


Wat is EDM-bewerking? Draadvonken 101
Met de productiebehoeften zijn er veel speciale onderdelen en constructies verschenen in verschillende lagen van de bevolking. Dienovereenkomstig is het belang van EDM steeds duidelijker geworden om zich aan te passen aan de kenmerken van vele soorten onderdelen en kleine batches. EDM-technologie neemt een belangrijke positie in op het gebied van productie. EDM (EDM) is lange tijd een uiterst nauwkeurige, veeleisende oplossing geweest en een effectief middel om nauwkeurige bewerkingen van moeilijke materialen en complexe onderdelen te realiseren.
Laat ons daarom via dit artikel in detail weten wat EDM is, wat de verwerkingsstroom is en specifieke voordelen.
Wat is EDM-bewerking
 Elektrische ontladingsbewerking (EDM) is een productieproces, bekend onder vele andere namen, waaronder vonkbewerking, boogbewerking , ook wel draadvonken, draadsnijden, draadvonken, draadverbranding, draaderosie genoemd.
Elektrische ontladingsbewerking (EDM) is een productieproces, bekend onder vele andere namen, waaronder vonkbewerking, boogbewerking , ook wel draadvonken, draadsnijden, draadvonken, draadverbranding, draaderosie genoemd.
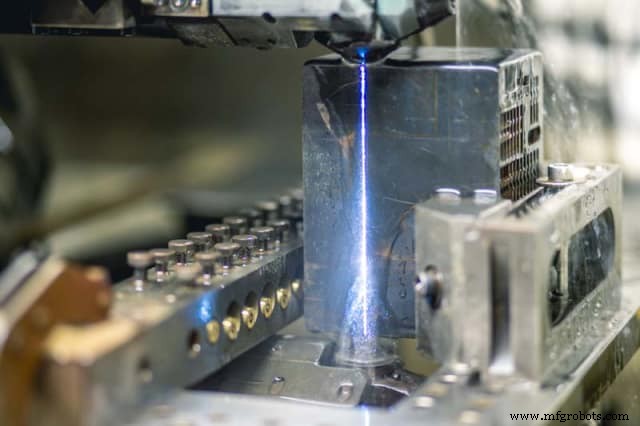
EDM is een onconventionele methode die tijdens het verwijderingsproces geen mechanische kracht vereist, een enkele dunne draad gebruikt en de warmte gebruikt die wordt gegenereerd door elektrische vonken samen met gedeïoniseerd water om het metaal te snijden, de snijdraad raakt het materiaal niet en voorkomt roest .
De stroom wordt gescheiden tussen de elektrode en het werkstuk door een diëlektrische vloeistof en de stroom gaat door de elektrode en het werkstuk. Tenzij er voldoende spanning wordt aangelegd om er een elektrische geleider van te maken, zal de diëlektrische vloeistof werken als een elektrische isolator. De geproduceerde vonkontlading corrodeert het werkstuk om de gewenste uiteindelijke vorm te krijgen. Tijdens dit proces wordt stroom gebruikt om het geleidende materiaal te snijden en een glad oppervlak achter te laten zonder dat andere afwerkings- of polijstprocessen nodig zijn. Over het algemeen is het bereik van de elektrodediameter .004″-.012″ (.10mm-.30mm), en de diameter kan groter of kleiner zijn.
Bij de vervaardiging van gereedschappen en precisieonderdelen is EDM erg populair vanwege de toepasbaarheid, vooral voor harde materialen zoals titanium of bijzonder complexe vormen die moeilijk te verkrijgen zijn door te frezen。
Hoe werkt EDM?
