


Hoe de positie van het warmtebehandelingsproces bij precisiebewerking te regelen?
Om de levensvatbaarheid en het concurrentievermogen van bedrijven voor precisiebewerking te verbeteren, is het onder meer de sleutel om te vertrouwen op geavanceerde technologie. Met de ontwikkeling van de moderne industrie zijn steeds meer bedrijven aandacht gaan besteden aan vakmanschap. Ambachtelijke documenten vormen de basis van precisiebewerkingsbedrijven en hun correctheid is erg belangrijk. Zo klein als één symbool en één gegevens in het procesbestand, is het erg belangrijk, zoals de groottevereisten in het mechanische fabricagetechnologiebestand, de geometrische tolerantievereisten, de symbolen en codes van het CNC-bewerkingsprogramma, enz. Vooral voor de verwerking van fijnmechanische onderdelen, het gebruik van correctheidsprocesdocumenten heeft rechtstreeks invloed op de verwerkingskwaliteit en productieveiligheid van het product. Soms, door de nalatigheid van de vakman, zelfs kleine fouten, kan het ook leiden tot de sloop van mechanische fijnmechanische onderdelen, waardoor bepaalde economische verliezen voor de onderneming ontstaan.

Om de prestaties van het product effectief te verbeteren, is het tijdens het precisiebewerkingsproces noodzakelijk om ervoor te zorgen dat de meeste resterende onderdelen zijn verwijderd bij het regelen van de locatie van het warmtebehandelingsproces. Het zorgt er niet alleen voor dat de onderdelen kunnen worden afgeschrikt en uitgehard, maar ook dat er een marge is om de nabewerking te kunnen opvangen, waardoor de kwaliteit van het product beter kan worden gewaarborgd. De warmtebehandeling in het precisiebewerkingsproces kan grofweg worden onderverdeeld in voorbereidende warmtebehandeling en warmtebehandeling, afhankelijk van het toepassingsdoel. Het doel van een voorlopige warmtebehandeling is om de mechanische eigenschappen te verbeteren, interne spanning te elimineren en voor te bereiden op een warmtebehandeling. Het omvat gloeien, normaliseren, blussen en temperen, en verouderingsbehandeling.
1 . Voorlopige warmtebehandeling
Het doel van de voorlopige warmtebehandeling is om de interne spanning die tijdens het fabricageproces van de blanco wordt gegenereerd te elimineren, de snijprestaties van metalen materialen te verbeteren en voor te bereiden op de laatste warmtebehandeling. De voorbereidende warmtebehandeling omvat afschrikken en ontlaten, gloeien, normaliseren, enz., die over het algemeen voor en na de ruwe bewerking worden aangebracht. Opstelling vóór voorbewerken kan de snijprestaties van het materiaal verbeteren. Opstelling na ruwe bewerking is gunstig om resterende interne spanning te elimineren.
Proceslocatie voor uitgloeien en normaliseren
Het wordt over het algemeen gerangschikt na de productie van de blanco en vóór het snijproces.
Om de restspanning in het snijproces te elimineren, moet voor precisieonderdelen ook spanningsontlastingsgloeien worden geregeld tussen het snijproces.
Procespositie van blussen en temperen
Dit soort warmtebehandeling kan worden gebruikt als de laatste behandeling en kan de organisatie ook voorbereiden op het daaropvolgende afschrikken van het oppervlak of het algehele afschrikken van gemakkelijk vervormbare onderdelen. Het wordt over het algemeen aangebracht na ruwe bewerking en vóór afwerking of semi-nabewerken.
2. Laatste warmtebehandeling
De laatste warmtebehandeling moet over het algemeen worden uitgevoerd na voorbewerking, semi-nabewerken en voor en na afwerking. Warmtebehandeling met grote vervorming, zoals carboneren en afschrikken, afschrikken en ontlaten, enz., Moeten vóór het afwerken worden geregeld om de warmtebehandeling tijdens het afwerken te corrigeren. Vervormd. Warmtebehandeling met minder vervorming, zoals nitreren, kan na afwerking worden geregeld. Na dit soort warmtebehandeling is de hardheid van de onderdelen hoger en moet deze zo ver mogelijk terug zijn. Over het algemeen worden ze gerangschikt na semi-nabewerken en vóór het slijpen.
De algehele plaatsing van de afschrik- en oppervlakteafschrikproces is in principe hetzelfde.
