| Parameter | Beschrijving |
|---|
| P | Contour startbloknummer. |
| Q | Contour eindbloknummer. |
| U | Nabewerkingstoeslag in x-as. |
| W | Nabewerkingstoeslag in z-as. |
| F | Voedingssnelheid tijdens G71-cyclus. |
| S | Spilsnelheid tijdens G71-cyclus. |
G71 Draaicyclusoverzicht
G71-draaicyclus snijdt herhaaldelijk de hele contour die wordt gegeven in P Q-blokken.
De diepte van elke snede kan worden geregeld door de U-waarde van het eerste blok.
Tweede blok UW zijn de nabewerkingstoeslagen die kunnen worden gegeven als u een nabewerking wilt maken met de G70 nabewerkingscyclus.
F is snijvoeding en S is spilsnelheid (gegeven in tweede blok) die worden gebruikt tijdens de G71-draaicyclus.
Opmerking – De F en S die in het P Q-blok worden gegeven, worden niet gebruikt tijdens de G71-draaicyclus, ze worden gebruikt met de G70-nabewerkingscyclus als ze later worden aangeroepen.
G71 draaicyclus werken
N60 G71 U10 R10
N70 G71 P80 Q90 U3 W0 F0.25
N80 G00 X60
N90 G01 Z-75
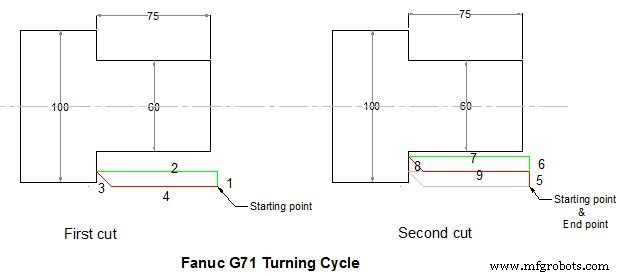
Wanneer de G71-draaicyclus wordt uitgevoerd, wordt de hele bewerking in de volgende volgorde uitgevoerd,
Eerste snede
1 – Gereedschap beweegt in x-as U (snedediepte) diep met geprogrammeerde voeding vanaf startpunt.
2 – Gereedschap beweegt met voeding in z-as (bestemmingspunt in z-as wordt gegeven in P Q-blokken)
3 – Het gereedschap trekt snel de hoeveelheid R terug in zowel de x-as als de z-as (bij 45 graden).
4 – Het gereedschap verplaatst zich snel in de z-as naar het startpunt
Later gesneden
5 – Gereedschap gaat snel naar laatste snedediepte.
6 – Gereedschap beweegt met voeding in x-as U diep (eerste blok U-snedediepte).
7 – Gereedschap met voeding beweegt in z-as (bestemmingspunt gegeven in P Q-blokken).
8 – Gereedschap trekt snel terug in x-as en z-as R hoeveelheid (45 graden).
9 – Gereedschap gaat snel naar startpunt alleen in de z-as.
Deze hele reeks bewerkingen gaat door, totdat het bestemmingspunt in de x-as is bereikt.
Als nabewerkingstoeslag wordt gegeven, zal het gereedschap niet de exacte diameter en lengte maken die in P Q blokkeert maar laat zoveel speling over. Deze nabewerkingstoeslag kan later worden bewerkt door de G70-nabewerkingscyclus aan te roepen.
Fanuc G71 Draaicyclus
Fanuc G71 Voorbeeld
Hier is een cnc-onderdeelprogramma dat laat zien hoe G71-draaicyclus kan worden gebruikt, dit is het programma voor de bovenstaande tekening
N50 G00 X106 Z5 M3 S800
N60 G71 U10 R10
N70 G71 P80 Q90 U3 W0 F0.25
N80 G00 X60
N90 G01 Z-75
In dit programma zal de draaicyclus G71 de contour blijven herhalen die is gegeven binnen P Q-blokken die hieronder worden weergegeven.
N80 G00 X60
N90 G01 Z-75
Deze twee cnc-programmablokken vertellen ons dat we materiaal willen verwijderen tot X60 diep en in Z-75 in lengte.
De snedediepte wordt gegeven in het eerste blok U10 terugtrekhoeveelheid wordt ook gegeven R10.
Nabewerkingstoeslag in x-as is U3 maar er is geen nabewerkingstoeslag gegeven in z-as W0.
G70 nabewerkingscyclus
Als u de G71-draaicyclus met nabewerkingstoeslagen hebt geprogrammeerd, dan kunnen die nabewerkingstoeslagen worden verwijderd met de G70-nabewerkingscyclus.
G70-nabewerkingscyclus herhaalt de hele contour op de G71-manier, maar in slechts één snede waarbij de nabewerkingstoeslagen worden verwijderd.
Waarom de G70-afwerkingscyclus gebruiken
Aangezien materiaal kan worden verwijderd met de G71-draaicyclus, maar als u een andere snijvoeding en spilsnelheid wilt voor de laatste snede, wordt aanbevolen om de G70-nabewerkingscyclus te gebruiken. G70-nabewerkingscyclus gebruikt F- en S-waarden die worden gegeven binnen P Q geprogrammeerde blokken. (G71 gebruikt F S-waarden die worden gegeven in het tweede blok van G71.)
Fanuc G70 Voorbeeld
N50 G00 X106 Z5 M3 S800
N60 G71 U10 R10
N70 G71 P80 Q90 U3 W0 F0.25
N80 G00 X60
N90 G01 Z-75 F0.15
N100 G00 X200 Z100
N110 G92 S1200
N120 T3 G96 S150 M03
N130 G00 X106 Z5
N140 G70 P80 Q90
N150 G00 X200 Z100
N160 M30
G70 G71 Voorbeeld

G71 Cyclusvoorbeeld ruw draaien
O0004
G00 X200 Z10 M3 S800
G71 U2 R1 F200
G71 P80 Q120 U0.5 W0.2
N80 G00 X40 S1200
G01 Z-30 F100
X60 W-30
W-20
N120 X100 W-10
G70 P80 Q120
M30


