


Oorzaken en gevolgen van snijkantopbouw (BUE) in draaitoepassingen
Bij draaibewerkingen staat het gereedschap stil terwijl het werkstuk in een opspankop of een spantanghouder draait. Veel bewerkingen worden uitgevoerd in een draaibank, zoals vlakken, boren, groefsteken, draadsnijden en afsnijden. het is absoluut noodzakelijk om de juiste gereedschapsgeometrie en snijparameters te gebruiken voor het materiaaltype dat wordt bewerkt. Als deze parameters niet correct worden toegepast in uw draaibewerkingen, kunnen snijkantsopbouw (BUE) of vele andere faalwijzen optreden. Deze faalwijzen hebben een nadelige invloed op de prestaties van het snijgereedschap en kunnen leiden tot een algeheel afgedankt onderdeel.
Bij het inspecteren van een snijgereedschap onder een microscoop of oogloep, zijn er verschillende soorten storingsmodi voor draaigereedschap die duidelijk kunnen zijn. Enkele van de meest voorkomende modi zijn:
- Normale flankslijtage: De enige acceptabele vorm van gereedschapsslijtage, veroorzaakt door de normale veroudering van een gebruikt snijgereedschap en aangetroffen op de snijkanten.
- Deze abrasieve slijtage, veroorzaakt door harde bestanddelen in het werkstukmateriaal, is de enige voorkeursmethode voor gereedschapsslijtage, omdat het voorspelbaar is en een stabiele standtijd zal blijven bieden, wat verdere optimalisatie en verhoogde productiviteit mogelijk maakt.
- Kratering: Vervormingen gevonden op het snijvlak van een gereedschap.
- Deze gereedschapsmodus is een chemische en hittefout, gelokaliseerd op het harkvlakgebied van het draaigereedschap, of wisselplaat. Dit falen is het gevolg van de chemische reactie tussen het werkstukmateriaal en het snijgereedschap en wordt versterkt door de snijsnelheid. Overmatige kraterslijtage verzwakt de snijkant van een draaigereedschap en kan leiden tot snijkantuitval.
- Chippen: Breken van het draaigereedschap langs het snijvlak, wat resulteert in een onnauwkeurige, ruwe snijkant.
- Dit is een mechanisch defect dat vaak voorkomt bij onderbroken snij- of niet-rigide bewerkingsopstellingen. Veel boosdoeners kunnen verantwoordelijk zijn voor chippen, inclusief machine-ongelukken en beveiliging van gereedschapshouders.
- Thermisch mechanisch defect (thermisch kraken): Het kraken van een snijgereedschap als gevolg van aanzienlijke schommelingen in de bewerkingstemperatuur.
- Bij het draaien is warmtebeheersing de sleutel. Te weinig of te veel warmte kan problemen veroorzaken, evenals aanzienlijke, snelle temperatuurschommelingen (herhaalde verwarming en koeling op het snijvlak). Thermisch mechanisch falen manifesteert zich meestal in de vorm van gelijkmatig verdeelde scheuren, loodrecht op de snijkant van het draaigereedschap.
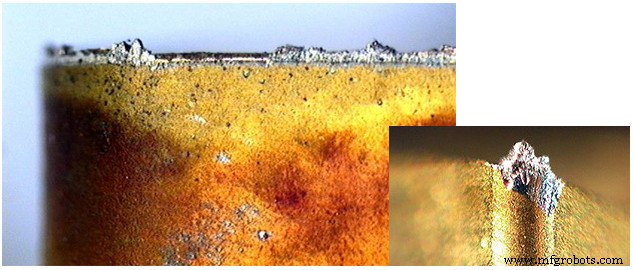
- Opgebouwde rand (BUE): Wanneer spanen zich aan het snijgereedschap hechten door hoge hitte, druk en wrijving.
Effecten van opgebouwde snijkant in draaiapplicatie
Een opgebouwde snijkant is misschien wel de gemakkelijkste manier om gereedschapsslijtage te identificeren, omdat deze zichtbaar kan zijn zonder dat een microscoop of een oogloep nodig is. De term snijkantopbouw betekent dat het materiaal dat u verspant onder druk aan het snijgereedschap wordt gelast. Bij het inspecteren van uw gereedschap is het bewijs van een BUE-probleem materiaal op het harkvlak of de flank van het snijgereedschap.
