


3 stappen om Tool Chatter te stoppen
Snijgereedschappen ondergaan tijdens het bewerkingsproces veel kracht, die trillingen veroorzaken, ook wel chatter of harmonischen genoemd. Het is niet mogelijk om deze trillingen volledig te vermijden, hoewel het minimaliseren ervan cruciaal is voor het succes van de bewerking. Trillingen worden schadelijk wanneer de juiste bewerkingsstappen niet worden gevolgd. Dit leidt tot sterke, deels verpestende chatter. In deze situaties hebben onderdelen zogenaamde "rateltekens" of duidelijke trillingsmarkeringen langs het oppervlak van een onderdeel. Gereedschappen kunnen door overmatige trillingen sneller slijten.
Tool Chatter kan op afstand worden gehouden door drie eenvoudige, maar vaak over het hoofd geziene stappen te volgen:
Hou je mond met het materiaalspecifieke gereedschap van Harvey Tool
Selecteer het juiste gereedschap voor uw taak
Het lijkt elementair, maar het kiezen van de beste tool voor uw toepassing kan verwarrend zijn. Met zoveel verschillende geometrische stijlen voor gereedschap - totale lengte, snijlengte, bereik, aantal groeven - kan het soms moeilijk zijn om één specifiek gereedschap voor uw klus te verfijnen. Vaak kiezen machinisten voor gereedschap voor algemeen gebruik dat een verscheidenheid aan bewerkingen kan uitvoeren, terwijl ze de optie over het hoofd zien die is geoptimaliseerd voor één materiaal en taak.
Kiezen voor materiaalspecifiek gereedschap is handig, omdat elk materiaal verschillende behoeften heeft. Staal wordt bijvoorbeeld anders bewerkt dan aluminium materialen. Alles, van de spaangrootte tot de spaanafvoer, is anders. Variabele Helix- of Variabele Pitch-ontwerpen helpen om chatter te minimaliseren door harmonischen te verminderen, die worden veroorzaakt doordat de snijkant herhaaldelijk contact heeft met het werkstuk. Om harmonischen te verminderen, worden de tijdsintervallen tussen fluitcontact met het werkstuk gevarieerd.
De totale lengte is een andere belangrijke factor waarmee u rekening moet houden bij het kiezen van een gereedschap voor uw werk. Hoe meer uitsteeklengte of lengte het gereedschap aan de spil hangt, hoe minder veilig de verbinding tussen spil en gereedschap is en hoe meer trillingen. Ervoor zorgen dat uw gereedschap slechts zo lang is als nodig is voor uw operatie, is belangrijk om chatter en harmonischen te minimaliseren. Als u diep in een onderdeel bewerkt, kiest u voor gereedschap met een groot bereik of een gereedschapshouder met een groter bereik om de verbinding te verstevigen.
Zorg voor een beveiligde verbinding
Als het gaat om veilige benaderingen voor het vasthouden van gereedschap, zijn zowel de gereedschapsschacht als de spantang belangrijk. Het is niet verwonderlijk dat een los gereedschap meer kan bewegen of trillen tijdens het bewerken. Met dit in gedachten biedt Helical schachtconfiguraties om de verbinding te helpen, inclusief de ToughGRIP-schacht, die een glad, spiegelachtig oppervlak vervangt door een ruwer, grover oppervlak voor meer wrijving. Helical is ook licentiehouder van de HAIMER Safe-Lock™, toegevoegde groeven op de schacht van een gereedschap die tegengesteld aan de spindelrotatie werken, waardoor het gereedschap stevig op zijn plaats wordt vastgezet.
Machinisten moeten ook de verschillende soorten spantangen kennen die voor hen beschikbaar zijn om te bepalen of een betere oplossing nodig kan zijn. Hydraulische gereedschapshouders of Shrink Fit gereedschapshouders bevorderen bijvoorbeeld een sterkere verbinding dan een methode voor het vastdraaien van de mechanische spil.
Voor meer informatie, zie Overwegingen bij het bewaren van belangrijke tools

Kies een strategie voor het minimaliseren van Chatter
Hoe een tool wordt gebruikt, kan het verschil betekenen tussen geweldige werkresultaten en een kapot onderdeel. Dit omvat zowel de parameters waarop een gereedschap wordt gebruikt als de richting waarin het roteert - ofwel een conventionele frees- of een klimfreestechniek.
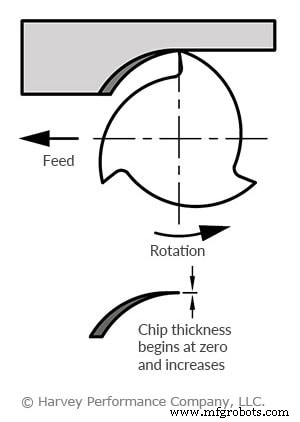
Conventioneel frezen
Bij deze methode begint de spaanbreedte vanaf nul en neemt geleidelijk toe, waardoor er meer warmte in het werkstuk diffundeert. Dit kan leiden tot verharding van het werk, waardoor een machinist meer hoofdpijn krijgt.
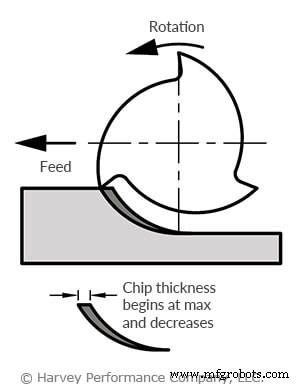
Climb Milling
De meeste moderne machinewerkplaatsen gebruiken een techniek voor meelopend frezen, of wanneer de spaanbreedte maximaal begint en tijdens het snijden afneemt. Climb Milling biedt een meer consistente snede dan traditionele methoden en legt minder druk op het gereedschap. Zie het als gewichtheffen - zwaar tillen zal het gemakkelijkst zijn aan het begin van uw training. Evenzo helpt een snede waarbij de dikste spaan het eerst wordt verwijderd, het gereedschap zijn sterkte te behouden. Omdat het spaanproces sneller gaat, worden trillingen geminimaliseerd.
Voor meer informatie, zie Climb Milling Vs. Conventioneel frezen
Tot slot
Trillingen zijn onvermijdelijk tijdens het bewerkingsproces, maar het minimaliseren ervan kan het verschil betekenen tussen succesvolle bewerking en afgedankte onderdelen. Het volgen van drie eenvoudige regels kan helpen om uw gebabbel en harmonischen onder controle te houden, waaronder:Het juiste gereedschap selecteren, zorgen voor een veilige verbinding tussen bewerkingsmachines en het gebruiken in een strategie voor klimfrees. Zowel Harvey Tool als Helical Solutions hebben tools die kunnen helpen, waaronder schachtaanpassingen en frezen met variabele helix of variabele spoed.
CNC machine
- Wat is een ponstool?
- Waarom fluiten tellen ertoe doet
- HEM toepassen op microbewerking
- Meest gebruikelijke methoden voor het invoeren van gereedschappen
- Inleiding tot trochoïdaal frezen
- 10 belangrijke stappen voor het kiezen van een machineprognostisch hulpmiddel
- 7 stappen voor het kiezen van de juiste CNC-bewerkingsmachine
- Gereedschapsstaalsoorten
- Goede trillingen:hoe u uw machine-instellingen kunt optimaliseren om chatter te minimaliseren
- Precisie CNC-bewerking - De stappen
- Nieuw gereedschap toevoegen