


Bewerking van inspectiegereedschap-schuifmaat
Kwaliteit is de sleutel tot het succes van een bedrijf. Elke verspanende industrie hecht veel belang aan productkwaliteit. Daarom is het inspectiegereedschap voor het product bijzonder belangrijk, dus vandaag zal ik u kennis laten maken met de schuifmaat, het basisinspectiegereedschap in de verspanende industrie.
In dit artikel introduceren we de definitie, leesmethode, opslagmethode en voorzorgsmaatregelen van schuifmaat. Ik hoop dat het je zal helpen.
Definitie schuifmaat
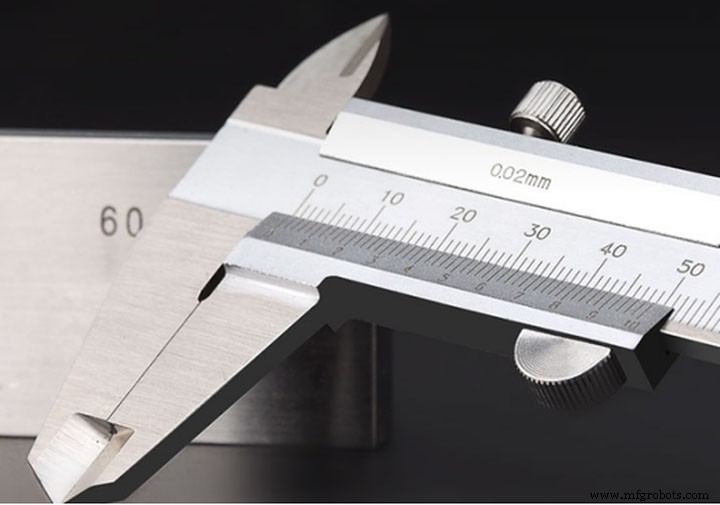
Schuifmaat (VERNIER CALIPER) is een apparaat dat wordt gebruikt om bewerkte onderdelen te controleren en te bevestigen bij ruwe bewerking en semi-nabewerken van bewerkingen, en om de afmetingen van bewerkte onderdelen met grote toleranties te meten. Het is een meetinstrument voor het meten van lengte, binnendiameter en buitendiameter en diepte. De schuifmaat omvat een hoofdliniaal en een schuifmaat die is verbonden met de hoofdliniaal. De hoofdliniaal is meestal in millimeters. De nonius heeft 10, 20 of 50 schaalverdelingen. Volgens verschillende divisies kunnen nonius schuifmaten worden onderverdeeld in schuifmaat met 10 dimensies, schuifmaat met 20 divisies, schuifmaat met 50 divisies, enz. De nonius is 9 mm voor 10 divisies, 19 mm voor 20 divisies en 49 mm voor 50 divisies. Er zijn twee beweegbare meetbekken op de hoofdliniaal en de nonius van de nonius schuifmaat, namelijk de binnenste meetbek en de buitenste meetbek. De binnenste meetbek wordt meestal gebruikt om de binnendiameter te meten, en de buitenste meetbek wordt meestal gebruikt om de lengte en buitendiameter te meten. De minimale aflezingen zijn Er zijn twee soorten:0,05 mm en 0,02 mm.
Hoe de schuifmaat te lezen
Bij gebruik van een schuifmaat om de maat te meten, wordt de waarde afgelezen met behulp van twee schalen, de hoofdliniaal en de secundaire liniaal (noniusliniaal).
・De schaal van de standaard subschaal (noniusschaal) is de schaal die wordt verkregen door de n-1 schaal van de hoofdschaal te delen in n gelijke delen.
・De standaard subliniaal (Vernier Ruler) heeft twee typen:1/20 en 1/50.
Hoe de schaal te lezen, zoals hieronder weergegeven
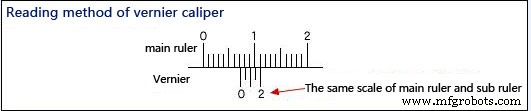
- Lees de schaalwaarde van de hoofdschaal die wordt aangegeven door de subschaal "nul".
→Op dit moment, omdat deze tussen 7 mm en 8 mm ligt, moet de gemeten waarde (7+α) mm zijn.
- Zoek het gedeelte waar de hoofdliniaal en de subliniaal dezelfde schaal hebben.
→Op dit moment komt, volgens de afbeelding, de 4e schaallijn van de subschaal overeen met de hoofdschaal.
- Als de secundaire schaal van de schuifmaat 1/20 is, omdat 1 schaal =0,05 mm, vermenigvuldig dan hetzelfde aantal schalen op de secundaire schaal met 0,05 om de α-waarde te berekenen.
→Op dit moment, α=0,05×4=0,20 mm
- Volgens het bovenstaande is 7 mm+0,20 mm=7,20 mm de vaste waarde van de maatmeting.
