


Wat zijn spuitgietfouten en hoe u ze kunt voorkomen:10 defecten aan kunststof onderdelen
Defecten zijn moeilijk te vermijden, maar kunnen gemakkelijk worden gecontroleerd. Kunststof vervangt metaal in bijna alle industrieën. Dus de vraag naar kunststof gieten neemt toe. Helaas kunnen, net als metalen onderdelen, ook kunststof onderdelen gebreken vertonen.
Het kan te wijten zijn aan het productieproces, materialen, materiaalbehandeling of wat dan ook. Dus in dit artikel zullen we verschillende spuitgietdefecten onderzoeken , de oorzaken van die defecten en wat is de oplossing hiervoor.
Defecten van kunststof onderdelen worden opgemerkt in bijna elk type vormproces. Maar spuitgieten staat bovenaan de lijst, omdat we weten dat spuitgieten het meest gebruikte kunststofgietproces is.
Vaak kunnen die defecten gemakkelijk worden vermeden of op zijn minst worden gecontroleerd door een beter onderdeelontwerp, een beter matrijsontwerp, andere materialen en verschillende andere stappen die we in dit artikel zullen bespreken.
Factor die van invloed is op spuitgietfouten
Hieronder volgen de belangrijkste factoren die de spuitgietdefecten beïnvloeden en die gemakkelijk kunnen worden gecontroleerd.
Selectie van spuitgietmateriaal
Het selecteren van het juiste materiaal is erg belangrijk. ABS heeft bijvoorbeeld een betere vormbaarheid dan pc. Het ene materiaal krimpt beter dan het andere. Kies dus een materiaal dat minder defecten veroorzaakt bij het spuitgieten
Richtlijnen voor het ontwerpen van plastic onderdelen
We moeten het onderdeel altijd ontwerpen met behulp van de beste praktijken voor het ontwerpen van plastic onderdelen. Bijvoorbeeld uniforme wanddikte, geen ondersnijding, juiste ribdikte, juiste naafhoogte en dikte, enz. Zo zijn er veel best practices die we moeten volgen, zodat er minder defecten in het onderdeel zijn
Injectievormontwerp
Het kiezen van het beste type matrijs blijft een van de belangrijkste factoren bij spuitgietfouten. Zo zorgt een hotrunner-vorm voor minder defecten dan een koude runner-vorm. De locatie van de poort, de grootte van het mondstuk, de stroomlijn, injectiedruk, enz. speelt een grote rol bij het verminderen van defecten aan plastic onderdelen.
1. Wastafel Mark
Wastafelmarkering treedt op als gevolg van ongelijke wanddikte. Het dikkere gebied heeft tijd nodig om af te koelen in vergelijking met het dunnere gebied en daarom probeert het materiaal te zinken en afdrukken te maken. Het lijkt min of meer op een concaaf zinkgat en krimp zal plaatsvinden in de richting van het dunnere gedeelte. Zinksporen zijn meer zichtbaar op vlakke oppervlakken.

Oorzaken
- Onjuist onderdeelontwerp. Het onderdeel moet een uniforme onderdeeldikte hebben. Zo niet, dan moet de overgang van dikteverandering in ieder geval soepel verlopen.
- Slecht koelmechanisme. Ongelijkmatige koeling zorgt voor gootsteen
- Slechte materiaalkeuze. Er zijn maar weinig materialen die meer zinken dan andere. Je moet dus verstandig materiaal kiezen.
- Lage injectiedruk
- Zeer hoog smeltpunt van het plastic
Oplossing
- Onform wanddikte
- Pas de afkoeltijd aan
- Pas de houdtijd en druk aan.
- Wijzig de poortlocatie
2. Stroomlijnen
Stroomlijnen zijn ook bekend als stroommarkeringen die gewoonlijk worden aangetroffen in onderdelen die zijn gegoten met behulp van spuitgieten. Dat zijn in feite off-tone golvende vormlijnen of patronen die op oppervlakken worden gevonden. Dit defect is te wijten aan ongelijkmatige koeling op het oppervlak wanneer het materiaal door de mal stroomt.

