


Poortsysteem - Definitie, functie, typen, diagram
Wat is een poortsysteem
De term poort is gedefinieerd als een van de kanalen die feitelijk leidt in de vormholte , en de term gating of gating-systeem verwijst naar alle kanalen waarmee gesmolten metaal aan de vormholte wordt geleverd.
Functies van een poortsysteem
De functies van een poortsysteem zijn :
- Voor continue, gelijkmatige aanvoer van gesmolten metaal , met zo min mogelijk turbulentie naar de vormholte. Overmatige turbulentie resulteert in het aanzuigen van lucht en de vorming van slak.
- Om de casting te leveren met vloeibaar metaal op de beste locatie een juiste gerichte stolling en optimale krimpholten voor het voeden bereiken.
- Om in te vullen de vormholte met gesmolten metaal in de kortst mogelijke tijd om temperatuurgradiënt te vermijden.
- Om te voorzien in een minimaal overtollig metaal in de poorten en stootborden. Aan de andere kant zal een ontoereikende snelheid van metaalinvoer leiden tot veel defecten in het gietstuk.
- Om erosie te voorkomen van de malmuren.
- Om slakken te voorkomen , zand en andere vreemde deeltjes van het betreden van de mal.
Gating-systeem
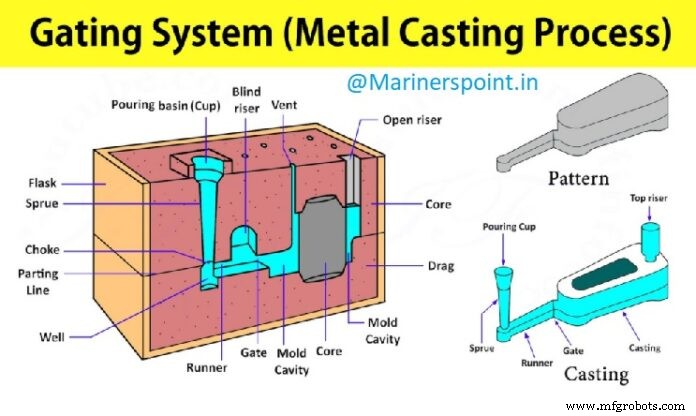
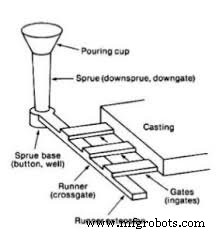
Een poortsysteem bestaat meestal uit (1) gietbekken , (2) spruw , (3)loper , en (4) stroom –van poort . Ze worden getoond in Fig. 11.85.
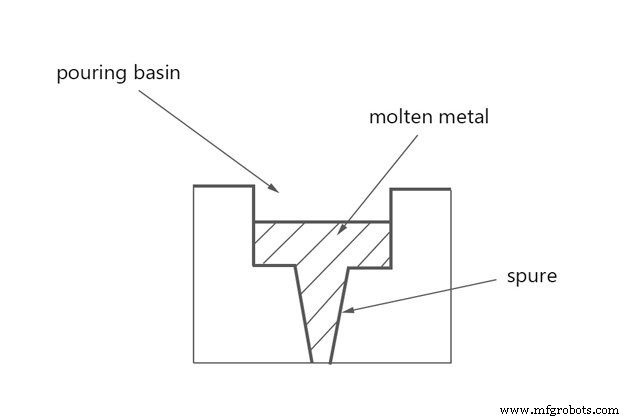
1. Gietbekken
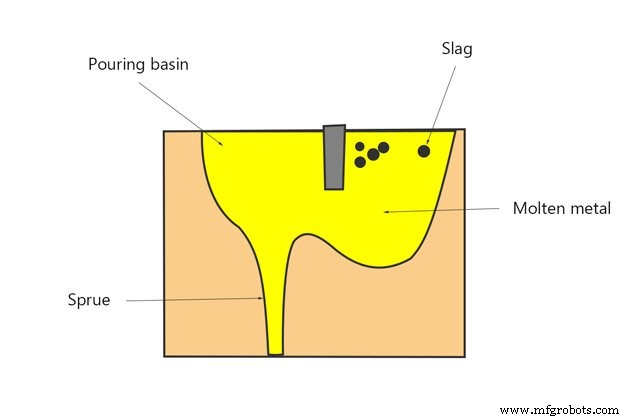
Gietbassin : – Dit deel van het poortsysteem wordt op of in de bovenzijde van de mal gemaakt. Soms een trechtervormige opening die dienst doet als schenkbak, is gemaakt aan de bovenkant van de spruw in de kap. Het belangrijkste doel van het gietbassin is om de metaalstroom van de pollepel naar de sprue te leiden, om de vereiste snelheid van de vloeibare metaalstroom te helpen handhaven en om turbulentie en vortexen bij de sprue-ingang te verminderen.
