


Hoe diepe caviteitsfrezen op de juiste manier aan te pakken?
Frezen van diepe holtes is een veel voorkomende maar veeleisende freesbewerking. In deze stijl heeft het gereedschap een grote hoeveelheid overhang - of hoe ver een snijgereedschap uit zijn gereedschapshouder steekt. De meest voorkomende uitdagingen bij het frezen van diepe holtes zijn onder meer gereedschapsafbuiging, spaanafvoer en gereedschapsbereik.
Voorkom doorbuiging van gereedschap
Overmatige uitsteeklengte is de belangrijkste oorzaak van doorbuiging van het gereedschap, vanwege een gebrek aan stijfheid. Behalve onmiddellijke gereedschapsbreuk en mogelijke sloop van onderdelen, kan overmatige uitsteek de maatnauwkeurigheid in gevaar brengen en een gewenste afwerking voorkomen.
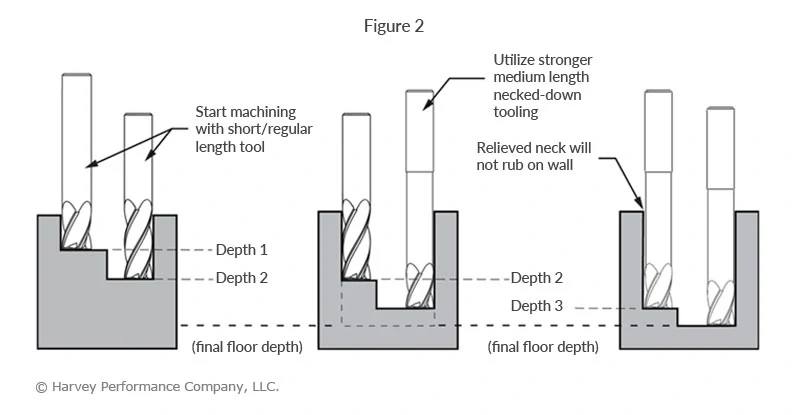
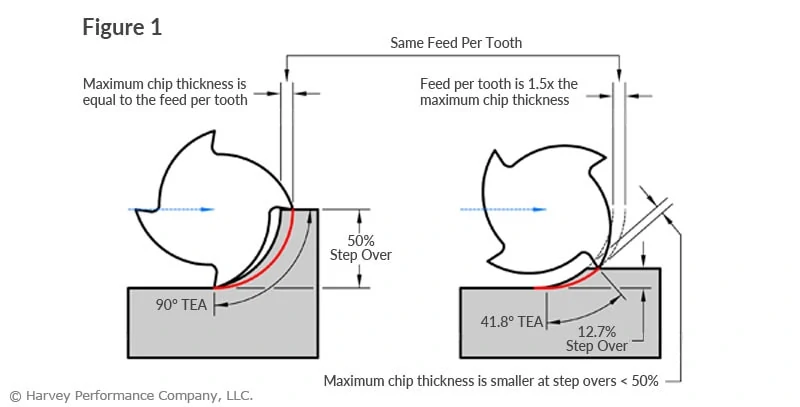
Doorbuiging van het gereedschap veroorzaakt wandversmalling (Figuur 1) , wat resulteert in onbedoelde afmetingen en hoogstwaarschijnlijk een onbruikbaar onderdeel. Door gebruik te maken van de grootst mogelijke diameter, vernauwde gereedschappen en geleidelijk naar beneden te gaan met lichtere Axiale Snijdiepten (ADOC), wordt de wandconus aanzienlijk verminderd (Figuur 2) .
Behaal een optimale afwerking
Hoewel het verhogen van uw step-downs en het verlagen van uw ADOC ideaal zijn voor voorbewerken in diepe holtes, laat dit proces vaak sporen achter bij elke stap naar beneden. Om een kwaliteitsafwerking te verkrijgen, zijn frezen met lange reikwijdte en lange groeven (in combinatie met een lichte radiale snedediepte) vereist (Figuur 3) .
Millen tot de vereiste diepte
Het vermijden van doorbuiging van het gereedschap en het bereiken van een acceptabele afwerking zijn uitdagingen die moeten worden erkend, maar wat als u de vereiste diepte niet eens kunt bereiken? Het onvermogen om de vereiste diepte te bereiken kan het gevolg zijn van de verkeerde gereedschapshouder of gewoon een probleem van het niet hebben van lang genoeg gereedschap.
Gelukkig kan het effectieve bereik van uw gereedschapshouder eenvoudig worden vergroot met Harvey Tool's Extended Reach Tool Holder, waarmee u tot 15 cm dieper kunt reiken.
Maak vol vertrouwen dieper met Harvey Tool's gereedschapshouders met verlengd bereik
Effectief evacueren van chips
Veel machinale bewerkingen worden uitgedaagd door spaanafvoer, maar niet meer dan Deep Cavity Milling. Met een diepe holte worden spanen geconfronteerd met meer obstructie, waardoor het moeilijker wordt om ze te evacueren. Dit resulteert vaak in grotere gereedschapsslijtage door het snijden van spanen en stopzetting van de productie door verstopte groefdalen.
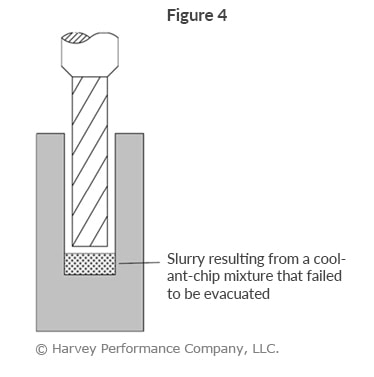
Hogedrukkoelmiddel, vooral via de spil, helpt bij het spaanafvoerproces. Luchtkoelvloeistof is echter een betere optie als warmte en smering geen probleem zijn, aangezien koelvloeistof-spanen mengsels een "slurry" kunnen vormen op de bodem van diepe holtes (Figuur 4) . Bij het bewerken van geharde legeringen, waar kleinere, poederachtige spanen ontstaan, zijn slurry's een gemeenschappelijkheid
dat moet worden vermeden.
CNC machine
- Hoe u de juiste stelvoeten kiest
- Hoe u de juiste ladegeleiders kiest
- Hoe de rechterhand vrachtwagen te kiezen?
- ips voor het op de juiste manier inspecteren van CNC-gereedschappen
- De basisvaardigheden voor het bedienen van CNC-freesmachines.
- De juiste CNC-machine kiezen
- Hoe nauwkeurigheid en precisie bij CNC-frezen te garanderen?
- 7 stappen voor het kiezen van de juiste CNC-bewerkingsmachine
- Hoe de juiste transportband te selecteren?
- Titanium bewerken:vind de juiste freesgereedschappen voor superlegeringen
- Hoe u de juiste mini-CNC-freesmachine voor uw winkel kiest?