


Circulaire interpolatieconcepten en programmeren deel 4 (onbekende R)
Het 4e deel van de serie Circular Interpolation Concepts &Programming legt uit hoe een cnc-programma voor een boog kan worden gemaakt als boogradius (R) niet direct wordt gegeven.
Lees andere delen van dit artikel
Programmeer een Arc-only Arc Center wordt gegeven
Gebruik de adresletters I en J om een boog te programmeren waarvan alleen het boogmiddelpunt is opgegeven (de straal is onbekend).
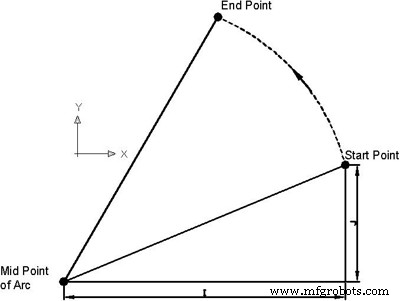
Programmeer een Boog alleen Boogcentrum wordt gegeven
In deze figuur is de procedure heel duidelijk om I- en J-waarden te berekenen. Kijk vanaf het punt waar de boog begint altijd naar het midden van de boog. Als de boog kleiner is dan een kwadrant, moet u zowel de I- als de J-waarde bepalen.
G03 X (End Point) Y(End Point) I J
Voor CNC-draaibankbedieners
Fanuc Circulaire Interpolatie G02 G Code Voorbeeld
Lees andere delen van dit artikel
CNC machine
- CNC-programmeertechnieken voor plasma- en lasersnijden
- C++-programmering:wat is C++ | Leer basisconcepten van C++
- Nesting-software stimuleert de productiviteit van het programmeren van onderdelen
- CNC-programmeervoorbeeld G-code G02 Circulaire interpolatie met de klok mee
- CNC-programmavoorbeeld G03 circulaire interpolatie
- G02 G03 G Code circulaire interpolatie voorbeeldprogramma
- CNC Circulaire Interpolatie Tutorial G02 G03
- CNC G02 Circulaire interpolatie rechtsom CNC-freesvoorbeeldprogramma
- CNC Frezen Circulaire Interpolatie G02 G03 G-Code Programma Voorbeeld
- L930 Freeskamer - Sinumerik 840 840C Programmeren
- Din 66025 NC-programmeercodes