Oorzaken
- Variatie in koelsnelheid
- Lage injectiedruk
- Lage schimmeltemperatuur
- Kleine afmeting van poort en stroomkanaal
Oplossing
- Verhoog de injectiedruk en -snelheid
- Vergroot de diameter van de spuitmond
- Gebruik hotrunner-vorm
3. Laslijn
Dit defect treedt op wanneer twee of meer stroomlijnen samenkomen maar niet breien tijdens het vormproces en enkele convergerende vormlijnen creëren die laslijnen worden genoemd. Dit gebeurt in en rond holes en creëert een lokaal zwakke zone.

Oorzaken
- Niet-uniforme wanddikte
- Gaten, nokken, ribben die de beste praktijken van het ontwerp van plastic onderdelen niet volgen
- Te hoge temperatuur van gesmolten materiaal
Oplossing
- Pas de positie van de ventilatieopening van de poort aan
- Houd een uniforme wanddikte
- Ontwerp naaf, gaten en ribben volgens de beste ontwerppraktijk
- Verhoog de vloeibaarheid van het gesmolten materiaal
4. Brandplekken
Brandplekken komen veel voor bij spuitgieten. Het verschijnt meestal aan het einde van het stroompad of waar de lucht vast kwam te zitten. Brandplekken zijn meestal zwart, bruin of roestkleurig. Soms zijn brandplekken gewoon verkleuring, zodat het onderdeel kan worden gebruikt als het niet zichtbaar is voor algemene consumenten. Maar soms veroorzaken brandplekken enige structurele instabiliteit, in dat geval wordt het onderdeel afgewezen.

Oorzaken
- Te hoge vormdruk
- Onvoldoende ventilatie om lucht te verwijderen
- Vertraging bij het verwijderen van ingesloten lucht
- Onjuist runnerontwerp
Oplossing
- Voeg voldoende ventilatieopeningen toe
- Verlaag de temperatuur van het gesmolten materiaal
- Verlaag de injectiesnelheid
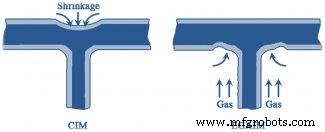
5. Krimp
Krimp treedt op wanneer het ene deel van de kunststof onderdelen sneller afkoelt dan het andere. Hierdoor is er een krimp in het onderdeel wat een soort vervorming is van de werkelijke vorm. Dus als de beoogde vorm een plat oppervlak is, zal het na krimp niet vlak zijn. Het zal golving op het oppervlak hebben. Hetzelfde fenomeen doet zich voor in bossen die tijdens de wintermaanden krimpen.
Oorzaken
- Ongelijke wanddikte
- Niet-uniforme koeling
- In efficiënte vormstroom
- Hoge temperatuur
Oplossing
- Ontwerp het onderdeel met een uniforme wanddikte
- Zorg ervoor dat het koelproces soepel en geleidelijk verloopt
- Schakel over op een ander materiaal dat minder krimpt
6. Leegte
De holtes zitten in het plastic deel vanwege de lucht die erin zit. Dit gebeurt wanneer er geen voldoende ventilatiemechanisme is en de lucht niet naar buiten kan. Door de lucht die binnenin is opgesloten, kan gesmolten materiaal de ruimte niet innemen en wordt het onderdeel gesorteerd. Leegte beïnvloedt de structurele stabiliteit van een onderdeel als de leegte te groot is.

Oorzaken
- In efficiënt ontluchtingsmechanisme
- Lage vormdruk
Oplossing
- Verhoog de injectiedruk
- Kies een kunststof met een lagere viscositeit
- Kies een poortlocatie dichter bij het dikkere gedeelte van het onderdeel
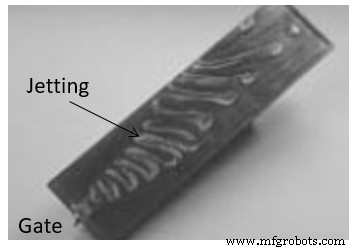
7. Jetting
Jetting vindt plaats wanneer het eerste schot van gesmolten materiaal wordt afgekoeld voordat de hele holte is gevuld. Wanneer de poortgrootte klein is en de injectiedruk hoog is, spuit gesmolten materiaal vaak snel door de poort en wordt het afgekoeld nog voordat de mal volledig is gevuld. De ideale voorwaarde is dat de mal geleidelijk gevuld wordt.
Oorzaken
- Kleine poortgrootte
- Hoge injectiedruk
- Inefficiënt koelmechanisme
Oplossing
- Verlaag de injectiedruk
- Verhoog de temperatuur van het materiaal of de mal
- Ontwerp de poortlocatie zo dat deze de spouw kan vullen met uniforme koeling
8. Kort schot
Het korte schot is een groot defect in de spuitgietonderdelen. Als de mal niet volledig is gevuld met het gesmolten materiaal, treedt dit probleem op. Vanwege dit probleem zal een deel van het plastic helemaal geen materiaal hebben, met andere woorden, het onderdeel zal onvolledig zijn.
De belangrijkste reden voor het korte schot is de stroombeperking door geblokkeerde poorten of smalle poorten. Als het materiaal te stroperig is, kan er ook een kort schot optreden. Als de lucht binnenin vastzit, kan het materiaal dat gebied ook niet vullen en het korte schot veroorzaken.