 Het snijden van draden wordt uitgevoerd door elektrische ontladingen te genereren op de draad of tussen de elektrode en het werkstuk. EDM-snijden loopt altijd door het hele werkstuk. Om de draadbewerking te starten, moet u eerst een gat in het werkstuk boren of vanaf de rand beginnen. In het bewerkingsgebied zal elke ontlading een put in het werkstuk produceren en het gereedschap beïnvloeden. De draden kunnen schuin staan, zodat er boven en onder delen met taps toelopende of afwijkende profielen gemaakt kunnen worden. Terwijl de vonk over de opening springt, wordt het materiaal vervolgens van het werkstuk en de elektrode verwijderd.
Het snijden van draden wordt uitgevoerd door elektrische ontladingen te genereren op de draad of tussen de elektrode en het werkstuk. EDM-snijden loopt altijd door het hele werkstuk. Om de draadbewerking te starten, moet u eerst een gat in het werkstuk boren of vanaf de rand beginnen. In het bewerkingsgebied zal elke ontlading een put in het werkstuk produceren en het gereedschap beïnvloeden. De draden kunnen schuin staan, zodat er boven en onder delen met taps toelopende of afwijkende profielen gemaakt kunnen worden. Terwijl de vonk over de opening springt, wordt het materiaal vervolgens van het werkstuk en de elektrode verwijderd.
Om kortsluiting in het vonkproces te voorkomen, wordt daarbij ook een niet-geleidende vloeistof of diëlektricum gebruikt. Het afval wordt verwijderd door het diëlektricum en het proces gaat verder. Er is absoluut geen mechanisch contact tussen de elektrode en het werkstuk. De draden zijn meestal gemaakt van messing of gelaagd koper en hebben een diameter tussen 0,1 en 0,3 mm.
EDM-bewerkingstypen
Hoewel er veel gespecialiseerde vormen van machinale bewerking met elektrische ontlading zijn, worden industriële EDM-machines gewoonlijk gegroepeerd in drie categorieën:Die Sinker EDM, Wire EDM, Hole Drilling EDM.
Zinker-EDM
Sinker EDM, ook bekend als ram EDM, conventionele EDM of plunge EDM, gebruikt machinaal bewerkte elektroden met verschillende vormen, maten en materialen om materiaal van het werkstuk te verwijderen. De elektrode is meestal gemaakt van grafiet, maar koper, wolfraam of messing en combinaties van deze materialen kunnen ook worden gebruikt, en de geometrische kenmerken van de elektrode kunnen worden aangepast om aan de vereiste specificaties te voldoen.
In het zinkvonk-EDM-proces worden zowel het werkstuk als de elektrode ondergedompeld in een isolerende vloeistof van olie of synthetische olie, en de machine gebruikt CNC-technologie om de elektrode automatisch naar het werkstuk te leiden. Net als bij draadvonken, wanneer de elektrode het werkstuk nadert, breekt de sterkte van de lading de barrière van de diëlektrische vloeistof en genereert een vonk, die een kleine hoeveelheid materiaal erodeert door kleine deeltjes te smelten en te verdampen.
Dit proces wordt honderdduizenden keren per seconde herhaald en terwijl het materiaal wordt verwijderd, blijft de machine de beweging van de elektrode controleren totdat deze de gewenste grootte heeft bereikt. Tegenwoordig wordt matrijs-EDM gebruikt om complexe holtevormen te creëren in gereedschap- en matrijstoepassingen.
Draadvonken
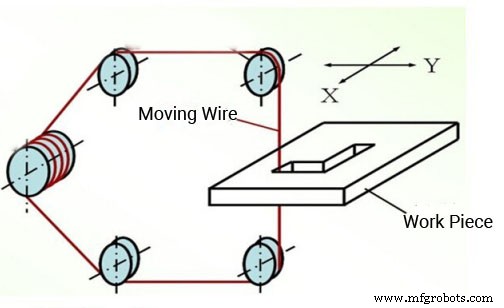 Het is een niet-traditionele verwerkingstechnologie, die elektriciteit gebruikt om fijn geladen koper- of messingdraad als elektrode te nemen om elk geleidend materiaal nauwkeurig en nauwkeurig te snijden. Het basisprincipe is om een continu bewegende dunne metaaldraad (een elektrodedraad genoemd) als elektrode te gebruiken om een pulsvonkontlading op het werkstuk uit te voeren om het metaal te verwijderen en de vorm te snijden.
