


Invulpatronen; Welke is de sterkste voor 3D-printen?
Invulpatronen passen zich aan de binnenstructuur van een 3D-geprint onderdeel aan en hebben een significant effect op de printtijd, het filamentverbruik, de flexibiliteit, de sterkte, het gewicht en het doel waarvoor het onderdeel kan worden gebruikt.
De meeste mensen maken de fout om aan te nemen dat deze factoren alleen afhankelijk zijn van het aantal schalen/omtrekken en de infill-dichtheid, maar er is een goede reden dat Cura 13 verschillende infill-patronen biedt, aangezien er veel te overwegen is bij het kiezen van een infill-patroon voor een bepaald onderdeel.
Infill patronen hebben voordelen, maar ook nadelen. Er zijn belangrijke factoren waarmee u rekening moet houden bij het kiezen van een patroon voor uw onderdelen, zoals sterkte, afdrukduur en flexibiliteit van het eindproduct. Deze verschillende eigenschappen kunnen het ene patroon aantrekkelijker maken dan het andere, afhankelijk van wat u daarna met het onderdeel wilt gaan doen.
In dit artikel bespreek ik de verschillende beschikbare opvulpatronen, wanneer je ze moet gebruiken (afhankelijk van de sterkte die de print vereist), hoe je een 3D-print sterker maakt en meer!
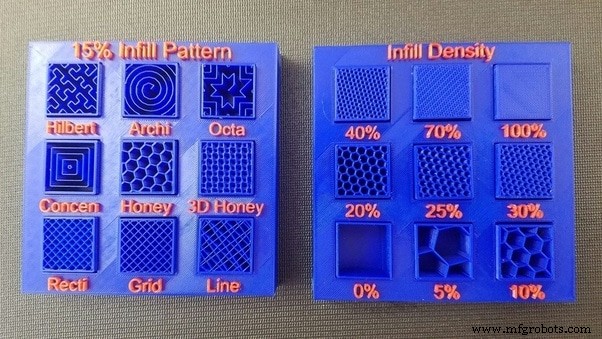
Kortom; De combinatie van een rechtlijnig patroon met een 100% vulling geeft de hoogste treksterkte met een waarde van 36,4 Mpa. Dit is echter alleen waar als de uitgeoefende krachten dezelfde richting volgen als de opvullagen. Voor de meeste prints is het algemene sterkste patroon honingraat met een vulling van ongeveer 50% .
De bron voor deze informatie is hier te vinden in dit onderzoek uit 2016.
Laten we nu, zonder verder oponthoud, aan de slag gaan!
Verschillende opvulpatronen en hun gebruik
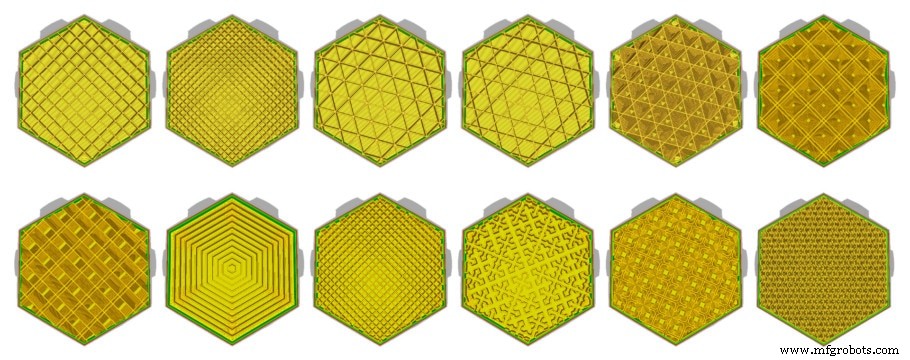
Welk soort patroon u kiest, moet afhangen van de behoeften van een bepaald onderdeel. Dus, hier zijn de 13 infill-patronen die momenteel worden aangeboden door Cura en we zullen kort hun voor- en nadelen bespreken en de reden voor het gebruik van elk van hen.
