


G65-macro voor interne elips
Ingediend door:Machinist
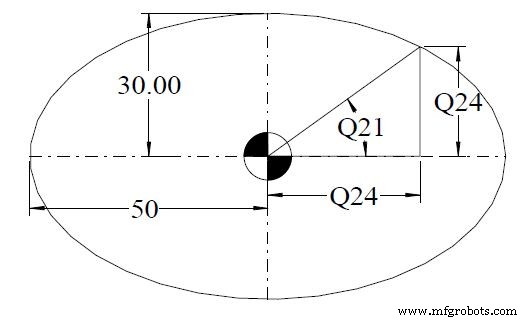
Tekening/Afbeelding
CNC-programma
T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X0 Y0 S? M3 G43 Z5 H? G1 Z-? F? #20 = 2 ; Incremental degree calculation #21 = 0 ; Start Angle #22 = 30 ; Y Axis Radius #23 = 50 ; X Axis Radius G41 X#23 D? ; Compensation motion to right side of internal pocket N10 #21 = [#21 + #20] ; Angular Count #24 = SIN[#21] ; Incremental Y axis calculation #25 = COS[#21] ; Incremental X axis calculation #24 = [#24*#22] ; Absolute Y calculation #25 = [#25*#23] ; Absolute X calculation X#25 Y#24 ; Movement in X & Y axis IF [#21 LT 360] GOTO 10 ; Restart if less than 360 degree motion IF [#21 GT 360] GOTO 20 ; If final angle becomes greater than 360 degrees recalculate IF [#21 EQ 360] GOTO 30 ; Finish if total angle is equal to 360 degree N20 #21 = 360 GOTO 10 N30 G40 X0 G0 G90 Z100 M30
CNC machine
- t om te zoeken in een CNC-machine
- Beste CNC-router voor houtbewerking
- Materialen deel 1:Wat gloeien voor uw proces kan doen
- 4 Richtlijnen voor CNC-spil
- Getuigenissen voor onze CNC-router
- 5 tips voor het ontwerpen van plaatwerk
- 7 tips voor het kiezen van een machinewerkplaats
- Tips voor 3D-printvormen
- Video voor CNC-machinist
- G65-macro voor een verzinkboor
- G65-macro voor interne helical