Deze toestand kan veel problemen met uw bewerkingen veroorzaken, zoals een slechte standtijd, onvoldoende oppervlakteafwerking, maatvariaties en vele andere kwaliteitsproblemen. De reden voor deze problemen is dat de hartlijnafstand en de gereedschapsgeometrie van de snijkant worden gewijzigd door het materiaal dat aan de hark of flank van het gereedschap is gelast. Naarmate de BUE-conditie verslechtert, kunt u andere soorten storingen of zelfs catastrofale storingen ervaren.
Oorzaken van edge-build-up in Turning-applicaties
Onjuiste gereedschapskeuze
Snijkantopbouw wordt vaak veroorzaakt door het gebruik van een draaigereedschap dat niet de juiste geometrie heeft voor het te bewerken materiaal. Met name bij het bewerken van een gomachtig materiaal zoals aluminium of titanium, kunt u het beste gereedschap gebruiken met extreem scherpe snijkanten, een vrije snijgeometrie en een gepolijste flank en harkvlak. Dit zal u niet alleen helpen om het materiaal snel te snijden, maar ook om te voorkomen dat het aan het snijgereedschap blijft kleven.

Verouderde gereedschappen gebruiken
Zelfs als u een draaigereedschap met de juiste geometrie gebruikt, kunt u nog steeds BUE ervaren. Naarmate het gereedschap begint te slijten en de rand begint te verslechteren, zal het materiaal zich ophopen op het oppervlak van het gereedschap. Om deze reden is het erg belangrijk om de snijkant van een gereedschap te inspecteren nadat u een paar onderdelen hebt bewerkt en vervolgens willekeurig gedurende de ingestelde standtijd. Dit zal u helpen de hoofdoorzaak van een van de faalwijzen te identificeren door ze in een vroeg stadium te identificeren.
BUE elimineren met Micro 100-snelheden en feeds-grafieken
Onvoldoende warmteontwikkeling
Snijkantopbouw kan worden veroorzaakt door het draaien van een gereedschap met onjuiste snijparameters. Wanneer BUE een probleem is, komt dit meestal doordat de snelheid of invoersnelheden te laag zijn. Warmteopwekking is essentieel tijdens elke bewerkingstoepassing - hoewel te veel warmte een onderdeelmateriaal kan beïnvloeden, kan te weinig ervoor zorgen dat het gereedschap minder effectief is in het efficiënt verwijderen van spanen.
4 eenvoudige manieren om opgebouwde snijkanten in draaitoepassingen te verminderen
- Kies bij het selecteren van een gereedschap voor vrij snijden, scherpe geometrieën met hooggepolijste oppervlakken. Het selecteren van een gereedschap met spaanbrekergeometrie helpt ook om spanen te verdelen, wat zal helpen om het van het onderdeel en het snijoppervlak te verwijderen.
- Wees zeker van uw toepassingsaanpak en uw actieve parameters. Het is altijd belangrijk om te controleren of uw loopparameters geschikt zijn voor uw draaitoepassing.
- Zorg ervoor dat de koelvloeistof op de snijkant is gericht en verhoog de hoeveelheid koelvloeistofconcentratie.
- Kies voor een gecoate wisselplaat, omdat coatings specifiek zijn ontworpen voor een bepaalde set onderdeelmaterialen en zijn ontworpen om veelvoorkomende bewerkingsproblemen te voorkomen.
CNC machine
- Wat is het beste gereedschap voor het snijden van plaatwerk?
- CNC-routerbits Woordenlijst 2
- Toepassingen van de CNC oscillerende messensnijder
- Parameters definiëren voor CNC-draaimachines
- Wat is machinaal draaien?
- Een snelle vergelijking van CNC-bewerkingsmachines
- Verticaal draaicentrum voor zwaar zagen
- De uitdagingen van hard draaien de baas worden
- Wat precisiemachinewerkplaatsen doen:draaien
- CNC draaiende onderdelen uitgelegd
- Draaibank of gewoon een draaibank?