


Wat is Investment Casting en hoe het werkt
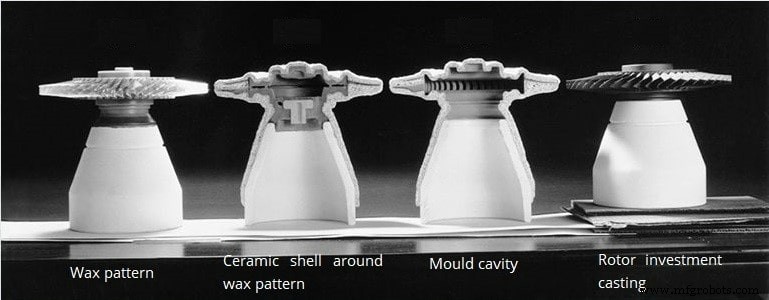
- Beleggingscasting is een van de eeuwenoude metaalproductieprocessen, die wel 5000 jaar oud kunnen zijn. In de vroegste vormen werd bijenwas gebruikt om patronen te vormen die nodig waren voor het gietproces. Tegenwoordig worden meer geavanceerde wassen, vuurvaste materialen en speciale legeringen gebruikt voor het maken van patronen. Gesmolten metaal wordt gegoten in een verbruikbare mal gevormd door vuurvast keramisch materiaal met een betrokken waspatroon. De was wordt gesmolten en het gesmolten metaal zal stollen in de keramische mal, waarna de metalen gietdelen uitkomen. Daarom wordt investeringsgieten vaak "verloren-wasgieten" genoemd.
- Investment casting wordt zo genoemd omdat het proces het patroon belegt (omringt) met vuurvast materiaal om een mal te maken, en een gesmolten substantie wordt in de mal gegoten. De meeste metalen kunnen worden vervaardigd door metaalinvesteringsgieten, zoals aluminiumlegeringen, messing, koperlegeringen, bronslegeringen, staallegeringen, gietijzer, roestvrij staal.
- De holte in de vuurvaste mal is een exacte kopie van het gewenste onderdeel. Vanwege de hardheid van de gebruikte vuurvaste materialen, genereert het verloren-wasgietproces normaal gesproken complexe, zeer nauwkeurige onderdelen met een uitstekende oppervlakteafwerking, zoals turbinebladen of vuurwapens componenten. Toepassingen bij hoge temperaturen zijn ook gebruikelijk, waaronder onderdelen voor de auto-, vliegtuig- en militaire industrie. Soms kan investeringsgieten ook de noodzaak voor machinale bewerking verminderen of zelfs elimineren, wat vaak de enige manier is waarop een onderdeel economisch kan worden vervaardigd.
- Waterglas en silicasol gieten zijn tegenwoordig de twee belangrijkste investeringsgietmethoden. De belangrijkste verschillen zijn de oppervlakteruwheid en de kosten van het gieten. De waterglasmethode ontwast in het water op hoge temperatuur en de keramische mal is gemaakt van waterglaskwartszand. De silica sol-methode ontwast in het flitsvuur en silica sol zirkoonzand maakt de keramische mal. De silicasolmethode kost meer, maar heeft een beter oppervlak dan de waterglasmethode.Precise Cast biedt zowel silicasol-investeringsgieten als waterglasgieten als opties voor onze klanten in verschillende industrieën, waarbij verschillende gewichten van gietcomponenten worden gedekt.
