


Doorbuiging van gereedschap en zijn remedies
Elke machinist moet zich bewust zijn van doorbuiging van het gereedschap, omdat te veel doorbuiging kan leiden tot catastrofale storingen in het gereedschap of het werkstuk. Doorbuiging is de verplaatsing van een object onder een belasting waardoor kromming en/of breuk ontstaat.
Bijvoorbeeld: Als je naar een duikplank in rust kijkt zonder de druk van iemands gewicht erop, is de plank recht. Maar naarmate de duiker verder naar het einde van de plank vordert, buigt hij verder. Doorbuiging in gereedschap kan op een vergelijkbare manier worden gezien.

Doorbuiging kan resulteren in:
- Verkorte standtijd en/of gereedschapsbreuk
- Ondermaatse oppervlakteafwerking
- Onnauwkeurigheden in de afmetingen van een deel
Remedies voor het doorbuigen van gereedschap
Overhang minimaliseren
Overhang verwijst naar de afstand die een gereedschap uit de gereedschapshouder steekt. Gewoon, naarmate de uitsteeklengte toeneemt, neemt de kans op doorbuiging van het gereedschap toe. Hoe groter de afstand die een gereedschap uit de houder hangt, hoe minder schacht er is om vast te pakken, en afhankelijk van de schachtlengte kan dit leiden tot harmonischen in het gereedschap die breuk kunnen veroorzaken. Simpel gezegd:voor optimale werkomstandigheden minimaliseert u de uitsteeklengte door het gereedschap zoveel mogelijk op te spannen.

Lange fluit versus lang bereik
Een andere manier om doorbuiging tot een minimum te beperken, is door de verschillen tussen een lange fluit en een gereedschap met een groot bereik volledig te begrijpen. De reden voor een dergelijk verschil in stijfheid tussen de twee is de kerndiameter van het gereedschap. Hoe meer materiaal, hoe stijver het gereedschap; hoe korter de groeflengte, hoe stijver het gereedschap en hoe langer de standtijd. Hoewel elke gereedschapsoptie zijn voordelen en noodzakelijke toepassingen heeft, is het belangrijk om de juiste optie voor een bewerking te gebruiken.
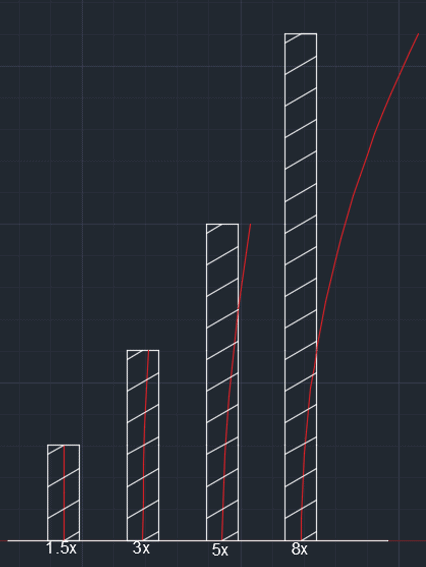
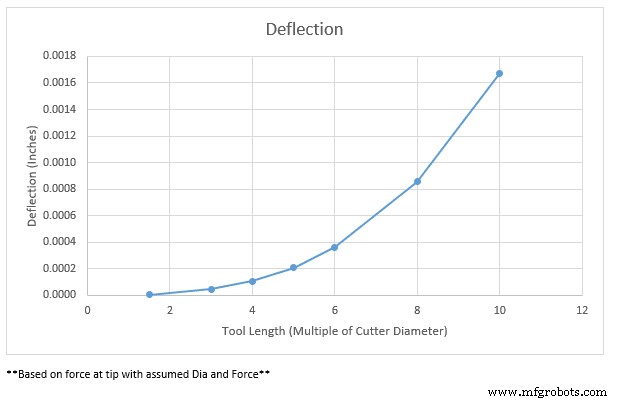
De onderstaande grafieken illustreren de relatie tussen de kracht op de punt en de lengte van de groef en laten zien hoeveel het gereedschap zal doorbuigen als alleen de punt wordt ingeschakeld tijdens het snijden. Een van de belangrijkste manieren om uw gereedschap zo lang mogelijk mee te laten gaan, is door de stijfheid te vergroten door het kleinste bereik en de kleinste snijlengte op het gereedschap met de grootste diameter te selecteren.
Klik hier voor meer informatie over het correct vasthouden en uitlopen van gereedschap
Wanneer kiezen voor een Long Reach-tool
Bereikte gereedschappen worden meestal gebruikt om materiaal te verwijderen waar er een opening is waar de schacht niet in zou passen, maar een niet-snijdende verlenging van de freesdiameter wel. Deze reikwijdte achter de snijkant is ook iets verminderd ten opzichte van de freesdiameter om overhelling (wrijven van niet-snijdend oppervlak tegen het onderdeel) te voorkomen. Bereikte gereedschappen zijn een van de beste gereedschappen om toe te voegen aan een gereedschapskist vanwege hun veelzijdigheid en standtijd.