Invulpatronen met lage sterkte (lijnen, zigzag)
Typische opvuldichtheid: 0-15%
Lijnen: Het lijneninvulpatroon is een 2D invulpatroon en zoals de naam al doet vermoeden, bestaat het uit lagen horizontale lijnen. Alle lijnen in dezelfde laag hebben dezelfde richting, maar de hoek tussen de lijnen van de opeenvolgende lagen is 90 graden. Met andere woorden, deze horizontale lijnen worden afgedrukt langs de X-as en Y-as van een 2D-vlak.
Het lijninvulpatroon wordt aanbevolen voor het printen van testobjecten en prototypes omdat het minder materiaal verbruikt en een snellere printtijd heeft dan de meeste andere patronen. Dit betekent dat de onderdelen licht van gewicht zijn en op het water kunnen drijven. Het is ook geschikt voor het afdrukken van decoratieve objecten zoals beeldjes en modellen.
De afdrukken zijn matig sterk wanneer ze vanaf de zijkanten worden samengedrukt, maar omdat er geen structurele ondersteuning langs de Z-as is, ondersteunen ze niet veel kracht op een verticale manier. Dit maakt dit patroon ongeschikt voor onderdelen die bedoeld zijn om zelfs matige mechanische krachten te ervaren.
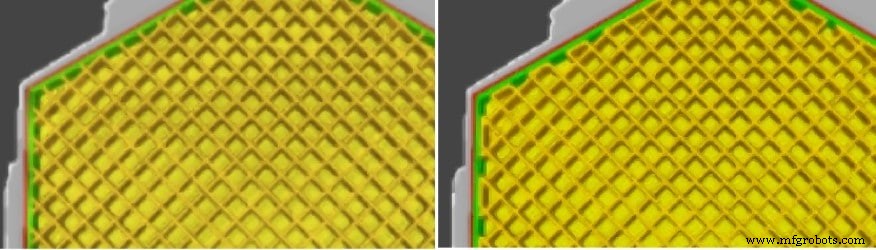
Zigzag: Het zigzag-invulpatroon lijkt veel op het lijnen-invulpatroon en heeft dezelfde voor- en nadelen, evenals gebruiksscenario's.
Het enige verschil is de manier waarop een laag lijnen wordt afgedrukt. In het lijneninvulpatroon heeft een laag meer dan één lijn en deze zijn niet met elkaar verbonden, terwijl in het zigzagpatroon een laag uit slechts één doorlopende lijn bestaat. Het verschil kan alleen worden opgemerkt door naar de randen van beide opvulpatronen te kijken.
Invulpatronen met gemiddelde sterkte (raster, driehoeken, driehoek)
Typische opvuldichtheid: 15-50%
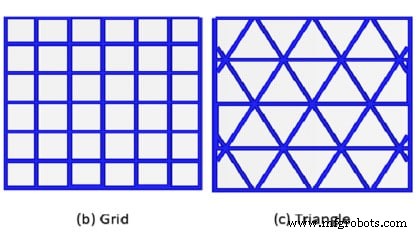
Omgord: Het rasterinvulpatroon is vergelijkbaar met het lijneninvulpatroon, maar elke laag bestaat uit lijnen die langs de X-as en Y-as zijn afgedrukt. Dit betekent dat de lijnen op dezelfde laag een hoek van 90 graden ertussen lijken te hebben. Hierdoor zien de lagen eruit als een raster en daarom kan een enkele laag, in tegenstelling tot het lijneninvulpatroon, sterkte hebben in twee dimensies.
Het gird-invulpatroon is sterker maar verbruikt meer materiaal en heeft een langzamere afdruktijd in vergelijking met de lijnen en zigzag-infill-patronen.