Het is een niet-traditionele verwerkingstechnologie, die elektriciteit gebruikt om fijn geladen koper- of messingdraad als elektrode te nemen om elk geleidend materiaal nauwkeurig en nauwkeurig te snijden. Het basisprincipe is om een continu bewegende dunne metaaldraad (een elektrodedraad genoemd) als elektrode te gebruiken om een pulsvonkontlading op het werkstuk uit te voeren om het metaal te verwijderen en de vorm te snijden.
In veel gevallen wordt het hele onderdeel ondergedompeld in de diëlektrische vloeistof en tijdens het snijproces verwijderen de hogedrukmondstukken voor boven en onder het fijne vuil in het gebied rond de draad. De vloeistof werkt ook als een niet-geleidende barrière, waardoor de vorming van geleidende kanalen in het verwerkingsgebied wordt voorkomen. Wanneer de draad zich dicht bij het onderdeel bevindt, overwint de elektrische veldsterkte het obstakel en treedt een diëlektrische doorslag op, waardoor er stroom tussen de draad en het werkstuk vloeit, waardoor een elektrische vonk wordt gegenereerd.
 Volgens de verschillende werksnelheden van de elektrodedraad, worden de draadvonkbewerkingsmachines over het algemeen in twee categorieën verdeeld:een daarvan is de hogesnelheidsdraadvonkmachine (WEDM-HS), de elektrodedraad voor heen en weer gaande beweging met hoge snelheid, de algemene draadsnelheid is 8 ~10 m/s, de elektrodedraad kan herhaaldelijk worden gebruikt en de verwerkingssnelheid is hoog , maar het snelle draadlopen is gemakkelijk om de elektrodedraad te laten schudden en in de omgekeerde richting te stoppen. Het andere type is de draadvonkmachine met lage snelheid (WEDM-LS), die de elektrodedraad met een lage snelheid in één richting beweegt, en de algemene draadloopsnelheid is minder dan 0,2 m/s. De elektrodedraad wordt na ontlading niet meer gebruikt. Het werk is stabiel, uniform, weinig jitter en de verwerkingskwaliteit is goed, maar de verwerkingssnelheid is laag.
Volgens de verschillende werksnelheden van de elektrodedraad, worden de draadvonkbewerkingsmachines over het algemeen in twee categorieën verdeeld:een daarvan is de hogesnelheidsdraadvonkmachine (WEDM-HS), de elektrodedraad voor heen en weer gaande beweging met hoge snelheid, de algemene draadsnelheid is 8 ~10 m/s, de elektrodedraad kan herhaaldelijk worden gebruikt en de verwerkingssnelheid is hoog , maar het snelle draadlopen is gemakkelijk om de elektrodedraad te laten schudden en in de omgekeerde richting te stoppen. Het andere type is de draadvonkmachine met lage snelheid (WEDM-LS), die de elektrodedraad met een lage snelheid in één richting beweegt, en de algemene draadloopsnelheid is minder dan 0,2 m/s. De elektrodedraad wordt na ontlading niet meer gebruikt. Het werk is stabiel, uniform, weinig jitter en de verwerkingskwaliteit is goed, maar de verwerkingssnelheid is laag.
Het draadvonkenproces heeft een belangrijke beperking:de draad moet volledig door het werkstuk gaan. Draadvonken kan alleen door middel van functies worden bewerkt. Als de kenmerken van het onderdeel u niet toelaten om een rand te snijden, kunnen we snel een gat boren in elk geleidend materiaal met behulp van een ander type EDM, klein gat boren
Gatboren EDM
Boren van kleine gaten EDM gebruikt holle ronde elektroden om gaten in het werkstuk te boren. Net als draadvonken gebruikt boorvonkcorrosie om materiaal te verwijderen. Bij EDM-boren wordt de grootte van het gat echter bepaald door de diameter van de elektrode. Zelfs in geharde of heterogene materialen kunnen nauwkeurige en precieze gaten worden gemaakt, wat een belangrijke ontwikkeling is geworden van verschillende geavanceerde technologieën.
