


Op weg naar succes
Een slechte standtijd en voortijdig falen van het gereedschap zijn zorgen bij elke bewerkingstoepassing. Iets eenvoudigs als de selectie van het gereedschapspad - en hoe een gereedschap voor het eerst een onderdeel binnengaat - kan het verschil maken. Gereedschapsinvoer heeft veel invloed op het algehele succes, omdat het een van de meest straffende operaties is voor een snijplotter. Ramping in een onderdeel, via een cirkelvormig of lineair gereedschapspad, is een van de meest populaire en vaak de meest succesvolle methoden (Figuur 1) . Lees hieronder wat ramping is, de voordelen ervan en in welke situaties het kan worden gebruikt.
Bekijk onze microbewerkingswebinar om meer leven uit uw miniatuur snijgereedschap te halen
Wat is Ramping?
Helling verwijst naar gelijktijdige radiale en axiale beweging van een snijgereedschap, waardoor een hoekig gereedschapspad ontstaat. Vaak wordt deze methode gebruikt om een onderdeel te benaderen wanneer het nodig is om gesloten vormen te creëren, zoals holtes, holtes, gravures en gaten. Hierdoor is het niet meer nodig om met een vingerfrees of boor in te storten om een startpunt te creëren. Helling is vooral belangrijk bij microbewerkingen, waar zelfs de geringste onbalans in snijkrachten kan leiden tot defecten aan het gereedschap.
Er zijn twee soorten ramping-gereedschapspaden:lineair en circulair (Figuur 2).
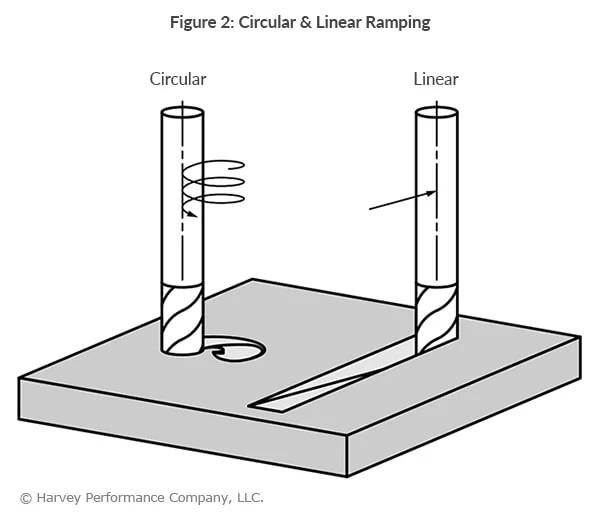
Lineaire helling omvat het verplaatsen van een snijgereedschap langs twee assen (de z-as en een van de x, y-assen). Deze methode heeft aanzienlijk meer radiale aangrijping met complementaire verhoogde snijkrachten verdeeld over slechts twee assen.
Circulaire ramping (spiraalvormige interpolatie) heeft een spiraalvormige beweging van het snijgereedschap die alle drie de assen (x-, y- en z-assen) aangrijpt. Deze methode heeft doorgaans minder radiale aangrijping op het snijgereedschap, waarbij de snijkrachten over de drie verschillende assen worden verdeeld. Dit is de aanbevolen methode, omdat deze de langste standtijd garandeert.
Voorgestelde starthellingshoeken:
Zachte/non-ferro materialen:3° – 10°
Harde/ferro materialen 1° – 3°
Voordelen van ramping
Wanneer een gereedschap het onderdeel binnenkomt via een hellingsmethode, neemt het geleidelijk in diepte toe, waardoor schokbelasting op vingerfrezen wordt voorkomen. Dit reduceert de kosten als gevolg van onnodige gereedschapsbreuk. Helling produceert kleinere spanen in vergelijking met induiken, waardoor spaanafvoer sneller en gemakkelijker wordt. Als resultaat kan de cyclustijd worden verkort door de vingerfrees op snellere parameters te laten draaien. Helling creëert ook een extra ruimte in de gereedschapswisselaar die anders zou worden ingenomen door een boor die bedoeld is om een startgat te bewerken.

Boogboog
Net als hellingen in zowel methode als voordeel, is boogvorming een andere techniek om een werkstuk te naderen (zie afbeelding 3).
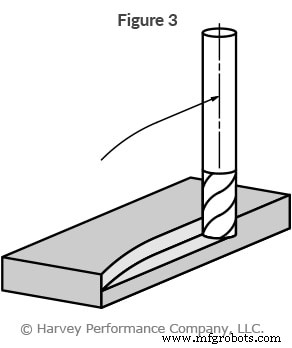
Terwijl hellingen het onderdeel vanaf de bovenkant binnenkomen, komt boogvorming vanaf de zijkant binnen. De vingerfrees volgt een gebogen gereedschapsbaan (of boog) tijdens het frezen, waardoor de belasting op het gereedschap geleidelijk toeneemt wanneer het gereedschap het onderdeel binnengaat, en de belasting geleidelijk afneemt wanneer het gereedschap het onderdeel verlaat. Op deze manier worden schokbelasting en mogelijke gereedschapsbreuk vermeden.
Voor meer informatie over hellingshoeken, boogvorming en andere methodes voor het invoeren van gereedschappen, zie de "Typen gereedschapinvoer" van Helical Solutions.
CNC machine
- Wat is een ponstool?
- CNC-machinegereedschap
- De nr. 1 sleutel tot betrouwbaarheidssucces
- Betrouwbaarheidsverbeteringstools selecteren
- Waarom fluiten tellen ertoe doet
- Meest gebruikelijke methoden voor het invoeren van gereedschappen
- Inleiding tot trochoïdaal frezen
- Industrie 4.0 succes vereist samenwerking
- Gereedschapsstaalsoorten
- Nieuw gereedschap toevoegen
- Mazak G-codelijst (M-serie)