


Mechanische bewerking Plane-positioneringsmethode en positioneringselement
De machine is een zeer belangrijke productietechnologie-uitrusting bij de verwerking en productie van mechanische producten. Daarom moet het bij het analyseren van het structurele ontwerp van de werktuigmachinebevestiging gebaseerd zijn op de verwerkingsvereisten van het werkstuk en de positionering die de onderneming al kan bepalen. Hoe te kiezen?
De oppervlakken die vaak worden geselecteerd voor positionering op het werkstuk omvatten vlakken, kegels, cilinders, vormen en hun combinaties, de selectie van positioneringselementen, inclusief de structuur, vorm, grootte en lay-out van positioneringselementen.
Hoofdondersteuning
1. Steunnagels
Er zijn drie soorten steunpalen met een fijne referentie en een grove instelling van het referentiezijdeoppervlak. Padsteunpennen kunnen worden toegevoegd, en wanneer de afwerkspijkers worden gebruikt om de basis te ondersteunen, is het montagewerk een gepolijste afwerking voor een hoge betrouwbaarheid.
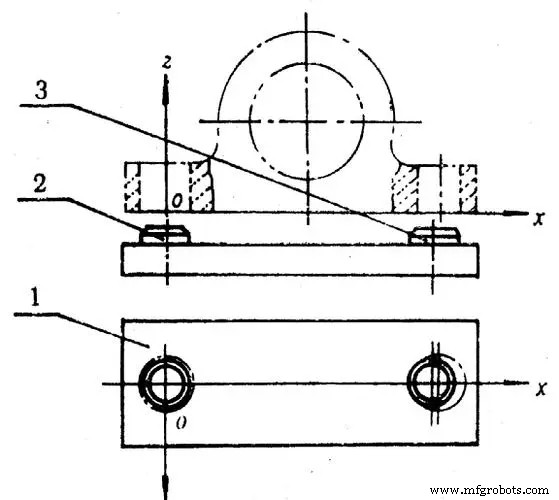
2. Steunplaat
Er zijn twee verschillende soorten steunplaten, het ene type wordt voornamelijk gebruikt voor het ondersteunen van de zij- en bovenoppervlakken en het andere wordt gebruikt voor het onderoppervlak van de fundering, die beide geschikt zijn voor nauwkeurige referenties. De steunplaat wordt met schroeven op het klemlichaam bevestigd en er moet een taps toelopende pen worden toegevoegd of de steunplaat moet in de groef van de klem worden gestoken. Bij gebruik van de volgende twee belangrijke steunplaten, moet het werkoppervlak na montage worden gladgemaakt, zodat we kunnen voldoen aan de vereisten om de hoge kwaliteit van de onderneming te waarborgen.
3. Pas de ondersteuning aan
Het is geschikt voor ruwe nulpuntpositionering met grote veranderingen in vorm en grootte, en ook voor werkstukken met dezelfde vorm en verschillende afmetingen, en ook voor speciale verstelbare klemmen en groepsklemmen.. Pas een keer aan voordat u een batch werkstukken verwerkt en vergrendel vervolgens ze met noten.
4. Zelfrichtende ondersteuning
Waar de ondersteuningspositie automatisch verandert met de positionering van het werkstuk naar de juiste positie van het referentieoppervlak. Komt overeen met een vaste ondersteuning, beperkt tot slechts één vrijheidsgraad. Door het toegenomen aantal contactpunten met het positioneringsnulpunt kan de stijfheid en stabiliteit van het werkstuk worden verbeterd. Toegepast op machinale productie van mechanische producten of ruwe referentieposities waar de stijfheid onvoldoende is.
Extra ondersteuning
Om de stabiliteit van het systeem te waarborgen en de stijfheid van het werkstuk te verbeteren bij het positioneren van het werkstuk, wordt dit meestal opgelost door technische hulpondersteuning. Het kan studenten niet alleen helpen om de ondersteunende kracht in de belangrijkste theoretische ondersteuning te dragen, maar er ook voor zorgen dat het werkstuk hun positioneringsoppervlak niet verlaat.
1. Spiraal extra ondersteuning
Hulpsteunen kunnen de installatiestijfheid en positioneringsstabiliteit van het werkstuk verbeteren, maar mogen de vrijheid van het werkstuk niet beperken. Tijdens gebruik moeten de werkstukken één voor één worden aangepast om zich aan te passen aan de positieverandering van het steunoppervlak bij de verwerking en productie van mechanische producten. Het voordeel van deze hulpsteun is dat de constructie relatief eenvoudig is, maar het nadeel is dat het rendement erg laag is.
2. Zelfpositionerende hulpsteun
De steunpen is hoger dan het steunvlak. Wanneer een werkstuk is geïnstalleerd, wordt de steunpen ingesteld als het referentieoppervlak dat moet worden ingedrukt en wordt het referentieoppervlak met het werkstuk voornamelijk via de steun gepositioneerd om de studenten in contact te houden met de andere samenleving en vervolgens vergrendeld. Het is geschikt voor gelegenheden waar het gewicht van verschillende werkstukken licht is en de snijbelasting van verticaal management minder wordt beïnvloed.
3. Push-pull hulpondersteuning
De steunpen is lager dan het steunvlak. Bij het installeren van het werkstuk kan de steunpen worden ingedrukt om contact te maken met het positioneringsoppervlak voor bewerking en productie van mechanische producten en vervolgens worden vergrendeld. Het is geschikt voor gelegenheden waar het gewicht van verschillende werkstukken zwaarder is en de snijbelasting van verticaal management een grote invloed heeft.
4. Hulpbeugel met hydraulische vergrendeling
Deze hulpsteun is gemaakt door middel van een schroefdraadverbinding en vereist druk op het lichtnet. Onder invloed van een veer maakt de steunpen contact met het werkstuk en wordt gewijzigd door de olieklemset, en de steunpen vergrendelt de dunne oliedrukkamer.
Productieproces
- C# abstracte klasse en methode
- C# Gedeeltelijke klasse en gedeeltelijke methode
- Bewerkingshandelingen en soorten bewerkingsgereedschappen
- Prototyping van mechanische onderdelen:kiezen tussen 3D-printen en CNC-bewerking
- Hanteren, bewerken en meten van werkstukken
- Grote onderdelen bewerken:de problemen en oplossingen begrijpen
- Gebruikelijke methoden om werkstuknauwkeurigheid te verkrijgen bij het machinaal bewerken (2)
- Gaten maken bij CNC-bewerkingen
- Mill-turn en multitasking:een vooruitgang
- 5-assige bewerking en multitasking
- CNC HMC-bewerkings- en bewerkingscentra