Driehoeken: Het opvulpatroon met driehoeken bestaat uit driehoeken die aan elkaar zijn gesmolten om lagen te vormen die vervolgens verticaal worden gestapeld. In tegenstelling tot de eerste drie patronen, waar lijnen alleen in twee richtingen langs het XY-vlak worden afgedrukt, bevat het driehoekspatroon lijnen die in drie richtingen zijn afgedrukt. Dit geeft een uniforme sterkte in elke richting en is beter bestand tegen krachten van buitenaf.
Merk op dat als je een glad oppervlak nodig hebt, je het aantal buitenste lagen of schalen moet vergroten.
Driezeshoek: Het tri-hexagon opvulpatroon is een sterk 2D-patroon dat lijkt op het driehoekenpatroon. De lijnen in elke laag zijn ook gedrukt in drie richtingen langs het XY-vlak, maar op zo'n manier dat zes driehoeken aan elkaar lijken te versmelten om zeshoeken te vormen die met elkaar verbonden zijn om een laag te vormen.
Invulpatronen met hoge sterkte (kubisch, kubieke onderverdeling, octet, kwart kubisch, gyroid)
Typische opvuldichtheid:>50%
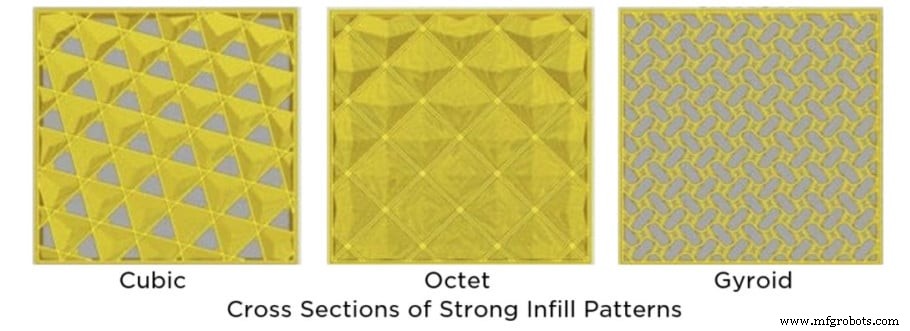
Kubiek: Het kubische opvulpatroon is een sterk 3D opvulpatroon dat is opgebouwd uit gestapelde kubussen die in een hoek van 45 graden rond de X-as en Y-as zijn gekanteld. Dit geeft ze de illusie dat ze op driehoeken lijken.
Het kubische opvulpatroon is vrij sterk omdat het de druk aankan die vanuit alle richtingen op het object wordt uitgeoefend, maar het vereist meer materiaal en heeft een langzamere afdruktijd. Het kan worden gebruikt om functionele mechanische onderdelen af te drukken.
Kubiek (onderverdeling): Het Cubic Subdivision-patroon lijkt veel op het Cubic-patroon en heeft dezelfde sterkte en gebruiksscenario's, maar er is minder materiaal nodig om te worden afgedrukt. Dit wordt bereikt door grotere kubussen naar het midden van de print te maken, en op deze manier wordt materiaal bespaard waar infill geen significante hoeveelheid externe druk ervaart.
Dit opvulpatroon is echter tijdrovender om te snijden dan andere opvulpatronen.
Octet: Het octet-invulpatroon is vergelijkbaar met het kubische patroon, behalve dat het er in plaats van uit te zien als driehoeken met toenemende hellingen, eruitziet als vierkanten. Objecten met het octet-invulpatroon zijn vrij sterk, kunnen druk van alle kanten overleven en hebben het vermogen om mechanische functies uit te voeren.
Kwart kubiek: Het kwart kubieke opvulpatroon is vergelijkbaar met andere 3D-patronen zoals het kubieke en het octet en heeft vergelijkbare sterkte en gebruiksscenario's. Je kunt het op 3D-modellen gebruiken, zelfs als de omtrek erg dun is.