Belangrijkste stappen van het proces voor het gieten van investeringen
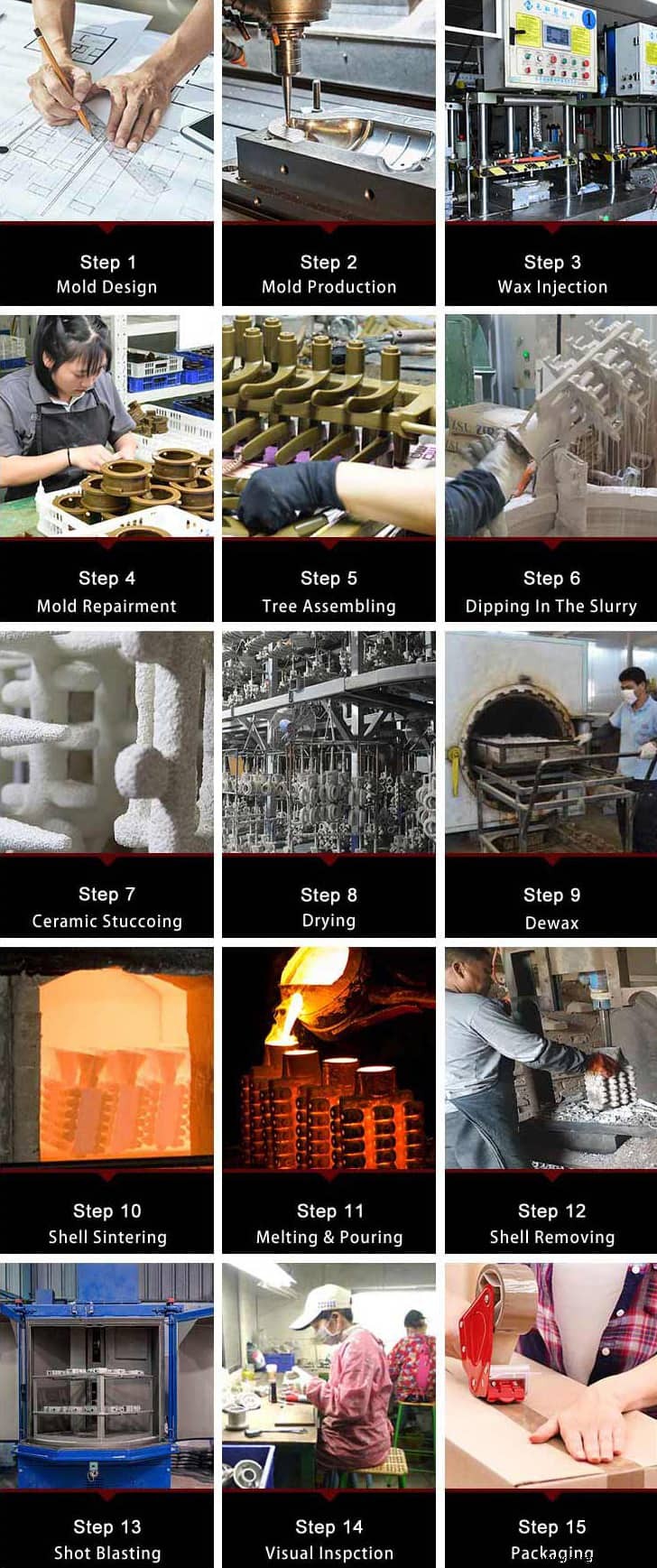
Processtappen voor het gieten van investeringen bij nauwkeurige cast:
We kunnen hoogwaardige investeringsgietstukken produceren in verschillende afmetingen en vormen. In onze gieterij wordt het investeringsgietproces uitgevoerd met de meest geavanceerde technologie in China. In het hele proces zijn volledig metalen legeringen beschikbaar, we kunnen investeringsgietstukken aanpassen aan uw materiaalspecificaties.
Investering gietvorm ontwerp &fabricage:
Het is de eerste stap voor het gietproces van metalen investeringen, de basis om precisieproducten te bereiken, en ook de basisstap om waspatronen te maken. Precise Cast heeft CNC-bewerkingscentra van wereldklasse om uiterst nauwkeurige gietvormen te produceren en een snelle gereedschapsservice te bieden voor onze klanten.
Vervaardiging van waspatroon:
Een patroon dat de geometrieën van het voltooide onderdeel dupliceert, wordt gemaakt door twee primaire methoden:
Een wasinjectiematrijs maken:Het waspatroon wordt verkregen door was in het patroon te injecteren. We krijgen een model met dezelfde afmetingen als de gewenste producten. Daarna herhalen we de injectietaak voor meer waspatronen
3D-geprint waspatroon
Wasmontage:
Nadat de waspatronen zijn voltooid, worden ze samengevoegd tot lopers en vervolgens tot een afgewerkte boom die klaar is om te worden ondergedompeld.
Stucwerk:
Nadat de suspensiecoating is voltooid, vallen zanddeeltjes op het oppervlak van de natte boomconstructie, wat helpt om de coatinglaag op het oppervlak van de wasconstructie dikker te maken en te versterken.
Ontwassen:
De was in de nieuw gebouwde schaal wordt nu verwijderd door de schaal in een stoom-ontparaffinerende autoclaaf of flitsoven te plaatsen. De was zal smelten en door de poort naar buiten lopen en onder hoge temperatuur naar boven stromen. De keramische schaalvormen moeten worden gebakken om de laatste sporen patroonmateriaal uit te branden en vervolgens de vorm voorverwarmen ter voorbereiding op het gieten. Meestal in het bereik van 1600-2000 graden Fahrenheit, daarom wordt investeringsgieten ook "verloren wasgieten" genoemd.
Gieten of gieten:
Het gesmolten metaal wordt in de voorverwarmde vormholten gegoten. Gieten of gieten is de belangrijkste stap in het hele investeringsgietproces.
Koeling:
De mal zit dan om het gesmolten metaal te laten afkoelen en stollen bij kamertemperatuur, wat dan de uiteindelijke gietstukken worden.
