


3D-afdruklagen plakken niet
Afhankelijk van uw instellingen in de slicer en het materiaal waarmee u afdrukt, kunt u problemen ondervinden met de hechting van de bedlaag.
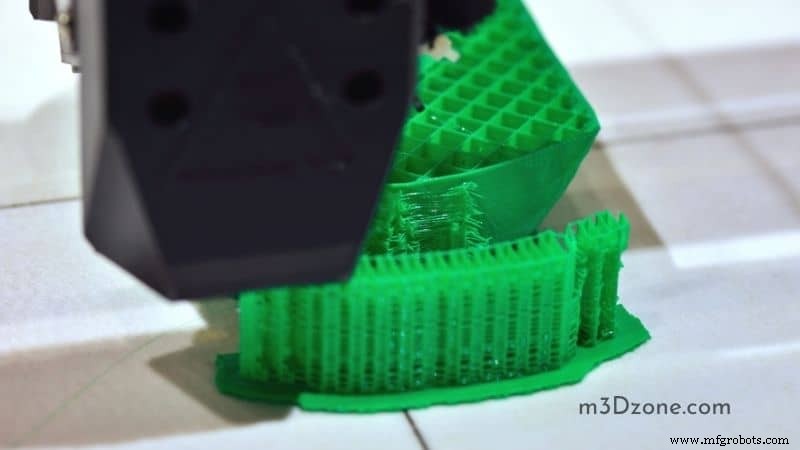
Laagscheiding kan een klein of groter probleem zijn, afhankelijk van het filament dat u gebruikt.
Om problemen met delaminatie van lagen te voorkomen, nemen we u mee door de eenvoudige stappen van het 3D-printen van een object met een sterkere hechting.
Waarom plakken mijn 3D-printlagen niet aan elkaar?
Laagscheiding is een groot probleem dat zich voordoet bij 3D-printen, maar het is ons opgevallen dat het heel gemakkelijk is om van deze dreiging af te komen. Blijf gefocust terwijl we u door een reeks van deze stappen leiden:
-
Uw afdruktemperatuur verhogen
Om de beste oplossing te vinden, moet u de temperatuur verhogen door uw mondstuk aan te passen om meer gesmolten filament voor de eerste laag te krijgen.
De bedtemperatuur wordt met tussenpozen van 5°C verhoogd totdat u de goede plek bereikt die ervoor zorgt dat de printlagen aan elkaar plakken.
Om de laaghechting te behouden, heb je een beetje extrudertemperatuur nodig om meer filament door het mondstuk te duwen. Gebrek aan warmte in de hot-end omdat uw afdruksnelheid lager is, waardoor u veel tijd heeft voor bonding.
Andere keren kan het een lage inactieve druk van de extruder zijn die wordt veroorzaakt tijdens het instellen of het falen van het filamentmateriaal om door de diameter van de spuitmond te gaan.
-
Koelsnelheid aanpassen via ventilator
We hebben getest hoeveel kracht een betere hechting van 3D-prints kan leggen door de hoeveelheid koellucht die we gebruiken. Als het aanpassen van de extrudertemperatuur zoals gelezen in het bovenstaande gedeelte geen verschil heeft gemaakt, dan ligt het probleem mogelijk bij uw koelventilator.
Om een betere kans op 3D-printen te krijgen, moet je een goed aanbevolen ventilator kopen die koude lucht naar je prints kan leiden. Als je er een hebt, probeer dan de koeling met 10 procent te verminderen en je zult een afname of geen laagscheiding in je print zien.
Noctua NF-A4x10 is een voorbeeld dat door de 3D-printgemeenschap een gerenommeerde eer heeft, met een gebruikersbeoordeling van 4,7, het is een stille koelventilator en eenvoudig te bedienen via de snijmachine.

-
Lagere afdruksnelheid
Als uw printer niet genoeg tijd heeft om te settelen en aan elkaar te hechten, treedt er laagscheiding op, dus probeer uw afdruksnelheid met 10 mm per seconde te verlagen.
Met dat in gedachten zorgt het voor een goede hechting van de volgende laag die binnenkomt om een perfect geprint object te vormen.
Het verlagen van de afdruksnelheid is eenvoudig, aangezien u ook zeker de door de 3D-printers aanbevolen snelheidskalibratietorens kunt gebruiken om de instructies in de slicer in te stellen.
Door op een lagere snelheid te printen, heeft het filament meer tijd om op te warmen en wordt het printoppervlak ook een beetje opgewarmd met de stralingswarmte van de heater blocker, waardoor de eerste laag makkelijker blijft plakken.
Hoe herstel je laaghechting in 3D-printen?
De hechting van lagen is van vitaal belang voor een vruchtbare afdruk. In dit artikel nemen we u mee door manieren om delaminatie van lagen te fixeren of te voorkomen.
-
Verhoog uw stroomsnelheid
Als u aan het 3D-printen bent, moet de stroomsnelheid van uw filamentextruder hoog zijn om laagscheiding te voorkomen. Voordat u begint met afdrukken, moet u ervoor zorgen dat uw extrusievermenigvuldiger is verhoogd, zodat deze de filamentstroom door het mondstuk kan vergroten om een sterkere laagbinding te verbeteren.
Het gebruik van een breder mondstuk voor het printen van een dikke lijnbreedte zal de stroomsnelheid van de printer vergroten, waardoor de laagscheiding wordt verminderd, en het verminderen van de hoogte van het mondstuk zorgt voor een snellere bestrijding van het filament op het printbed.