Gyroid: Het gyroid-invulpatroon ziet er absoluut fantastisch uit en het heeft ook de hoogste sterkte-gewichtsverhouding. De geperforeerde structuur maakt het een permeabele vaste stof (kan vloeistoffen of gas doorlaten). De afdruktijd en het materiaalgebruik zijn optimaal, maar zorg ervoor dat u wat tests doet als u ooit met een lage infill-dichtheid wilt afdrukken, omdat de Gyroid-structuur ondersteuning nodig heeft en met een relatief hoge infill-dichtheid moet worden afgedrukt.
Flexibele opvulpatronen (concentrisch, kruis, kruis 3D)

Typische opvuldichtheid: 0-100% (afhankelijk van hoe zacht je de afdruk wilt hebben).
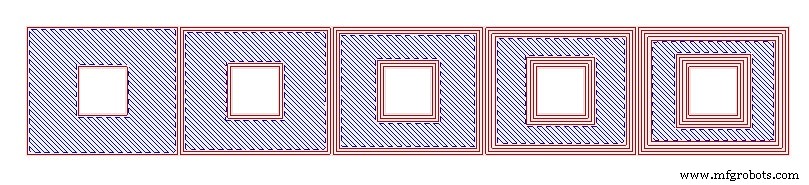
Concentrisch: Het concentrische opvulpatroon bevat concentrische lijnen die lijken op de vorm (omtrek) van het object. De objecten zijn flexibel en kunnen worden gedraaid zonder noemenswaardige schade of vervorming van de algehele vorm. Dit patroon verbruikt relatief weinig filament en heeft een snelle printtijd.
Het is echter alleen geschikt om flexibele objecten te printen en heeft geen horizontale sterkte.
Kruis: Het kruispatroon is zo geprint dat het lijkt te zijn gemaakt van mooie kruisen en dat lege ruimtes heeft waardoor de prints veel draaien en buigen kunnen overleven.
Het nadeel is dat er geen structurele ondersteuning is om krachten tegen te gaan die horizontaal op het object worden uitgeoefend.
Kruis 3D: Het kruis 3D-invulpatroon is vergelijkbaar met het kruispatroon, maar is zo geprint dat naarmate de afdruk groeit, de lijnen op hellingen bewegen. Het is gemakkelijker te printen en ideaal om zachte en flexibele objecten te printen. Het nadeel is dat het zwak is en meer tijd nodig heeft om te snijden.
Welk opvulpatroon is het sterkst?
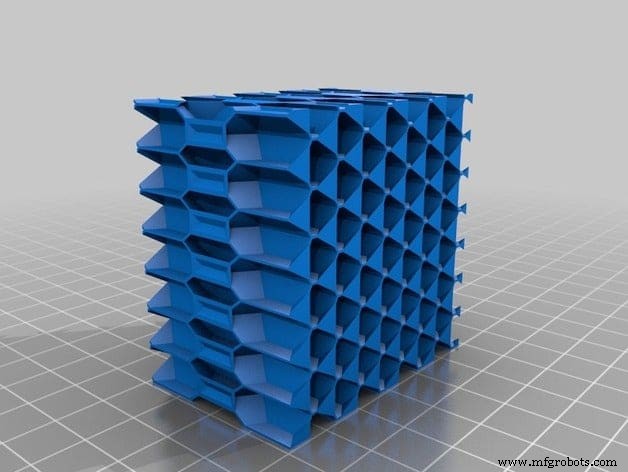
Veel mensen die 3D-printers hebben gebruikt, hebben de neiging om Honeycomb (Cubic) aan te bevelen als het sterkste opvulpatroon sinds, hoewel zwakker in de richting van de uitgeoefende krachten, is het eigenlijk sterker dan andere patronen omdat het in elke richting even sterk is omdat elke kleine honingraatcel net zo sterk is als de hele structuur.
De zeshoekige mechanismen in honingraatcellen zijn gestructureerd om kracht te verspreiden en te verdelen, en in plaats van dat de kracht zich concentreert op slechts één of twee punten, spreidt het honingraatpatroon die kracht uit over een groter gebied. Door de kracht opnieuw te verdelen over alle delen van de constructie, is honingraat beter in staat om algemene mechanische krachten aan te kunnen dan enig ander patroon.