Shell-verwijdering:
Het schaalmateriaal wordt vervolgens verwijderd door middel van processen zoals het uitslaan van een hamer, trillingen of staalstralen.
Afgietsels afsnijden:
De afgewerkte gietdelen worden vervolgens losgesneden van het sprue- en runnersysteem en verwijderen vervolgens het overtollige metaal van het gietlichaam door te slijpen.
Afwerking:
Vervolgens worden verschillende afwerkingstechnieken toegepast, waaronder warmtebehandeling, slijpen, polijsten, stralen/zandstralen en coaten om het uiteindelijk gewenste oppervlak te verkrijgen.
Warmtebehandeling:het warmtebehandelingsproces kan de mechanische eigenschappen van het gieten van blanks verbeteren. De belangrijkste warmtebehandelingsprocessen zijn normaliseren, temperen, gloeien, harden en temperen, carboneren.
Kogelstralen/zandstralen:om schilfers te verwijderen en een betere oppervlakteafwerking te verkrijgen, worden investeringsgietstukken gestraald of gezandstraald met kleine stalen kogels.
Roestwerende olieverf en oppervlaktebehandelingen:om roesten te voorkomen, worden gietstukken ondergedompeld in roestwerend water of olie. De andere oppervlaktebehandelingen kunnen ook in deze stap worden uitgevoerd, zoals verfspuiten, verzinken.
Kwaliteitsinspectie:
Inspectie is ook een van de belangrijkste stappen voor de kwaliteitscontrole van investeringsgietonderdelen. Nadat de afwerkingswerkzaamheden zijn voltooid, worden de onderdelen geïnspecteerd volgens technische tekeningen en vereisten. Er wordt visuele en fluorescerende penetrantinspectie uitgevoerd voor oppervlakken en röntgenstraling wordt toegepast voor identificatie van defecten onder het oppervlak.
Belangrijkste toepassing van investeringscasting
- Investeringsgieten is gunstig voor het gieten van metalen met een hoog smeltpunt. Dankzij allerlei soorten producten die investeringsgieten kan produceren, heeft het universele industriële toepassingen.
- Onderdelen die doorgaans worden geproduceerd door middel van investeringsgiettechnologie, zijn onder meer onderdelen met complexe structuren zoals turbinebladen of vuurwapencomponenten (vuurwapenontvangers, triggers en hamers). Investeringsgietstukken worden zelfs gebruikt door fabrikanten van apparatuur in de drankenindustrie en internationale fabrikanten van overdrukventielen in de olie- en gasindustrie. Onderdelen voor het gieten van investeringen worden ook veel gebruikt in de lucht- en ruimtevaart, de medische sector, de juwelenindustrie, de auto-industrie, de luchtvaart en de militaire industrie.
- Componenten vervaardigd door het investeringsgietproces resulteren ook in producten zoals tandheelkundige armaturen, tandwielen, nokken, ratels, sieraden, machineonderdelen en andere delen met complexe geometrie. Als gevolg hiervan kunnen we gerust stellen dat, ongeacht uw branche, uw bedrijf kan profiteren van de voordelen van gegoten onderdelen en componenten, dat ze de perfecte metalen optie kunnen zijn voor al uw projecten.
Voordelen van het proces voor het gieten van investeringen
Bereik van grootte:
Er kunnen meer dan 1000 pond gietstukken worden geproduceerd, hoewel de meeste gietstukken voor investeringen klein zijn. Deze capaciteit is beperkt tot enkele investeringswielen en vereist een speciale professionele behandelmethode. Voor de meeste gietstukken varieert het gewicht gewoonlijk van ounce tot 20 pond.
Multifunctionele en complexe vormen:
- Investment casting kan zeer nauwkeurige toleranties en complexe buitencontouren van onderdelen bereiken, en het kan zelfs voldoen aan de technische vereisten die machinegereedschappen niet kunnen bereiken. Dankzij investeringsgieten kunnen onderdelen de standaard van netvorm of bijna-netvorm bereiken, wat de verwerkingskosten na het gieten aanzienlijk verlaagt.
- Het investeringsgietproces is het beste alternatief voor las- en fabricageprocessen. Investeringsgieten kan de combinatie van meerdere componenten in één gietstuk voor productie realiseren, wat niet alleen de productiecomplexiteit vermindert, maar ook de productie-efficiëntie en maatnauwkeurigheid verbetert.
Nauwkeurig en glad oppervlak:
- Door de was in een gepolijste aluminium mal te gieten, ontstaat er een glad patroon. 125 Micro-afwerking is de standaard en zelfs fijnere oppervlakken zijn gebruikelijk.