Voorzorgsmaatregelen tijdens de meting
・Controleer vóór de meting of het basispunt van de schuifmaat hetzelfde is? Verduidelijk de nauwkeurigheid van de nulwaarde.
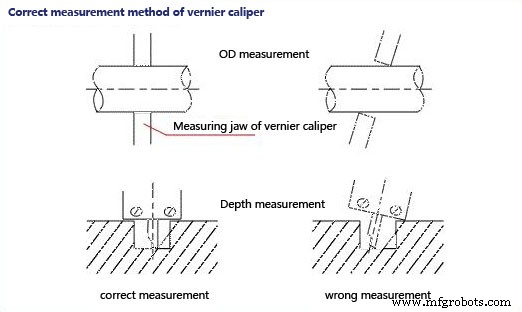
・Het deel dat het te meten object vasthoudt (de binnenste en buitenste kaakdelen van de schuifmaat) moet zich zo dicht mogelijk bij de hoofdliniaal bevinden.
・Het meetoppervlak van het meetgedeelte (binnen- en buitenbekken, dieptemeter) van de schuifmaat moet correct in contact zijn met het te meten object.
・De meetkracht mag niet te sterk/te zwak zijn en er moet zoveel mogelijk een constante kracht worden gebruikt voor de meting.
・De schaalwaarde moet in een rechte hoek worden afgelezen.
・Veeg na gebruik het vuil weg en bewaar het op een plaats waar de vochtigheid en temperatuurveranderingen klein zijn om vervorming te voorkomen.
Opslag M ethiek
Veeg de schuifmaat na gebruik schoon met katoengaren. Als het lange tijd niet wordt gebruikt, veeg het dan af met boter of motorolie. De twee meetbekken moeten worden gesloten en de bevestigingsschroeven moeten worden vastgedraaid en vervolgens in de schuifmaatkast worden geplaatst en afgedekt.
Voorzorgsmaatregelen:
- De schuifmaat is een nauwkeuriger meetinstrument. Het moet met zorg worden behandeld en mag niet worden gestoten of op de grond vallen. Gebruik het niet om ruwe voorwerpen tijdens gebruik te meten, om de meetklauw niet te beschadigen en plaats deze niet bij het snijgereedschap. Om het oppervlak van de schuifmaat niet te beschadigen, moet deze samen op een droge en neutrale plaats worden geplaatst wanneer deze niet in gebruik is, uit de buurt van zure en alkalische stoffen om corrosie te voorkomen.
- Veeg de schuifmaat schoon voordat u gaat meten en controleer of de twee meetvlakken en de meetrand van de schuifmaat recht en intact zijn. Wanneer de twee meetbekken stevig passen, mag er geen opening zijn en moet de nulpositie van de nonius en de hoofdliniaal met elkaar worden uitgelijnd. Dit proces wordt kalibratie van de nulpositie van de schuifmaat genoemd.
- Bij het verplaatsen van het frame van de liniaal moet de beweging vrij zijn en niet te los of te strak, laat staan schudden. Bij het bevestigen van het liniaalframe met de bevestigingsschroef, mag de aflezing van de schuifmaat niet veranderen. Vergeet bij het verplaatsen van het frame van de liniaal niet om de bevestigingsschroef los te draaien en deze mag niet te los zitten om te voorkomen dat hij eraf valt.
- Bij het meten van onderdelen met schuifmaat is overmatige druk niet toegestaan. De druk moet zodanig zijn dat de twee meetbekken net het oppervlak van het onderdeel raken. Als de meetdruk te groot is, zullen niet alleen de meetbekken buigen of slijten, maar ook de meetbekken onder druk komen te staan. Produceer elastische vervorming en maak de gemeten maat onnauwkeurig (de buitenmaat is kleiner dan de werkelijke maat en de binnenmaat is groter dan de werkelijke maat).
- Houd bij het lezen op de schuifmaat deze horizontaal in de richting van het felle licht, zodat de gezichtslijn van de persoon zo loodrecht mogelijk staat op het gegraveerde oppervlak van de schuifmaat, om leesfouten te voorkomen.
- Om de juiste meetresultaten te verkrijgen, kunt u meerdere keren meten, dat wil zeggen in verschillende richtingen op hetzelfde gedeelte van het onderdeel meten. Voor langere onderdelen dient u op verschillende delen van de volledige lengte te meten om correctere meetresultaten te verkrijgen.
Productieproces
- Wat is VMC-bewerking?
- Inspectie-inrichtingen — traditionele bewerking versus additieve fabricage
- Belangrijke aspecten met betrekking tot kwaliteitscontrole van CNC-bewerkingen
- De basisprincipes van kwaliteitscontrole en inspectie bij CNC-bewerkingen
- Bewerkingscentrum toepassingen. Modellen &Toepassingen?
- Wat is verticale bewerking?
- Wat is 5-assige CNC-bewerking?
- Schuifmaat begrijpen
- Lasinspectie begrijpen
- Niet-traditioneel bewerkingsproces begrijpen
- Prototyping