Het honingraatpatroon (Cubic) maakt prints sterk en stijf, zelfs in grote, effen prints. Door de verhoogde sterkte kunt u onderdelen maken met grote structuren en die veel voordelige mechanische eigenschappen hebben in vergelijking met andere opvulpatronen.
Vanuit een theoretisch perspectief is de rechtlijnige invulling het sterkste patroon , als de uitgeoefende kracht in de richting van de lijnen van de opvullagen is, dan wel. Voor de rest is het een relatief zwak patroon, maar het is ook opmerkelijk efficiënt in termen van plasticgebruik en drukt daarom ongeveer 30% sneller af dan honingraat.
Kortom; Het sterkste opvulpatroon voor de meeste situaties is het honingraatpatroon (kubisch), omdat het in staat is om de krachten vanuit elke richting door de hele structuur te verdelen. Het rechtlijnige patroon is absoluut het sterkst, maar alleen als de krachten in dezelfde richting worden uitgeoefend als de vulling.
Hoe beïnvloedt de vuldichtheid de sterkte en wat is een goed densiteitsbereik?
Een andere sterktefactor is de vullingsdichtheid, want hoe dichter het vullingspercentage, hoe sterker het onderdeel.
Als je kijkt naar de sterkte van een object, is het direct gerelateerd aan de structuur:hoe groter het opvulpercentage, hoe meer materiaal er in het midden van een onderdeel is om met externe krachten om te gaan, en dus hoe sterker de weerstand tegen breuk.
Omdat het de meest stevige, betrouwbare structuur biedt, is 100% vulling de beste. Het printen duurt echter veel langer vanwege de hoeveelheid materiaal die wordt gebruikt, en het kost ook meer omdat er meer filament voor nodig is dan bij alternatieven met een lagere infill.
Veel mensen zijn in de meeste gevallen tevreden met een infill-dichtheid van 20-50%, wat de beste resultaten geeft bij de meeste infill-patronen en het zal je verbazen te weten dat een filamentpercentage van 50% je misschien al dezelfde sterkte geeft als 100% , of in sommige gevallen heel dichtbij.
Verwacht geen drastische toename van de sterkte na het verhogen van de infill-dichtheid tot meer dan 50%, aangezien dit is waar u een aanzienlijk afnemend rendement begint te behalen. Hoe hoger het filamentpercentage, hoe minder en minder effectief de verhoging wordt.
Het is waarschijnlijk niet nodig om uw onderdelen te printen met een vuldichtheid van meer dan 75%, omdat het alleen maar extra filament verspilt en de onderdelen zwaarder maakt, tenzij u tandwielen print.
Pro-tip :Optimaliseer de oriëntatie van de opvullijn om de afdruk resistenter te maken:de standaardoriëntatie van opvullijnen is 45°, en u kunt aanzienlijke verbeteringen in sterkte aanbrengen met hetzelfde percentage en patroon van de opvulling door alleen de opvullijnoriëntatie op een specifieke manier aan te passen (afhankelijk.
Hoe beïnvloeden opvulpatronen en dichtheid de afdruktijd?