Het bassin moet aanzienlijk groot worden gemaakt en moet dicht bij de rand van de vormbak worden geplaatst om de vorm snel te vullen. Het moet ook diep genoeg zijn om de vorming van wervelingen te verminderen en tijdens de gehele gietbewerking vol gehouden worden om metaalkrimp of -contractie te compenseren.
2. Spruit
Sprue : De verticale passage die door de kap gaat en het gietbassin verbindt met de loper of poort, wordt de sprue genoemd.
De dwarsdoorsnede van een spruw kan vierkant, rechthoekig of cirkelvormig zijn. De sprues lopen over het algemeen taps naar beneden om aspiratie van lucht en metaalschade te voorkomen. Sprues met een diameter tot 20 mm zijn rond in doorsnede, terwijl grotere sprues vaak rechthoekig zijn. Een ronde spruw heeft een minimaal oppervlak dat wordt blootgesteld aan koeling en biedt de laagste weerstand tegen het vloeien van metaal. In een rechthoekige spruw worden aspiratie en turbulentie geminimaliseerd.
3. Loper
Loper: Bij grote gietstukken wordt gesmolten metaal gewoonlijk van de gietvormbasis naar verschillende poorten rond de holte gevoerd via een doorgang die de loper wordt genoemd. De loper heeft over het algemeen de voorkeur in de weerstand, maar deze kan soms in de kap worden geplaatst, afhankelijk van de vorm van het gietstuk. Het moet worden gestroomlijnd om aspiratie en turbulentie te voorkomen.
4. Poort
Poort : Een poort is een doorgang waardoor gesmolten metaal van de runner naar de vormholte stroomt. De locatie en grootte van de poorten zijn zo gerangschikt dat ze vloeibaar metaal naar het gietstuk kunnen voeren met een snelheid die overeenkomt met de snelheid van stollen. Een poort mag geen scherpe randen hebben, omdat deze kunnen breken tijdens de passage van het gesmolten metaal en bijgevolg kunnen zanddeeltjes met het vloeibare metaal in de vormholte terechtkomen. De poorten moeten echter zo worden geplaatst dat ze gemakkelijk kunnen worden verwijderd zonder het gietstuk te beschadigen.
Soorten poortsystemen
Afhankelijk van hun positie in de vormholte, kan gating grofweg worden geclassificeerd als (1) topgating , (2) scheidingslijn gating , en (3) onderste gating . Verschillende soorten poortsystemen in het gietproces zijn:
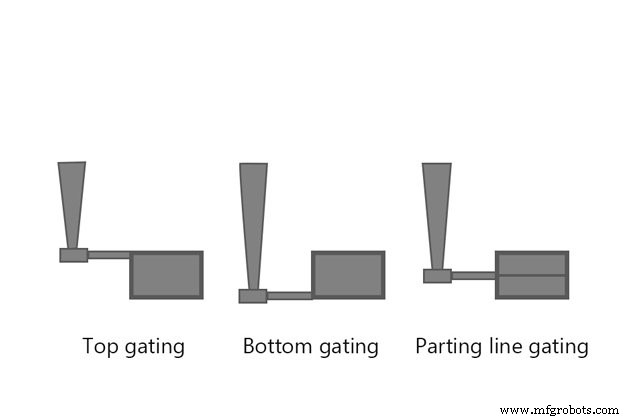
Bovenpoorten
In toppoortsysteem , het gesmolten metaal uit het gietbassin stroomt direct naar beneden erin. Een zeef, gemaakt van droog zand of keramisch materiaal, wordt meestal gebruikt bij het gietbassin om de metaalstroom te regelen en om alleen schoon metaal door te laten.
