


Hoeveel assen heb ik nodig op een kantpers?
Een afkantpers is een essentieel onderdeel van een machine voor elke metaalbewerkingswinkel, maar het kan een complexe keuze zijn bij het beslissen hoe uw nieuwe afkantpers moet worden uitgerust. Er zijn meerdere opties in machinemerken, modellen en maten, evenals wat ze drijft (zoals we in dit artikel hebben besproken:Wat is het aandrijven van kantpersen?). Hoe bepaal je met al die complexiteit hoeveel assen je nodig hebt op een kantpers? Welke assen zijn belangrijk voor uw behoeften?
In dit artikel zullen we de as van de kantpers opsplitsen en beschrijven wat ze doen en wat het voor u kan betekenen om uw keuze bij het kopen van een kantpers veel gemakkelijker te maken.
Wat is een kantpers en hoe wordt deze gebruikt?
Een kantpers is een machine die wordt gebruikt in metaalbewerkingswinkels om plaatmetaal in verschillende vormen te vormen, zoals dozen, pannen en andere belangrijke componenten (meer over de basis werd hier gedetailleerd:Basisprincipes van de bediening van de kantpers) Ze drukken op een beweegbare ram die een vorm vasthoudt " punch" in een tegengesteld gevormde "matrijs", terwijl het te vormen materiaal ertussen wordt gehouden. Onder een bepaalde hoeveelheid tonnage dwingt de kantpers het materiaal om de vorm van de pons en de matrijs aan te nemen. Hoeveel bochten er worden gemaakt, hoe nauwkeurig die bochten zijn en hoe herhaalbaar de onderdelen van onderdeel tot onderdeel zijn, het zijn allemaal functies die van de ene kantpers tot de andere verschillen en sterk kunnen worden beïnvloed door het aantal assen waarmee de kantpers is uitgerust.
Drie hoofdgroepen van bestuurde assen op een moderne CNC-afkantpers
Er zijn 3 hoofdtypen assen die door de CNC op een kantpers worden bestuurd en hoewel er nog veel meer assen kunnen worden toegevoegd, zijn deze 3 categorieën de basis die elke fabricagewinkel die een kantpers gebruikt of overweegt aan te schaffen, zou moeten kennen.
Besturing van de buigram
De allereerste as die op een afkantpers moet worden bediend, is de ram (of het bed in opwerkvarianten). De Ram regelt de diepte van de buiging en in de meeste gevallen betekent dit dat zowel de buighoek als de meeste bewerkingen de luchtbuigtechniek gebruiken. Deze as wordt de "Y-as" genoemd en wordt gewoonlijk gezien als Y1 &Y2, wat verwijst naar de rechterhand- en linkerhandbediening van de neerwaartse krachtmechanismen.
Bediening van de achteraanslag
De volgende as die moet worden bestuurd op een afkantpers kan wat meer complexiteit toevoegen. Deze toegangen zijn de backage en ze controleren de nauwkeurigheid van de flens die wordt gevormd. Afhankelijk van de complexiteit van de onderdelen die u maakt, kan de achteraanslag slechts 1 as (X) of maximaal 6 assen hebben (meer op sommige machines). Deze assen kunnen, net als de Rams Y-Axis, ook varianten van X of X1/X2, R of R1/R2, Z of Z1/Z2 hebben, wat de individuele bestuurbaarheid van elke as onafhankelijk van de andere symboliseert.
 De opties voor de achteraanslagas zijn:
De opties voor de achteraanslagas zijn:
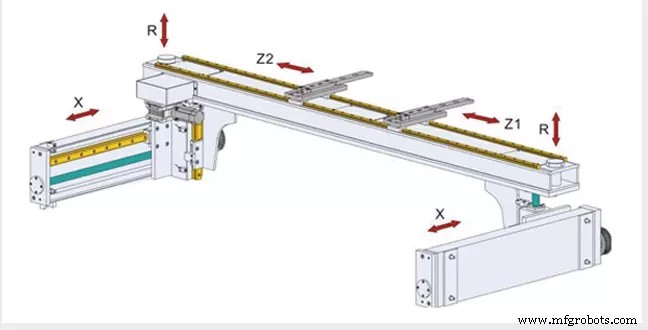
X-as:deze as regelt de voorwaartse en achterwaartse beweging van de meter. Het positioneert de stopvingers die de operator gebruikt om het materiaal dichter bij of verder van de buiggereedschappen te laten rusten. Deze as is van cruciaal belang bij het handhaven van de juiste flenslengte van het te vormen onderdeel. In de variant X1/X2 kunnen de aanslagvingers onafhankelijk naar binnen of naar buiten worden bewogen, waardoor ze worden aangepast aan taps toelopende en complexere onderdelen.
R-as:De R-as op een kantpers is de volgende noodzakelijke as bij het vormen van kantpersen. Het maakt de beweging van de meetvingers naar boven of naar beneden mogelijk, waarbij de meetvingers worden gepositioneerd om af te meten van voorgevormde flenzen die onder het buigvlak dalen of zelfs zwaardere stukken ondersteunen. De R-as maakt ook een langere meetpositie mogelijk, aangezien de meter doorgaans 2 of meer meetpunten op de vinger toestaat wanneer de hoogte wordt gewijzigd. In de R1/R2-variant van deze as kunnen de meetvingers onafhankelijk worden neergelaten/opgeheven, waardoor ze kunnen worden gepositioneerd om zeer complexe stukken te meten en te ondersteunen.
