


Snel wisselend gereedschapssysteem verhoogt de uptime van de spil
Bij het onderhoud van de gereedschappen op een traditionele plaat op een draaibank met verschuifbare kop, kan het 10 minuten of langer duren om één wisselplaat te indexeren. Tijdens het indexeren van de gereedschappen kunnen koelmiddelaansluitingen door een operator worden losgeslagen, wat de levensduur en tijd van een machinewerkplaats kan kosten. Zodra de wisselplaten zijn geïndexeerd, kan het meerdere keren starten en stoppen van de spil duren voordat de operator kan zien of de koelvloeistofstroom wordt geleid naar waar het moet zijn.
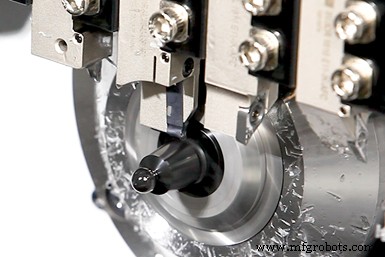
Arno's Fast Change (AFC) gereedschapssysteem bestaat uit een gangplate met gespleten schacht, koelmiddel doordraaiende draaigereedschappen, afsteekgereedschappen en groefsteekgereedschappen. Fotocredits:Arno VS
Om dit gereedschapswisselproces te optimaliseren, heeft Arno-Werkzeuge USA LLC een snelwisselgereedschap voor koelmiddel ontwikkeld dat de hogedrukkoelmiddelleidingen in de compacte werkzone van een Zwitsers type elimineert. Het bedrijf zegt dat het ook de uitvaltijd voor gereedschapswisselingen aanzienlijk vermindert, evenals de insteltijd van uren naar minuten, terwijl het nauwkeurige herhaalbaarheid biedt. Deze voordelen verhogen niet alleen de output van afgewerkte onderdelen, maar besparen volgens het bedrijf ook duizenden dollars per spindel per jaar.
Eenvoudige, snelle functionaliteit
Arno's Fast Change (AFC) gereedschapssysteem bestaat uit een gangplate met gespleten schacht, koelmiddel doordraaiende draaigereedschappen, afsteekgereedschappen en groefsteekgereedschappen. Ontworpen als een verdeelstuk, wordt de koelvloeistof omgeleid via de loopplaat naar de gereedschappen. De UN-stijl gleuf in de vaste stop pakt de koelvloeistof op en voert deze door de pipet naar de voorkant waar de koelvloeistof rechtstreeks naar de snijkant gaat. Het AFC-systeem kan koelvloeistof leveren aan één poort die alle gereedschapsposities ondersteunt, of het kan twee poorten leveren en de gereedschapsposities verdelen met de naaldklep.
Het gereedschapssysteem hoeft maar één keer te worden geloodst en daarna hoeft een hogedrukkoelmiddelleiding volgens het bedrijf niet meer te worden aangeraakt. Bij een juiste opstelling worden de hogedrukleidingen achter de machineafschermingen verplaatst, waardoor een schone bewerkingsomgeving ontstaat. Dit stelt operators in staat om veiliger routine-onderhoud uit te voeren. Bovendien verzamelen de klemmen met een laag profiel van de AFC niet zoveel spanen in vergelijking met een typisch klemsysteem.

Bij het vervangen van een tool met gespleten schacht, de operator maakt eenvoudig twee klemmen los om de snijkop te verwijderen en vervangt deze vervolgens door een nieuwe.
Bij het vervangen van een gereedschap met gespleten schacht maakt de operator eenvoudig twee klemmen los om de snijkop te verwijderen en vervangt deze vervolgens door een nieuwe, zegt het bedrijf.
Een tijd- en geldbesparing
Met behulp van het AFC-systeem meldt Arno dat het 17 seconden duurt om een gereedschap te wisselen, een enorme verbetering ten opzichte van de typische 7 tot 10 minuten die het kan duren met een traditionele loopplaat. De conventionele methode kan bijvoorbeeld vijf minuten duren om een gereedschap te verwisselen, een minuut om het gereedschap aan te raken en nog een minuut om de spie af te stellen.
"Als je dat vervolgens opschaalt naar een drieploegendienst, wissel je twee keer per ploeg van gereedschap in alle vijf de stations", legt Keith Stroup, business development manager bij Arno, uit. "Dus, 10 gereedschapswisselingen per ploeg op alle vijf stations tweemaal per ploeg is gelijk aan 30 keer dat de spil zeven minuten inactief is." Hij schat dat dat drie en een half uur is, of bijna een halve ploeg inactieve tijd, alleen maar om de gereedschappen in dat traditionele verdeelstuk en de spie-plaat te onderhouden. "Drie en een half uur elke 24-uurs cyclus komt neer op $ 70.000 per jaar aan spindelstilstand om het gereedschap in die loopplaat te onderhouden", voegt hij eraan toe.
Ter vergelijking:wanneer een operator met het AFC-systeem werkt, is retoucheren niet nodig omdat het gereedschap zich binnen plus of min een duizendste van de vorige gereedschapsposities herhaalt. Er hoeft ook geen rekening te worden gehouden met de tijd voor het bijstellen van de koelmiddelleidingen, omdat het nieuwe systeem een echt koelmiddeldoorlatend systeem is. Het is ook niet nodig om rekening te houden met het opruimen van chips omdat
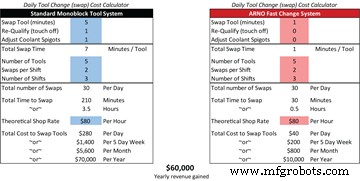
Deze grafieken tonen schattingen van kostenbesparingen met behulp van Arno Fast Change gereedschapssysteem versus het standaard monoblock gereedschapssysteem. Arno zegt dat gebruikers $ 60.000 per jaar kunnen verdienen door gebruik te maken van het Fast Change-systeem.
die oppervlakken zijn volgens Stroup grotendeels geëlimineerd met het gladde AFC-ontwerp. Daarom is de gereedschapswisseltijd van 17 seconden de enige tijd om rekening mee te houden. Maar voor een realistisch voorbeeld verlengt hij de tijd tot één minuut om een afgeleide operator in overweging te nemen die extra seconden zou kunnen gebruiken.
Hoewel er nog steeds 30 stilstandtijden per dag zijn, zijn er nu slechts 30 minuten downtime per dag in plaats van 210 minuten met de traditionele gangplate. "Dat kost slechts $ 10.000 per jaar, wat betekent dat je net $ 60.000 per jaar hebt verdiend met die ene spindel door het AFC-systeem te gebruiken", zegt Stroup.
Arno-Werkzeuge USA LLC | arnousa.com
Industrieel materiaal
- Innovatieve tooling:bereidheid om te veranderen, upgrade is de sleutel tot succes
- Tricks voor diamantgereedschappen die elke verwerker moet kennen
- Draaicentra met schuin bed
- Zeven-assige draaibank van het Zwitserse type
- Draaibank biedt spilsnelheden van 25.000 tpm
- In-line draaibank met dubbele spil
- In-line draaibank met dubbele spil(2)
- Hoge snelheid VTC's
- Draaicentrum met spantang-ready spindel
- Automatisch draaien met korte werktijden
- De 5 tools die Lean Manufacturing tot een succes maken