


Vermijden van vloeilijnen in gegoten onderdelen
 Voorbeeld van wervelend effect van een nylon materiaal met gele kleurstof. Het kiezen van een voorgecompoundeerde hars zou de klant hebben geholpen dit probleem te voorkomen.
Voorbeeld van wervelend effect van een nylon materiaal met gele kleurstof. Het kiezen van een voorgecompoundeerde hars zou de klant hebben geholpen dit probleem te voorkomen. Basketbalspelers die geen schot kunnen missen, zouden kunnen zeggen dat ze in the zone zijn . Een psycholoog beschreef dat fenomeen:flow vinden - als een staat van productieve betrokkenheid waarvan vaak wordt gezegd dat het het geheim van geluk is.
Het vinden van vloeilijnen in spuitgegoten onderdelen leidt echter tot ontevreden ontwerpingenieurs en klanten. Dat is met name het geval wanneer er vloeilijnen zichtbaar zijn op onderdelen voor medische apparaten, automobieltoepassingen of consumentenproducten, industrieën die sterk afhankelijk zijn van spuitgieten.
Vloeilijnen zijn oppervlakte-onregelmatigheden, golvende patronen of een golfeffect, misschien met een iets andere kleur, die kunnen verschijnen in spuitgegoten onderdelen.
Het goede nieuws is dat vloeilijnen alleen een esthetische zorg zijn en geen invloed hebben op de sterkte of structurele integriteit van een onderdeel, dat zal presteren zoals bedoeld.
Sterker nog, ontwerpers en fabrikanten die hun onderdelen produceren, hebben manieren om stroomlijnen te verminderen en hun doel te bereiken om hoogwaardige kunststof onderdelen te maken.
 De Design for Manufacturing (DFM)-analyse van Protolabs markeert automatisch dunne en dikke gebieden in uw CAD-model, wat kan helpen start discussies over manieren om een consistente stroom door de mal te verzekeren.
De Design for Manufacturing (DFM)-analyse van Protolabs markeert automatisch dunne en dikke gebieden in uw CAD-model, wat kan helpen start discussies over manieren om een consistente stroom door de mal te verzekeren. Met de stroom meegaan
Voordat u dit ontwerp en andere overwegingen bespreekt, onthoud dat kunststof spuitgieten een fabricageproces is waarbij harskorrels worden verwarmd tot een gesmolten toestand en, volgens digitale instructies die zijn geprogrammeerd in de computer die het gietproces aandrijft, dat gesmolten materiaal in een metalen gereedschap wordt geïnjecteerd. (de schimmel). Eenmaal afgekoeld, hebt u een definitief thermoplastisch onderdeel van productiekwaliteit.
Tijdens het spuitgieten ontstaan vloeilijnen meestal wanneer vloeibaar, gesmolten plastic dat door de mal stroomt in contact komt met plastic materiaal dat al is afgekoeld.
Dat is waarschijnlijker wanneer heet plastic uit delen van de vorm met dikkere wanden stroomt naar delen met dunnere, waar het plastic al is afgekoeld en gomachtig is geworden. Een uniforme wanddikte kan helpen zorgen voor een goede materiaaldoorstroming, zodat plastic in dunne delen niet afkoelt voordat het dikkere delen volledig vult.
Omdat sommige onderdelen niet overal dezelfde dikte kunnen hebben, zullen geleidelijke in plaats van drastische veranderingen tussen dik- en dunwandige gebieden verschillen in materiaalstroom helpen voorkomen die stroomlijnen kunnen veroorzaken. De Design for Manufacturing (DFM)-analyse van Protolabs markeert automatisch dunne en dikke gebieden in uw CAD-model, wat kan dienen om discussies op gang te brengen over manieren om die afwijkingen te verminderen.
Een andere manier om gesmolten plastic met de stroom mee te laten gaan, is door scherpe binnenhoeken, die met randen van 90 graden, in uw vormontwerp te vermijden. Hoeken kun je beter ontwerpen als een vloeiende bocht in een rivier. Het plastic zal gemakkelijk hoeken afronden en de stralen in die bochten volgen om de mal gelijkmatiger te vullen.