Wanneer kiezen voor een lange fluit
Gereedschappen met lange groef hebben langere snijlengtes en worden doorgaans gebruikt voor het onderhouden van een naadloze wand aan de zijkant van een onderdeel, of in een sleuf voor afwerkingstoepassingen. De kerndiameter is over de gehele snijlengte even groot, wat leidt tot meer kans op doorbuiging binnen een onderdeel. Dit kan mogelijk leiden tot een taps toelopende snijkant als te weinig van de snijkant wordt aangegrepen met een hoge voeding. Bij het snijden in diepe sleuven zijn deze gereedschappen zeer effectief. Bij het gebruik van HEM zijn ze ook zeer nuttig vanwege hun spaanafvoermogelijkheden die bereikt gereedschap niet hebben.

Doorbuiging en gereedschapskernsterkte
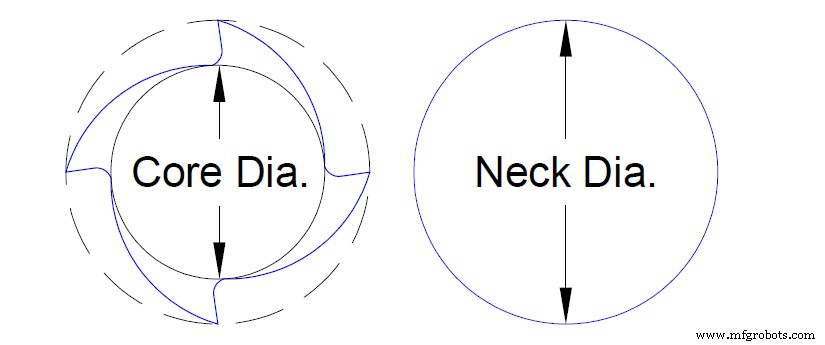
Diameter is een belangrijke factor bij het berekenen van doorbuiging. Machinisten gebruiken vaak de freesdiameter bij de berekening van gereedschappen met lange groef, terwijl in werkelijkheid de kerndiameter (hieronder weergegeven) de noodzakelijke afmeting is. Dit komt omdat het gegroefde gedeelte van een gereedschap geen materiaal heeft in de groefdalen. Voor een bereikt gereedschap zou de kerndiameter in de berekening worden gebruikt tot het bereikte gedeelte, waarna het overgaat naar de nekdiameter. Wanneer deze waarden worden gewijzigd, kan dit de doorbuiging verlagen tot een punt waar het niet merkbaar is voor het bereikte gereedschap, maar kritische afmetingen in een gereedschap met lange groef kan beïnvloeden.
Doorbuiging samengevat
Doorbuiging van het gereedschap kan schade aan uw gereedschap veroorzaken en uw onderdeel vernietigen als u er geen rekening mee houdt voordat u met een klus begint. Zorg ervoor dat u de afstand van de gereedschapshouder tot de punt van het gereedschap minimaliseert om doorbuiging tot een minimum te beperken. Voor meer informatie over manieren om doorbuiging van het gereedschap in uw bewerking te verminderen, bekijk Duiken in snedediepte.
CNC machine
- Honkbal
- Inleiding tot trochoïdaal frezen
- Strategieën om gereedschapsdoorbuiging bij CNC-bewerking te verminderen
- Maak kennis met de draaibankmachine en zijn onderdelen
- Gereedschapsstaalsoorten
- Zie de waarde van het gereedschap in plaats van de kosten ervan
- Oorzaken en oplossingen van onregelmatigheden en breuken in het ponsgereedschap
- Effectieve remedies voor problemen met ponsen en stansen
- Een overzicht van gereedschapsstaal en zijn toepassingen
- Wat is gereedschapsafbuiging bij CNC-bewerking en hoe deze te verminderen?
- Een overzicht van gereedschapsstaal en de bijbehorende toepassingen