Z-as:De Z-as op een kantpers is het vermogen van de meetvingers om in een geprogrammeerd pad naar links of rechts te bewegen. Deze bewegingsas stelt de operator in staat om meerdere gereedschapsets in de rem te hebben, terwijl de meetvingers van setup naar setup volgen en de nodige buigfuncties naar wens uitvoeren. In de Z1/Z2-variant zijn deze assen weer volledig onafhankelijk van elkaar en kunnen ze als zodanig worden gepositioneerd. Een goed voorbeeld van het gebruik van een Z1/Z2-asopstelling is een zeer lange maar smalle afvoer-/lekbak. De Z1/Z2-as zou zeer dicht bij het vormen van het uiteinde worden geplaatst, maar dan ver uit elkaar worden gespreid voor een goede ondersteuning bij het vormen van de langere bochten.
Bediening van verschillende productiviteitsopties en accessoires
De volgende serie afkantpersassen ondersteunt optionele functies die de buignauwkeurigheid, productiviteit en materiaalverwerking kunnen verbeteren. De meest voorkomende assen van deze klasse zijn:
- Bekroningsdobbelsteenhouder of V-as.
- Velsteunen (optillen/ondersteunen van grote platen tijdens het vormingsproces)
- Extra achteraanslagas (X-Prime en andere)
- Fabrikant specifieke opties (verschuivende matrijshouders etc.)
Wat zijn de as en hun functies?
Zoals we hierboven hebben beschreven, heeft de as van de kantpers de volgende functies:
Y-as
Regelt de ram omhoog/omlaag (of bed omhoog/omlaag bij sommige ontwerpen). Deze as is verantwoordelijk voor de juiste buighoek.
X-as:
Regelt de vooruit/achteruit (IN/UIT) beweging van de achteraanslag. Deze as bepaalt de lengte van de flens die wordt gevormd.
R-as:
Deze as beweegt de achteraanslag OMHOOG/OMLAAG en ondersteunt de X-as door meer meetposities toe te staan en materiële ondersteuning te bieden.
Z-as:
Deze as regelt letterlijk de positie van de meetvingers (L/R) en positioneert de meetvingers via het onderdeelprogramma voor het gemak en de veiligheid van de operator.
Wat is het minimum aantal assen dat nodig is op een kantpers?
Het minimum aantal assen dat nodig is op een afkantpers is één. Gewoon de Y-as om de UP/DOWN van de Ram (of bed bij sommige ontwerpen) te bedienen. Deze as is de meest kritische omdat deze de hoek van het te vormen onderdeel bepaalt. Als de as te ver drukt, is het onderdeel overgebogen, als het niet ver genoeg drukt, is de hoek te ondergebogen. Nauwkeurige controle en herhaalbaarheid van deze as is het belangrijkste kenmerk bij het selecteren van een kantpers.
De meest voorkomende configuratie die we zien, is wat velen een 3-assige afkantpers noemen die Y1/Y2, X &R omvat. Deze combinatie van assen biedt de meeste functionaliteit op een afkantpers met de meest betaalbare prijs.
Aandachtspunten bij de aanschaf van een meerassige afkantpers
Bij de aanschaf van een meerassige afkantpers is het belangrijk om eerst te kijken naar de complexiteit van de onderdelen die u aan het vormen bent en de nauwkeurigheidseisen van de gevormde onderdelen. Houd er ook rekening mee dat eerdere fabricagebewerkingen ook belangrijk zijn en zullen bijdragen aan de nauwkeurigheid van uw kantpers. Als u de kantpers van een lasermachine voedt, krijgt u waarschijnlijk zeer nauwkeurige onderdelen en moet u daarom naar extra optionele assen op de rem leunen om u te helpen die nauwkeurigheid voort te zetten. Als u echter onderdelen van een plasmatafel vormt, werkt u waarschijnlijk niet met de meest uitdagende toleranties.
Latere bewerkingen die u mogelijk hebt gepland nadat materiaal op de rem is gevormd, kunnen ook grote invloed hebben op de aanbevolen opties voor uw kantpers. Als u bijvoorbeeld robotlassen wilt gebruiken in uw productieproces, is het van vitaal belang dat uw afkantpers nauwkeurige vormen produceert, buig na buiging zonder opeenhoping van fouten. Robotlassystemen kunnen een grote waarde en tijdsbesparing zijn voor de productiefabrikant, maar ze vereisen elke keer nauwkeurig gevormde en herhaaldelijk gevormde onderdelen voor succes.
Bij Southern Fabricating Machinery Sales, Inc kennen we afkantpersen en vormen. Onze experts kunnen u helpen bij het selecteren van de juiste kantpers voor uw toepassing en budget. Bekijk ons op internet op www.southernfabsales.com of bel ons rechtstreeks voor onmiddellijke hulp op 813-444-4555
Industrieel materiaal
- Trommelremonderdelen:hoe werken ze?
- Hoe werken remklauwen? Een complete gids
- 13 stappen voor het inspecteren van een kantpers
- Wat u moet weten over technologie voor het vormen van kantpersen
- Mappen of kantpersen? Hoe te kiezen
- Heb ik een vouwmachine of kantpers nodig?
- Hoe de top 4 problemen met het buigen van de kantpers te vermijden?
- Hoe werkt een moderne kantpers?
- 4 basisprincipes voor het buigen van kantpersen die u moet kennen
- Waar moet u op letten bij een gebruikte kantpers?
- Basisprincipes van de bediening van de kantpers