Oorzaak
- Lage injectiedruk
- Materiaal is te stroperig
- Smalle poorten
- Onvoldoende ventilatieopeningen
Oplossing
- Verhoog de injectiedruk
- De poort opnieuw ontwerpen
- Zorg voor voldoende ventilatiegat om lucht te laten ontsnappen
9. Flits
Flash is het extra materiaal dat naar buiten komt rond het scheidingsoppervlak (waar de kern de holte raakt). Het ziet eruit als een dunne lip aan de rand van het onderdeel. Flash-probleem treedt op als gevolg van de materiaalstromen naar de ruimte buiten het stroomkanaal. Flash komt vooral voor in versleten mallen. Flash wordt niet als een groot probleem beschouwd, tenzij het een uiterlijk onderdeel is. Flash kan tijdens de nabewerking gemakkelijk worden weggesneden.

Oorzaak
- Slecht ontworpen mal
- Versleten schimmel
- Overmatige injectiedruk
- Lage klemkracht
Oplossing
- Ontwerp de mal opnieuw
- Verhoog de klemkracht
- Matrijstemperatuur en injectiedruk aanpassen
10. Verkleuring
De verkleuring is wanneer de kleur van het onderdeel niet is wat de bedoeling is. Soms krijgt het hele onderdeel verkleuring of een bepaald gebied krijgt dat. Dit gebeurt om vele redenen, maar voornamelijk door overgebleven pellets in de trechter of resterende hars in de spuitmond of mal van een eerdere productierun. Verkleuring heeft geen invloed op de structurele sterkte, maar is niet wenselijk voor een uiterlijk onderdeel.
Oorzaak
- Overgebleven materiaal wordt niet schoongemaakt in de trechter
- Slechte thermische stabiliteit van het plastic materiaal
Oplossing
- Reinig het mondstuk en de trechter na elke productierun
- Gebruik een kleurstof met een goede thermische stabiliteit
Conclusie:Spuitgietfouten
Dat is alles wat ik in dit artikel heb. Ik hoop dat je een idee hebt gekregen over de verschillende defecten die worden gevonden in plastic onderdelen. Hoewel er veel defecten zijn gevonden, zijn deze tien defecten die hier worden genoemd in de meeste onderdelen terug te vinden.
Als je nog vragen of opmerkingen hebt, schrijf dan in het commentaargedeelte en ik zal je graag helpen.
Misschien vind je het ook leuk om te lezen:Plaatwerkmeterkaart
Industriële technologie
- Hoe spuitgieten wordt uitgevoerd
- Wat is transfer molding en hoe werkt het?
- Plastic Injection Molding vs. Plastic Machining:Hoe te beslissen
- Wat zijn Makerspaces en hoe profiteren fabrikanten ervan?
- Vier soorten cyberaanvallen en hoe u ze kunt voorkomen
- Wat is lasporositeit en hoe kan dit worden voorkomen?
- Wat zijn de voordelen van kunststof spuitgieten?
- Efficiënte en kosteneffectieve services voor kunststof spuitgieten
- Belangrijkste oorzaken van machinestoringen en hoe ze te voorkomen
- Industriële koppelingen:wat zijn het en hoe gebruik je ze?
- Wat zijn 1-2-3 blokken en hoe worden ze gebruikt?