Verhoog de stroomsnelheid in kleine stappen van 5 procent op één laagtabblad vanuit uw printerinstellingen totdat u de goede plek vindt voor discrete nieuwe lagen.
-
Verlaag de hoogte van uw spuitmondlaag
Het hangt af van de diameter van het mondstuk, uw laaghoogte moet bijvoorbeeld 15-25 procent lager zijn dan de diameter voor een beter afdrukproces.
-
Een behuizing gebruiken
Om een ideale printtemperatuur te krijgen, hebben geprinte lagen een behuizing nodig om negatieve externe factoren te voorkomen.
Een voorbeeld van een behuizing is de Creality Fireproof and Dust Warm Enclosure, die voorkomt dat temperatuurextrusie en andere factoren door het raam binnendringen in het geval van een PLA.
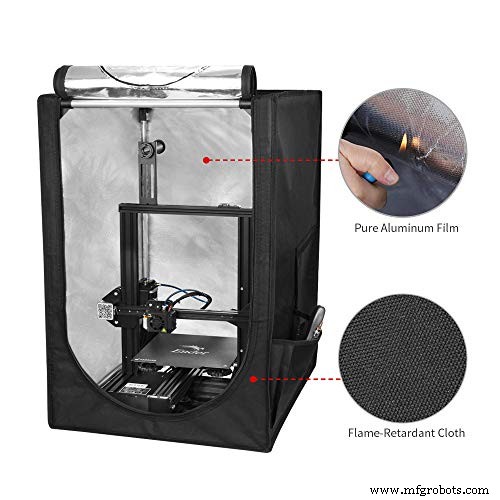
Een behuizing helpt ook om:
- ruis verminderen
– voor bescherming
-
Instellingsmethode tochtafscherming
Als u een windscherm inschakelt, ontstaat er een muur rond het model, die hete lucht vasthoudt en voorkomt dat uw 3D-afdruk kromtrekt en delamineert.
Hoe verhoog ik de hechting aan het bed? Laagscheiding verminderen
Prints blijven gewoon niet op het bebouwde oppervlak plakken en komen een paar lagen los nadat je de printer al hebt verlaten om af te drukken.
Pas de eindstop aan
Begin in het midden van het bed voor een eerste grove afstelling, en als uw printer geen op sensoren gebaseerde automatische nivellering heeft, ga dan over het oppervlak en herhaal voor elk afstelpunt.
Pas elke hoek aan
Beweeg de printkop dicht bij de afstellers en pas ze aan totdat u voor elk van hen een gelijkmatige weerstand krijgt.
Zorg er bij het aanpassen van de spuitmondkop voor dat uw 3D-printer niet te veel of te weinig extrudeert om scheiding van lagen te voorkomen.
Hier zijn vijf eenvoudige manieren, waaronder egaliseren, om uw hechting weer geweldig te maken:
- Zorg ervoor dat uw printplatform in goede staat verkeert.
- Zorg ervoor dat het mondstuk schoon is en, idealiter, verwarmd is, zodat eventuele boogers door het papier van de lagen worden weggeveegd.
- Gebruik een dun stuk papier voor stijvere bedden en een dikker stuk voor springbedden.
- U moet de nulpositie handmatig instellen; 3D-printers hebben geen manier om knooppunten op de printerlaag te detecteren, ze vertrouwen op een afzonderlijke sensor om het platform te onderzoeken.
- Gebruik de instellingen van je slicer om de breedte en hoogte alleen voor de eerste laag te vergroten.
Waarom blijven mijn afdrukken niet aan het bed plakken?
Afdrukken die niet aan de lagen blijven plakken, is een van de meest voorkomende problemen die u zult tegenkomen, vooral als u het voor de eerste keer doet. Dit artikel verkent de wereld van 3D-printen, we hebben veel om in te duiken, dus laten we beginnen.
- Als je verwarmingsbed niet waterpas staat, kan het zijn dat er afdrukken loskomen die je plastic materialen verspillen. De oplossing hiervoor is om het bed waterpas te zetten en het opnieuw te proberen
- Je platform is misschien vervormd, je kunt een stukje tape over die vervormde lagen plakken
- Het mondstuk is te ver weg en te dichtbij
- Te snel printen zodat de extruder de hoeveelheid materiaal niet kan bijhouden
Conclusie
Als je problemen hebt met het scheiden van lagen, hoop ik dat dit artikel je helpt om dat probleem op te lossen.
Als je een ander probleem hebt, raadpleeg dan onze handleidingen voor het oplossen van problemen met 3D-printen om andere fouten in onze afspeellijst en hun probleemoplossingsstappen te zien.
3d printen
- Wat veroorzaakt laagverschuiving bij 3D-printen?
- Ontwerp voor 3D-printen, deel 3:de afdruktijd verminderen
- Thermwood voegt functie voor het afdrukken van hoeklagen toe aan grootschalige AM-systemen van LSAM
- 3D-printmaterialen:duurzaam of niet?
- Is 3D-printen snel?
- Beste laaghoogte voor 3D-printen!
- Kunnen 3D-printers siliconen printen?
- Koelventilator (laag) van 3D-printer werkt niet! Laten we het oplossen!
- 3D-afdruksnelheid versus kwaliteit; Beste instellingen!
- Fused Deposition Modeling (FDM) 3D-printontwerptips
- Polyjet 3D-printen:technologieoverzicht