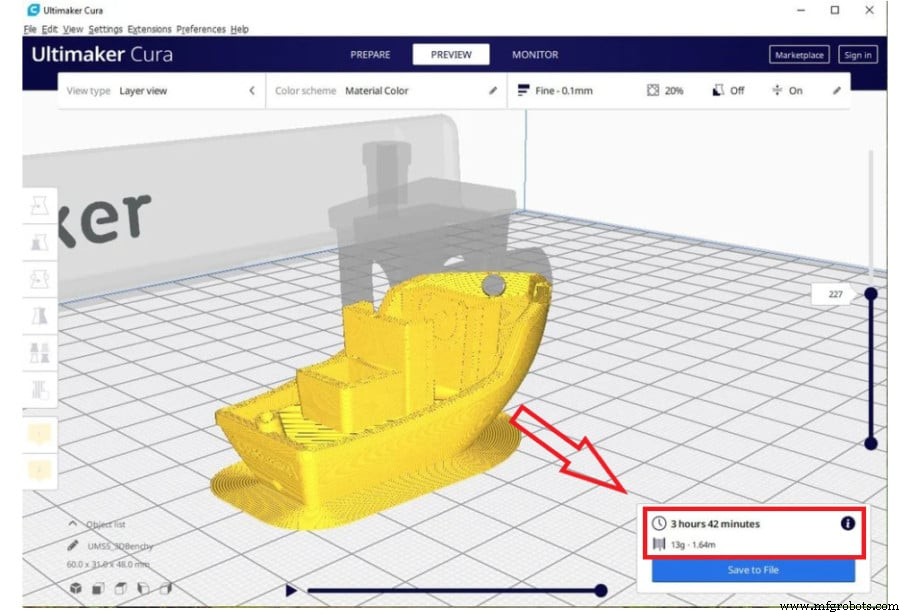
Het variëren van het opvulpercentage en het patroon kan van invloed zijn op de sterkte, het materiaalgebruik, de afdruktijd en andere aspecten van de prestaties van uw object. Elke toename in sterkte betekent meestal dat u kosten en afdruktijden moet opofferen.
De sleutel tot het succesvol gebruiken van het infill-percentage en -patroon is het vinden van de goede plek die ergens tussen te zwak en te duur ligt. Dit is de enige manier om de kosten en printtijden te minimaliseren en de sterkte te maximaliseren.
Het kan moeilijk zijn om opvullingsinstellingen van verschillende dichtheden, patronen, stijlen en richtingen aan te passen, maar wanneer u de juiste voor uw taak gebruikt, kan afdrukken een makkie worden.
Wat is de snelste Infill om mee af te drukken?
Het eenvoudigste opvulpatroon om af te drukken, en dus ook het snelste, is het "lijnen" opvulpatroon. Het is ook de meest populaire, om de enige reden dat het de afdruktijd aanzienlijk verkort in vergelijking met andere patronen en dat het nog steeds een behoorlijke sterkte aan de objecten geeft.
Extra factoren die de sterkte van een afdruk kunnen beïnvloeden
Hoewel dit artikel voornamelijk is gericht op opvulpatronen, zijn er een aantal extra factoren die de kwaliteit van een afdruk kunnen beïnvloeden, zoals filamenttype, filamentkwaliteit, hoe het onderdeel daadwerkelijk wordt afgedrukt, het aantal omtrekken, laaghoogte, en meer.
Filamenttype
Er zijn tientallen verschillende filamenten (PLA, ABS, PETG, HIPS, polycarbonaat, nylon en vele andere) en ze hebben allemaal hun voor- en nadelen.
PLA is bijvoorbeeld heel gemakkelijk om mee te printen, maar is niet bestand tegen hoge temperaturen en mag niet worden gebruikt om prints te maken die je buiten laat staan.
Nylon staat bekend als een fantastisch filament om tandwielen mee te printen, omdat het extreem resistent is, en polycarbonaat is het sterkste filament van allemaal, wat de treksterkte betreft.
In wezen moet u het materiaal kiezen op basis van het beoogde gebruik.
Filamentkwaliteit

Hoewel de meeste soorten filament tegenwoordig meer dan behoorlijk worden gemaakt, vergroot het kopen van een filamentspoel van een gerenommeerd merk uw kansen om succesvol te printen en een print te hebben die functioneel zal zijn zonder al te snel te falen.
Let op één ding:filament kan gemakkelijk beschadigd raken, vooral als het vocht absorbeert, wat de meeste filamenten in een mum van tijd doen, dus je moet leren hoe je ze opslaat en er goed voor zorgt.
Bekijk voor meer informatie dit bericht dat we schreven over hoe je kunt zien of filament slecht is geworden, hoe je het moet bewaren en hoe je filament kunt drogen dat vocht heeft geabsorbeerd.