In het geval van lichte gietstukken, wigvormige poorten genaamd wigpoorten kan worden verstrekt. Voor massieve ijzeren gietstukken worden potloodpoorten gebruikt. Bij dit type gating bestaat de spruw uit een reeks sleuven die worden gevoed vanuit een schenkbeker. Het regelt de snelheid van de metaalstroom, aangezien het gewicht van het gesmolten metaal gelijkelijk wordt verdeeld in de verschillende spleten of vertakkingen, waardoor het effectieve gewicht van de kop in hoge mate wordt verminderd. Bovendien wordt slak (of slakken) verwijderd van het vloeibare metaal in de schenkbeker boven de poort.
In de vingerpoort , een modificatie van de wedge gate, mag het metaal weer in een aantal stromen reiken. De ringpoort gebruikt een kern om de val van het gesmolten metaal te breken en stuurt het gesmolten metaal in de mal in de juiste positie en houdt tegelijkertijd de slak vast.
Het voordeel van top-gating is dat al het metaal aan de bovenkant het gietstuk binnenkomt, en het heetste metaal komt daarom aan de bovenkant van het gietstuk tot stilstand. Als resultaat worden juiste temperatuurgradiënten bereikt die gunstig zijn voor directionele stolling naar de stijgbuizen die zich aan de bovenkant van het gietstuk bevinden. De poorten zelf kunnen worden gemaakt om als stootborden te dienen. Het nadeel van topgating systeem is de erosie van de mal door het vallende metaal. De vormholte moet daarom hard en sterk genoeg zijn om de impact te weerstaan.
Scheidingspoorten
In scheidingstekens , het vloeibare metaal komt de matrijsholte binnen vanaf de zijkant van de matrijs op hetzelfde niveau als de matrijsverbinding of scheidingslijn. De opstelling van een poort bij de scheidingslijn in een richting die horizontaal is ten opzichte van het gietstuk, maakt het gebruik van apparaten mogelijk die effectief alle slakken, vuil of zand kunnen opvangen die met het metaal langs de spruw gaan.
Skimming poort
In een skimming gate , elk vreemd materiaal dat lichter is dan het moedermetaal, stijgt op door de verticale doorgang van de skimming gate en wordt zo opgesloten. Scheidingslijnpoort met skim bob en choke wordt gebruikt om de slak en vreemde stoffen in de mal op te vangen en om te dienen als een beperking om de stroomsnelheid van het metaal te regelen.
Een andere effectieve methode om de slak op te vangen is het gebruik van een skimming gate met een whirlpool runner, gewoonlijk whirlpool gate genoemd. . De slak komt door draaikolkwerking naar het midden vanwaar het in de draaikolkpoort omhoog komt. Poort met krimpkous heeft de dubbele functie van slak- of slakverzamelaar en als metalen reservoir om het gietstuk te voeden als het krimpt.
Scheidingslijnpoorten zijn zeer eenvoudig te construeren , en zeer snel te maken . Ze produceren een zeer bevredigend resultaat wanneer de weerstand niet erg diep is, en blijken zeer voordelig te zijn wanneer ze rechtstreeks in de stijgbuis kunnen worden gevoerd. In dit systeem bereikt het heetste metaal de stijgbuis, waardoor gerichte stolling wordt bevorderd. Bovendien worden de reinigingskosten van gietstukken verminderd door in stijgbuizen te boren, omdat er geen extra poort nodig is om de vormholte met stijgbuis te verbinden. Het nadeel is dat er enige turbulentie kan optreden als het vloeibare metaal in de vormholte valt.
Onderhekken
In onderhekken , stroomt het metaal uit het gietbassin naar de bodem van de vormholte in de luchtweerstand.
Hoorn poort
De hoornpoort lijkt op de hoorn van een koe. Het maakt het mogelijk om de mal te maken in het hoofd en alleen te slepen; er is geen “controle . nodig ”. De hoornpoort heeft de neiging om een fonteineffect in de vormholte te produceren. In een ander type, droge zandkern vormt de onderste poort. De spruw is aan de onderkant gebogen om een vuilvanger te vormen voor slakken, vuil, enz. Dit type poort maakt het mogelijk om de mal in twee dozen te maken.