- De keramische schaal is gebouwd op basis van de parrtern. In tegenstelling tot de twee halve mallen van zandgieten, heeft investeringsgieten niet de scheidingslijn voor zijn ene mal. De norm voor oppervlaktevlekken wordt overeengekomen na overleg met klanten op basis van de functie ervan.
Maatnauwkeurigheid:
- Over het algemeen is de standaardtolerantie voor de eerste inch van investeringsgieten +/- 0,010″, en de tolerantie voor elke inch daarna is +/- 0,004.
- De tekenontwerpstap kan de daaropvolgende bewerkingsvereisten van gietstukken verminderen of zelfs weglaten, vergeleken met hetzelfde onderdeel zonder tekeningontwerp.
- Of het nu gaat om een gietstuk, een machinaal bewerkt onderdeel of een fabricagecomponent, de productiekosten van het onderdeel zijn recht evenredig met de vereiste maatnauwkeurigheid. Door de rigoureuze beoordeling van het onderdeelontwerp worden de toleranties, ondersnijdingen, blinde gaten, enz. van het onderdeel gewijzigd om het doel te bereiken om de output te verhogen en de werkstukkosten te verlagen. Hoe hoger de nauwkeurigheid van de giettolerantie, des te minder latere bewerkingen nodig zijn voor investeringsgietstukken dan andere traditionele gietstukken of fabricagecomponenten.
Kwaliteit en integriteit:
Een essentieel belangrijk kenmerk in dit proces is de integriteit van het gieten. Investment casting heeft een lange geschiedenis in het leveren van diensten aan veeleisende sectoren, zoals gasturbinemotoren, aardolie, chemie, defensie en medisch.
Voorzorgsmaatregelen bij het gebruik van investeringsgieten
Verwerkingskosten:
Voor lage volumevereisten kan het gieten van investeringen duurder zijn dan andere fabricageprocessen als gereedschap wordt nagestreefd. In die toestand kan SLA of 3D-geprint een kosteneffectief alternatief zijn (zelfs voor een hoeveelheid van één).
De initiële gietkosten zijn ook een belangrijke factor als het erom gaat of investeringsgieten de grootste waarde oplevert. De investeringsgietmatrijs bestaat meestal uit meerdere onderdelen die aan elkaar zijn gepast om de complex gevormde onderdelen te maken.
Deze vroege vormkosten zijn niet onbelangrijk, maar kunnen worden gecompenseerd door het ontbreken van latere bewerking en/of fabricage.
Maatbeperkingen:
Investment Cast kan de verschillende onderdelen met een groot aantal maten maken en heeft minder beperkingen in vergelijking met andere gietprocessen, zoals zandgieten.
Tijd:
Vergeleken met andere processen kost het meerstaps gietproces weliswaar meer tijd, maar vereist het minder daaropvolgende CNC-bewerkingen dan andere processen.
Onze apparatuur
| Apparatuurnaam | Aantal | Gemiddelde servicetijd |
| Wasinjectiemachine | 30 sets | 4 jaar |
| Trillende polijstmachine | 12 sets | 3 jaar |
| Waterlasser | 3 sets | 3 jaar |
| Lasmachine | 15 sets | 4 jaar |
| Brootsmachine | 2 sets | 5 jaar |
| Warmtebehandelingsoven | 2 sets | 5 jaar |
| Polijst- en polijststandaard | 50 sets | 4 jaar |
| Zandstraalmachine | 15 sets | 8 jaar |
| Sinteroven | 9 sets | 8 jaar |
| Wasmachine | 10 sets | 8 jaar |
| Zwitserse CNC automatische draaibank | 20 sets | 4 jaar |
| CNC-draaibanken | 30 sets | 5 jaar |
| CNC-machinecentrum | 25 sets | 4 jaar |
| Tik- en booreenheden | 80 sets | 6 jaar |







You will get better service at Precise Cast, as we can meet all your unique rapid prototype investment casting needs. We can constantly and consistently supply rapid prototype &production service, striving our best to make your design ideas a reality. If you have specific requirements for prototype investment castings, please request a quote to know more.
Industriële technologie
- Wat is plasmabooglassen? - Onderdelen en werking?
- Wat is laserstraalbewerking? - Typen en werking
- Wat is Rapid Prototyping? - Typen en werken?
- Wat is additieve productie? - Soorten en werking?
- Wat is aansnijden? - Proces, werken en typen
- Wat is chemische bewerking? - Werken en verwerken?
- Wat is ultrasoon bewerken? - Werken en verwerken?
- Wat is weerstandslassen? - Typen en werken?
- Wat is wrijvingslassen? - Werken en toepassen?
- Smart Manufacturing:wat het is en en de voordelen ervan
- Wat zijn investeringsgietproducten?