Afdrukrichting
Toen ik hier voor het eerst achter kwam, moet ik zeggen dat ik verrast was... ook al is het echt duidelijk als je erover nadenkt!
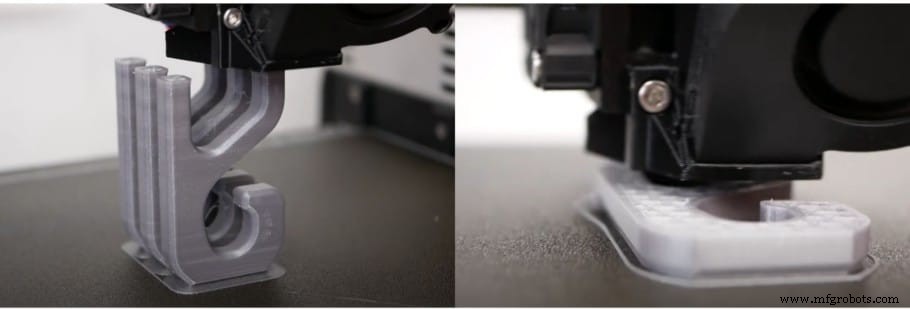
De zwakke punten van een 3D-afdruk zijn altijd de laaglijnen, wat betekent dat het verticaal afdrukken van een object (wat in wezen betekent dat de lagen horizontaal worden afgedrukt) een veel ander resultaat in sterkte oplevert dan wanneer u het model horizontaal zou afdrukken , of op zijn kant.
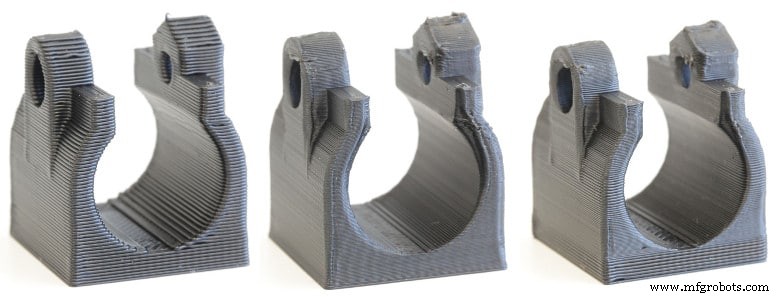
CNC Kitchen deed een vergelijking tussen drukhaken in een staande oriëntatie en in een horizontale oriëntatie en de resultaten in het algehele sterkteverschil waren behoorlijk fascinerend:
Aangezien het verticaal afdrukken van een haak betekent dat de lagen horizontaal worden afgedrukt, en dat de hechting van de laag uiteindelijk veel zwakker is bij het uitoefenen van een trekkracht op de haak, breekt deze uiteindelijk veel gemakkelijker dan de horizontaal afgedrukte (met slechts zoveel kracht wordt uitgeoefend ).
Dit betekent niet dat je je modellen altijd op hun kant moet afdrukken, maar denk eerder na over het gebruik van het model en druk het zo af dat de krachten die erop worden uitgeoefend in dezelfde richting zullen zijn als het filament.
Aantal omtrekken
De randen zijn het buitenste deel van de print, het deel dat we zien, terwijl de vulling aan de binnenkant zit om te voorkomen dat de print instort.
Perimeters, ook wel schelpen genoemd, hebben een grote invloed op de sterkte, sterker nog, ze zijn in de meeste gevallen een stuk belangrijker dan infill; Alleen al het toevoegen van een extra omtrek kan de sterkte van de afdruk met dezelfde hoeveelheid vergroten als het toevoegen van 10% -15% opvulling zou doen.
Laaghoogte
Over het algemeen geldt:hoe lager de laaghoogte, hoe meer hechting er zal zijn. Als u een afdruk loodrecht op de laaglijnen opensnijdt, als deze met een zeer dikke laaghoogte is afgedrukt, zouden er zichtbare openingen tussen de filamentlagen zijn, waardoor het onderdeel verzwakt.
