


Siemens Sinumerik 840D Draadsnijcyclus CYCLE97
Met Sinumerik 840D Draadsnijcyclus CYCLE97 kunnen cilindrische en taps toelopende buiten- en binnenschroefdraad met constante spoed in langs- of vlakbewerking worden bewerkt. De thread kan enkelvoudig of meervoudig zijn. Bij meerdere schroefdraadgangen worden de afzonderlijke schroefdraadgangen na elkaar bewerkt.
Invoer is automatisch. U kunt kiezen tussen een constante aanzet per snede of een constante
doorsnede van de snede.
Rechtse of linkse draad wordt bepaald door de draairichting van de spil die
voor de cyclusstart moet worden geprogrammeerd.
Noch de voeding noch de spiloverride hebben enig effect in draadbewegingsblokken. De spiloverride mag niet worden gewijzigd tijdens schroefdraadbewerking.
Sinumerik CYCLE97-formaat
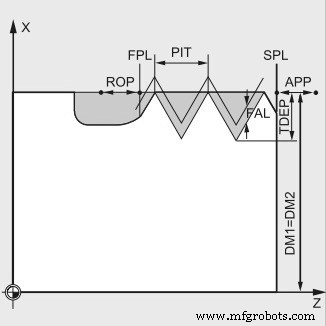
CYCLE97 (PIT, MPIT, SPL, FPL, DM1, DM2, APP, ROP, TDEP, FAL, IANG, NSP, NRC, NID, VARI, NUMT, _VRT)
Sinumerik CYCLE97 Uitleg parameters
Siemens Sinumerik 840D Draadsnijcyclus CYCLE97
PIT (schroefdraadspoed)
Spoed als waarde (zonder voorteken invoeren). De schroefdraadspoed is een asparallelle waarde en wordt zonder voorteken opgegeven.
MPIT (schroefdraadspoed als schroefdraadmaat)
Draadspoed als schroefdraadmaat. Om metrische cilindrische schroefdraad te produceren, is het ook mogelijk om het schroefdraadbegin op te geven als schroefdraadmaat via de
parameter MPIT (M3 tot M60)
SPL (schroefdraadbeginpunt in lengterichting)
Draadbeginpunt in de lengteas
FPL (schroefdraadeindpunt in lengterichting)
Eindpunt schroefdraad in de lengteas
DM1 (schroefdraadbegindiameter)
Draaddiameter bij het startpunt
DM2 (diameter schroefdraaduiteinde)
Draaddiameter aan het eindpunt
APP (inlooppad)
Inrijpad (inrijden zonder voorteken)
ROP (uitlooppad)
Uitlooppad (inrijden zonder bord)
TDEP (schroefdraaddiepte)
Draaddiepte (zonder teken invoeren)
FAL (afwerktoeslag)
Afwerktoeslag (invoeren zonder bord). De nabewerkingstoeslag FAL wordt na het voorbewerken in één stap verwijderd.
IANG (invoerhoek)
Invoedingshoek (“+” voor flankaanzet aan de flank) (“–” voor wisselende flankaanzet)
Als u in een rechte hoek wilt invoeren naar de snijrichting in de schroefdraad, moet de waarde van deze parameter op nul worden gezet .
Met andere woorden, de parameter kan ook worden weggelaten uit de parameterlijst, aangezien deze in dit geval standaard automatisch met nul wordt geladen.
Als ulangs de flanken wilt voeren , mag de absolute waarde van deze parameter maximaal de helft van de flankhoek bedragen van het gereedschap.
NSP (offset startpunt)
Startpuntverschuiving voor de eerste schroefdraadgang (zonder voorteken invoeren). Met deze parameter kunt u de hoekwaarde programmeren die het punt definieert van de eerste snede van de eerste schroefdraadstart op de omtrek van het gedraaide onderdeel. Dit is een startpuntoffset.
De parameter kan waarden aannemen tussen 0,0001 en +359,9999 graden.
Als er geen offset van het startpunt is opgegeven of als de parameter is weggelaten uit de parameterlijst, begint de eerste schroefdraaddraaiing automatisch bij de markering van nul graden.
NRC (Aantal voorbewerkingssnedes)
Aantal voorbewerkingssneden (zonder voorteken invoeren)
NID (Aantal inactieve sneden)
Aantal inactieve passages (invoeren zonder teken)
VARI (bewerkingstype)
Definitie van het bewerkingstype voor de schroefdraad (1 … 4)
Met de parameter VARI definieert u of de bewerking intern of extern moet zijn .
Met welke technologie de voeding wordt bewerkt tijdens het voorbewerken.
De parameter VARI kan waarden aannemen tussen 1 en 4 met de volgende betekenis:
1 = Externe constante aanzet
2 = Interne constante aanzet
3 = Externe constante snijdoorsnede
4 = Interne constante snijdoorsnede
NUMT (aantal draadomwentelingen)
Aantal draadwindingen (zonder teken invoeren).
U specificeert het aantal thread-starts voor een meervoudige thread met de NUMT-parameter.
Voor een schroefdraad met één slag , moet de parameter nul toegewezen krijgen of kan volledig worden verwijderd in de parameterlijst.
De draadwindingen worden gelijkmatig verdeeld over de omtrek van het gedraaide deel;
de eerste schroefdraadomwenteling wordt bepaald door de NSP-parameter.
_VRT (terugtrekafstand)
Variabele terugtrekafstand op basis van initiële diameter, oplopend (invoeren zonder teken).
Wanneer _VRT =0 (parameter niet geprogrammeerd) , is het terugtrekpad 1 mm .
Het terugtrekpad wordt altijd gemeten volgens het geprogrammeerde systeem van eenheden, inch of metrisch.
CNC machine
- Sinumerik 840D Systeemvariabelen Naamgevingstips
- Sinumerik 840D CNC-programmering
- Inleiding Sinumerik 840D bedieningspaneel
- G76 schroefdraadcyclus een CNC-programmeervoorbeeld
- Uitwendig schroefdraadsnijden met G76-schroefdraadcyclus op Fanuc 21i 18i 16i CNC
- Sinumerik 840D CYCLE81 Boren Centreren Cyclus Programmeren
- Siemens Sinumerik 808D Handleidingen
- Sinumerik 802D sl Draadsnijden CYCLE97 Voorbeeld
- Sinumerik 840D boorcyclus CYCLE81 Voorbeeldcode CNC-programmering
- Sinumerik L93 insteekcyclusprogramma voorbeeld
- Wat is Siemens Sinumerik RET Command