De vervorming, oxidatie en ontkoling van de afgeschrikte delen moeten tijdens het slijpen worden verwijderd, dus er moet een maaltoeslag worden gereserveerd (bijvoorbeeld voor afgeschrikte onderdelen met een diameter van 200 mm of minder en een lengte van 1000 mm is de maaltoeslag over het algemeen 0,35 ~0,75 mm).
Om de mechanische eigenschappen van de kern te verbeteren en de oppervlaktegeharde structuur van de fijnkorrelige martensietstructuur te verkrijgen, is het voor oppervlaktegeharde onderdelen vaak nodig om eerst een normalisatie- of afschrik- en ontlaatbehandeling uit te voeren. Omdat de vervorming van de oppervlaktegeharde delen klein is, moet de slijptoegift ook kleiner zijn dan die van de totale geharde delen.
Voor Voorbeeld:
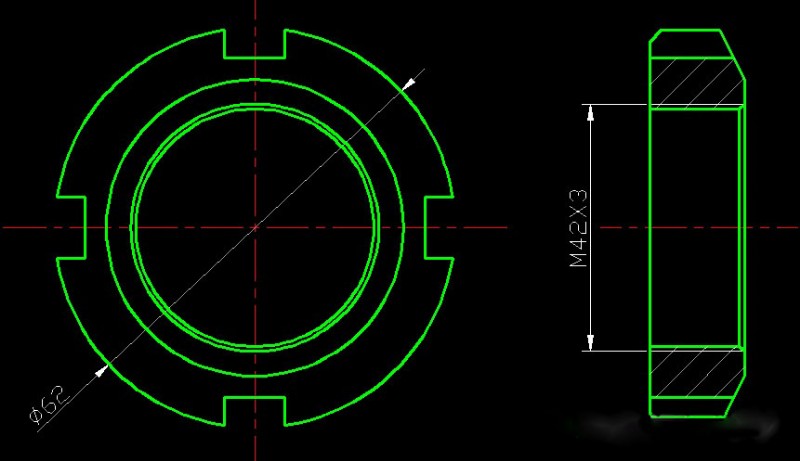
De bovenstaande afbeelding is een borgmoer gemaakt van 45 staal en de hardheid van de kerf moet HRC35 ~ 40 zijn. Als de inkeping en de binnendraad allemaal zijn verwerkt en vervolgens als geheel worden afgeschrikt en getemperd, hoewel de hardheid van de inkeping aan de vereisten kan voldoen, wordt de binnendraad vervormd en kan de nauwkeurigheid niet worden gegarandeerd; als het na warmtebehandeling wordt gesneden, zal de hardheid hoger zijn en de bewerkbaarheid slecht. .
Als de warmtebehandelingsmethode en verwerkingsvolgorde worden gewijzigd in:afschrikken en ontlaten-verwerking kerf-kerf hoogfrequent afschrik-verwerking binnendraad, kan aan de technische vereisten worden voldaan en kan de vervorming van de onderdelen worden verminderd.
3. Verouderingsbehandeling
Het doel van de verouderingsbehandeling is het elimineren van interne spanningen en het verminderen van vervorming van het werkstuk. De verouderingsbehandeling is onderverdeeld in drie categorieën:natuurlijke veroudering, kunstmatige veroudering en koudebehandeling. Verouderingsbehandeling vindt over het algemeen plaats na voorbewerking en voor afwerking. Voor onderdelen met hogere precisie-eisen kan een verouderingsbehandeling worden geregeld na semi-nabewerken. De ijskoude behandeling wordt over het algemeen uitgevoerd na de temperbehandeling of na de afwerking of aan het einde van het proces.
4. Oppervlaktebehandeling
Voor oppervlakte-anticorrosie of oppervlaktedecoratie moet het oppervlak soms worden gecoat of geblauwd. Deze oppervlaktebehandeling wordt meestal aan het einde van het proces geregeld.
Het bovenstaande is de relevante inhoud van de precisiebewerking en het regelen van de locatie van het warmtebehandelingsproces, ik hoop dat het u kan helpen.
Productieproces
- Hoe het CMC-proces werkt
- Metallurgische principes bij de warmtebehandeling van staal
- De verschillende precisiebewerkingstechnologieën
- Warmtebehandeling van precisiegedraaide onderdelen
- NADCAP-certificering en hoe dit van toepassing is op de precisiebewerkingsindustrie
- Warmtebehandeling van nauwkeurig bewerkte onderdelen
- Begrijpen hoe het scheerproces wordt uitgevoerd
- Inzicht in oplossingswarmtebehandeling, gloeien, nitreren
- Warmtebehandelingsproces van staal
- 3 stadia van het warmtebehandelingsproces
- Precisie CNC-bewerking - De stappen