisten dat ze er bang voor moesten zijn - waardoor ze er echt in uitblinken. Verrassend genoeg zijn degenen die 5-assig lijken te schuwen de ervaren machinisten... juist de mensen die deze technologie echt zouden kunnen gebruiken en er een kunstwerk van finesse en schoonheid van kunnen maken!
Laten we eens kijken naar een typische 3-assige opstelling:een onderdeel wordt op de tafel geplaatst in een soort werkstuk, en een specifieke locatie op het onderdeel wordt opgepakt en gebruikt als het nulpunt van het onderdeel voor het programma. Zodra alle functies voor die specifieke bewerking zijn bewerkt, wordt het onderdeel omgedraaid naar een ander vlak en begint de procedure opnieuw. Dit wordt verschillende keren herhaald totdat het hele werkstuk compleet is en alle kanten zijn bewerkt.
Laten we nu naar hetzelfde scenario kijken met de toevoeging van een 5-assige machine:een onderdeel wordt op de tafel geplaatst in een soort werkstukapparaat en een specifieke locatie op het onderdeel wordt opgepakt en gebruikt op het nulreferentiepunt voor het programma...klinkt bekend???? Het enige echte verschil tussen de 5-assige opstelling en de 3-assige opstelling, is het ontbreken van het handmatig moeten omdraaien van het onderdeel en het voltooien van meerdere opstellingen. De machine is geprogrammeerd om het onderdeel in positie te draaien, een commando in het programma wordt gebruikt om het oorsprongspunt voor de volgende zijde van het onderdeel te verplaatsen, en het programmeren gaat verder... net als bij de traditionele 3-assige methode.
Na een tijdje dit raadsel te hebben geanalyseerd, realiseerde ik me eindelijk dat het niet het eigenlijke concept van vijfassige of vijfzijdige bewerkingstechnologie is dat hen bang maakt ... omdat dat een heel eenvoudig concept is om te begrijpen. Het lijkt het "hoe" te zijn dat hen bang maakt. Mensen begrijpen de enkele opstelling versus meerdere opstellingen, het verwijderen van het handmatig omdraaien van het onderdeel en het concept van het verplaatsen van het oorsprongspunt voor een specifieke kant van het onderdeel. Wat ze niet begrijpen, is hoe we dat allemaal gaan doen ... omdat het in hun gedachten moeilijk moet zijn ... toch? MIS! Het is echt heel simpel. Hoewel de meeste machinebouwers deze gebeurtenissen of stappen in het proces op een vergelijkbare manier behandelen, zal ik me concentreren op hoe Hurco de taak uitvoert.
Of u nu een onderdeel in NC programmeert of in gesprek, het concept en de procedure voor het programmeren van meerdere zijden van het onderdeel zijn hetzelfde... we gaan een relatief oorsprongspunt aanwijzen voor de nieuwe zijde van het werkstuk, een geroteerd of getransformeerd werkvlak maken dat de gereedschapsas staat loodrecht op, en ga dan verder met het programmeren van de eenvoudige 3-assige geometrie om de noodzakelijke bewerking voor die kant van het werkstuk te voltooien. Zodra de functies zijn bewerkt, beëindigen we eenvoudig dit nieuwe getransformeerde werkvlak - waardoor alles terugkeert naar de oorspronkelijke onderdeelconfiguratie - en dan zullen we deze stappen keer op keer herhalen totdat alle kanten van het werkstuk zijn bewerkt.
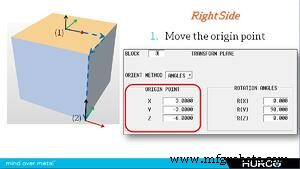
Eerst moeten we het oorsprongspunt verplaatsen. Met behulp van een gespreksblok, Transform Plane genaamd, bieden we de besturing een routekaart met richtingen vanaf het oorspronkelijke nulpunt van het werkstuk naar het nieuw gewenste oorsprongspunt voor het nieuwe werkvlak.
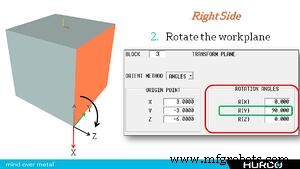
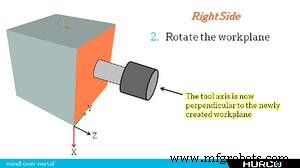
Vervolgens moeten we het werkvlak kantelen om een gereedschapsas te creëren die loodrecht staat op het gewenste vlak van het onderdeel. Bij het programmeren van deze stap, zullen we eenvoudig het gereedschap programmeren dat rond het onderdeel beweegt, en het maakt ons niet uit wat de daadwerkelijke machineconfiguratie is. In dit voorbeeld draaien we 90 graden rond de Y-as (B-as beweging)... ook al heeft de machine geen B-as, de besturing zal uitzoeken hoe de beschikbare assen moeten worden gepositioneerd om het gereedschap te bereiken oriëntatie die we hebben geprogrammeerd.
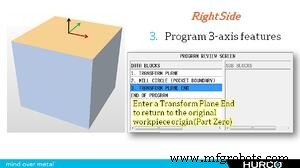
Nu het oorsprongspunt met succes is verplaatst en het werkvlak in positie is gekanteld, kunnen we nu onze eenvoudige 2.5D- of 3D-functies programmeren zoals aangegeven door de onderdeelafdruk.

Ten slotte moeten we het huidige "Transform Plane" annuleren om alles terug te zetten naar de oorspronkelijke installatielocatie van het onderdeel. We zullen deze stappen nu herhalen totdat alle kanten van het onderdeel met succes zijn geprogrammeerd.
Zoals ik hierboven al zei, is de procedure in principe hetzelfde, ongeacht of we programmeren in Conversational of NC. Om dezelfde gereedschapsoriëntatie in het gespreksvoorbeeld hierboven te programmeren, zouden we gewoon een G68.2-opdracht gebruiken om het oorsprongspunt te verplaatsen en het gereedschap te oriënteren, en vervolgens een G69 om het NC-transformatievlak te annuleren. De code zou er ongeveer zo uitzien:G68.2 X3.0 Y-3.0 Z-6.0 A0 B90.
Hopelijk helpt dit om een deel van het enge mysterie rond de horror te verwijderen die 5-assige programmering is. Als je eenmaal in OZ bent geweest en achter het gordijn bent gezien, realiseer je je dat het allemaal gewoon leuk en leuk is!

CNC machine
- Het is kapot, bel onderhoud:een werkaanvraagproces dat meer is dan alleen tickets
- Lux Research vraagt:hoe waardevol is dat patent eigenlijk?
- Richtlijnen voor ontwerp voor produceerbaarheid - deel 2
- Inleiding tot harmonischen:deel 1
- Duurzaamheid in productie - deel 3
- Draaien is optioneel
- Groottebeperkingen bij CNC-bewerkingen
- Bewerking van kleine onderdelen
- 12 branchetrends die vormgeven aan contractproductie:deel 3
- 12 trends in de sector die vormgeven aan contractproductie:deel 2
- 12 industrietrends die contractproductie vormgeven:deel 1