Sommige klanten voegen ribben of dunne verticale wanden toe aan hun ontwerp, waardoor in feite een skelet binnen het onderdeel ontstaat, om de structurele integriteit van spuitgegoten onderdelen te vergroten. Ribben die over een onderdeel zijn geplaatst, kunnen ook dienen als stroomkanalen om het plastic sneller en gemakkelijker van de ene naar de andere kant te laten gaan.

Een soepele menging van aangepaste kleurstoffen is ook belangrijk om vloeilijnen in vormdelen te voorkomen.
Materialen kiezen om de harsstroom te verbeteren
Elke kunststof presteert iets anders in het spuitgietproces. Die met lagere smelttemperaturen en lagere viscositeit, zoals polyethyleen en polypropyleen, vloeien gemakkelijk en vullen mallen soepeler en gelijkmatiger.
Anderen, zoals polycarbonaten, zijn plakkerig en zouden een slechte keuze zijn voor dunne onderdelen omdat het moeilijk is ze een vorm goed te laten vullen. ABS thermoplasten zitten in het midden en werken voor sommige toepassingen.
Kunststoffen zijn echter niet uitwisselbaar. Sommige onderdelen moeten sterk of flexibel zijn, terwijl andere schok- of chemische weerstand vereisen. Met de grote verscheidenheid aan kunststoffen die tegenwoordig beschikbaar zijn, kan een ander materiaal in dezelfde familie met een betere smeltstroomsnelheid of viscositeit een optie zijn om vloeilijnen te vermijden en een beter onderdeel te produceren.
Stroomleidingen vermijden voor productie
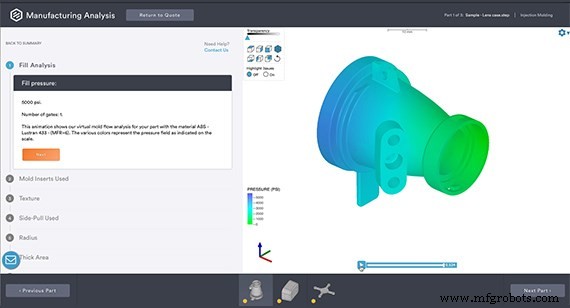
Deskundige leden van het gietteam kunnen stroomlijnen en andere problemen verwerken voordat ze klantonderdelen uit een nieuwe mal produceren. Operators kunnen verschillende parameters op het apparaat aanpassen om stroomlijnen te verminderen. Deze omvatten het verhogen van de injectiesnelheid van het materiaal dat in het onderdeel gaat, het verhogen van de temperatuur van het materiaal of het verhogen van de vuldruk. Voordat uw hars de mal raakt, kan de digitale malstroomsimulatie van Protolabs identificeren wanneer het wijzigen van de dikte van een onderdeel of het gebruikte type plastic de materiaalstroom in de mal zou verbeteren en productie op veilige drukniveaus mogelijk zou maken.
Een digitale fabrikant zoals Protolabs kan in slechts één dag definitieve onderdelen produceren met behulp van kosteneffectieve aluminium gereedschappen voor spuitgegoten onderdelen, met een kostenbesparende optie om over te stappen van prototyping naar on-demand productie. Een offerte met gratis ontwerpanalyse van een onderdeel is binnen enkele uren beschikbaar.
Industriële technologie
- Gegevensstroom
- Van elektrisch naar elektronisch
- Conventional Versus Electron Flow
- Transmissielijnen van eindige lengte
- AZL en IKV onderzoeken thermoplastische tapes in spuitgegoten onderdelen
- 6 redenen om machinaal bewerkte onderdelen te verkiezen boven gegoten onderdelen
- Tijdelijke oplossingen voor toolholding vermijden
- Warmtebehandeling van nauwkeurig bewerkte onderdelen
- Wat is een PCB-transmissielijn?
- Metaalpolijsten in een wereld van 3D-geprinte onderdelen
- GD&T-toleranties bij de productie van onderdelen