Het belangrijkste voordeel van bodempoorten is dat de turbulentie van metaal tot een minimum wordt beperkt, terwijl het gieten en schimmelerosie wordt voorkomen. In de mal en rond de kernen laat men het metaal zachtjes rijzen. Bodempoorten hebben echter bepaalde nadelen :het metaal blijft zijn warmte verliezen als het opstijgt in de vormholte. Directionele stolling is dus moeilijk te bereiken. Bovendien kan de stijgbuis niet in de buurt van de poortingang worden geplaatst waar het metaal het heetst is.
Gating-ratio
De stroomsnelheid van metaal door de vormholte is een functie van het dwarsdoorsnedeoppervlak van de spruw, lopers en poorten. De dimensionale kenmerken van een poortsysteem kunnen worden uitgedrukt in termen van poortverhouding. De term "gating-ratio ” wordt gebruikt om de relatieve dwarsdoorsnede-oppervlakken van de componenten van een poortsysteem te beschrijven, waarbij het basisoppervlak van de sprue als eenheid wordt genomen, gevolgd door het totale runner-oppervlak en tenslotte het totale ingate-oppervlak.
Een poortsysteem met een aanspuiting van 1 cm², een loper van 3 cm² en drie poorten, elk met een dwarsdoorsnede van 1 cm², zal een poortverhouding hebben van 1:3 :3. De poortverhouding laat zien of de totale doorsnede naar de vormholte toe of afneemt. Dienovereenkomstig zijn er twee soorten poortsystemen in het gietproces :onder druk en niet onder druk of vrij stromend als een rioolstelsel.
Draaisysteem onder druk
Het drukpoortsysteem heeft minder totale dwarsdoorsnede bij de ingaatjes naar de vormholte dan bij de spruwbasis. Dus een systeem onder druk zou een verhouding hebben van 1:0,75:0,5, 1:2:1 en 2:1:1. Dit zorgt voor een smooreffect dat het vloeibare metaal in het systeem onder druk zet. Omdat dit systeem een klein volume heeft voor een bepaalde metaalstroomsnelheid, resulteert dit in een kleiner verlies aan metaal en een grotere opbrengst.
Aan de andere kant, aangezien dit systeem zichzelf vol metaal houdt en een verstikkend effect geeft, kunnen hoge metaalsnelheden de neiging hebben om ernstige turbulentie te veroorzaken op de kruispunten en hoeken en in de vormholte. Dit is echter over het algemeen geschikt voor ferrometalen en messing.
Drukloos poortsysteem
In het drukloze poortsysteem , is de oppervlakte van de dwarsdoorsnede van de spruw kleiner dan de totale oppervlakte van de loper en dan die van de ingaten. De gebruikte verhoudingen zijn 1:2:2. 1:3:3, enz. Dit systeem van poorten produceert daarom lagere metaalsnelheden en maakt grotere stroomsnelheden mogelijk. Als gevolg hiervan vermindert het turbulentie in het poortsysteem en het spuiten in de vormholte. Dit systeem is over het algemeen aangepast voor metalen zoals aluminium en magnesium.
We hebben geprobeerd alle belangrijke onderdelen van het onderwerp Gating-systeem te behandelen , typen poortsystemen in gietproces en zijn elementen. Ik hoop dat je genoten hebt van het artikel. Geef uw feedback in het commentaargedeelte hieronder.
Industriële technologie
- Wat is een hypervisor? Definitie | Soorten | Voorbeelden
- Ontwerp van poortsysteem | Gieten | Productiewetenschap
- Wat is stempelen?- Typen, bediening en toepassing
- Wat is lassen? - Definitie | Soorten lassen
- Wat is casten? - Definitie| Soorten casting
- Wat is een boormachine? - Definitie, onderdelen en typen
- CNC-bewerking:definitie en soorten CNC-machines
- Wat is smeden? - Definitie, proces en typen
- Wat is metaalbeplating? - Definitie, typen en voordelen
- Wat is plaatwerk? - Definitie, typen en toepassingen
- Wat is metaalgieten? - Definitie, typen en proces