Anderzijds zorgt een lagere laagdikte ervoor dat alle verschillende lagen goed hechten. Dit is echter slechts tot op zekere hoogte, aangezien onder de 0,1 mm gaan de sterkte van een afdruk vermindert.
In wezen is de sterkste laaghoogte 0,1 mm of 0,12 mm. Als u boven of onder deze waarde gaat, neemt de sterkte van de afdruk af.
Hoe de sterkte van een 3D-afdruk vergroten?
Afgezien van het aanpassen van de laaghoogte, het opvulpercentage, het afdrukken van het object met een andere oriëntatie en alle stappen die ik zojuist heb genoemd, kunt u de afdruk ook uitgloeien, wat erin bestaat het gehele afgedrukte object te verwarmen tot de glasovergangstemperatuur zodat het een beetje "smelt", wat de moleculaire structuur van het filament verandert en ook helpt de lagen nog beter te hechten.
Als je meer wilt weten over hoe het gloeiproces werkt, bekijk dan dit artikel.
Samenvatting:Infill voor verschillende printtypes
Ik heb al deze informatie al eerder genoemd, maar hier is slechts een kort overzicht van welk opvullingspercentage en patroon u moet gebruiken, afhankelijk van het type object dat u gaat afdrukken.
Onderdelen die sterk en resistent moeten zijn
- Invulpatronen: Kubieke, kubieke onderverdeling, octet, kwart kubieke, gyroid
- Infill-percentages: 50-75%
Gewone afdrukken
- Invulpatronen: Raster, driehoeken, driehoek
- Infill-percentages: 15-50%
Modellen, figuren en miniaturen
- Invulpatronen: Lijnen, zigzag
- Infill-percentages: 0-15%
Flexibele prints
- Invulpatronen: Concentrisch, kruis, kruis 3D
- Infill-percentages: 0-100% (afhankelijk van je voorkeur voor zachtheid)
Conclusie
Zoals ik al zei, zijn de sterkste opvulpatronen rechtlijnig en honingraatvormig, waarbij de laatste niet zo sterk is in termen van treksterkte, maar sterker in elk ander opzicht.
Vergeet niet dat er veel andere factoren zijn die de sterkte en weerstand van uw afdruk beïnvloeden, dus houd daar ook rekening mee!
Ik hoop dat deze informatie nuttig was!
Fijne dag!
Bekijk onze sectie met aanbevolen producten

We hebben een sectie met aanbevolen producten gemaakt waarmee u het giswerk kunt verwijderen en de tijd kunt verminderen die u besteedt aan het onderzoeken van welke printer, filament of upgrades u moet krijgen, omdat we weten dat dit een zeer ontmoedigende taak kan zijn en over het algemeen tot veel verwarring leidt .
We hebben slechts een handvol 3D-printers geselecteerd die we goed vinden voor zowel beginners als gevorderden, en zelfs experts, waardoor de beslissing gemakkelijker wordt, en de filamenten, evenals de vermelde upgrades, zijn allemaal door ons getest en zorgvuldig geselecteerd , zodat u weet dat welke u ook kiest, zal werken zoals bedoeld.
3d printen
- Infill versus Shell in 3D-printen:wat is het verschil?
- Kan 3D-printen met meerdere materialen de volgende stap zijn voor AM?
- Is de bouwsector klaar voor 3D-printen? (update 2020)
- Scalmalloy:het nieuwste hoogwaardige materiaal voor 3D-metaalprinten
- Waarom Origin One wordt gebruikt voor productieonderdelen voor 3D-printen
- Top 3 eisen voor de toekomst van 3D-printen
- De zaak voor 3D-printen in de productie
- Papieren of digitale documentatie:welke voor de werknemers?
- CNC versus 3D-printen:wat is het verschil?
- 10 sterkste materialen voor 3D-printen
- Injection Molding vs 3D Printing:welke te kiezen?