Tijdens het EDM-proces wordt de diëlektrische vloeistof door en rond de elektrode gepompt om de geërodeerde deeltjes af te koelen en weg te spoelen. CNC-boren EDM kan snel en eenvoudig meerdere gaten zonder toezicht boren zonder handmatige positionering. De EDM met kleine gaten is ideaal voor onderdelen die opstartgaten, ventilatiegaten, koelvloeistofgaten, vingerhoedgaten of andere blinde gaten nodig hebben, en is erg handig voor het verwijderen van gebroken kranen en boren.
EDM VS draadvonken
 Dezelfde punten:
Dezelfde punten:
1. Beide soorten bewerkingen zijn een soort bewerking met elektrische ontlading, die is gebaseerd op de pulsvoeding, en het werkstuk moet een geleider zijn.
2. Dezelfde verwerkingsprincipes, en het metaal dat wordt gegenereerd door de warmte die wordt gegenereerd door de elektrische ontladingsontlading, wordt gesmolten om het metaal te verwijderen, dus de moeilijkheid van het verwerkingsmateriaal van de twee heeft niets te maken met de hardheid van het dorpsmateriaal, en daar is geen significante mechanische snijkracht in de verwerking.
Verschillende punten
1. Het belangrijkste verwerkingsobject van de EDM-vormmachine is het afdrukken van delicate patronen of gebogen oppervlakken op het oppervlak. De EDM-draadsnijmachine verwerkt voornamelijk platte werkstukken. De beweging van draadvonken is om het werkstuk te verplaatsen en EDM wordt verwerkt door de elektrode te verplaatsen.
2. EDM kan doorgaande gaten en blinde gaten verwerken, geschikt voor het verwerken van de holte van complexe kunststof mallen en andere onderdelen, evenals het graveren van tekst, patronen, enz. Draadvonken kan alleen doorgaande gaten verwerken, die gemakkelijk kunnen worden verwerkt kleine gaatjes Gaten, smalle spleten met complexe vormen en verschillende complexe onderdelen.
Voordelen van EDM
- Het is geschikt voor moeilijk te snijden materialen. Het kan worden gebruikt om harde en taaie materialen zoals polykristallijn goud en kubisch boornitride met zacht gereedschap te verwerken, zonder te worden beperkt door traditionele verwerking.
- Omdat de elektrode en het werkstuk tijdens het fabricageproces geen contact maken, is het mogelijk om kleine gaatjes, diepe gaten en smalle spleetdelen te verwerken en te produceren.

- Het kan onderdelen verwerken met speciale geleidende materialen en complexe vormen.
- Het oppervlak dat wordt geproduceerd door machinale bewerking met elektrische ontlading heeft een goede afwerking en hoge precisie.
- Elektrische ontladingsbewerking van geharde materialen kan mogelijke vervorming door warmtebehandelingsbewerking voorkomen.
- Kan vormen en diepten bereiken die niet kunnen worden bereikt met snijgereedschappen. Vooral bij diepe bewerkingen is de verhouding tussen lengte en diameter van het gereedschap erg hoog.
- EDM-proces is zeer voorspelbaar, nauwkeurig en herhaalbaar
- Alle EDM-verwerking is onbeheerd, dus de directe arbeidskosten en productiekosten van EDM zijn meestal lager in vergelijking met andere methoden
Toepassing van EDM
EDM is uitgevonden in de jaren 1940 en is een zeer vroeg niet-traditioneel proces. Gecombineerd met computer numerieke besturing (CNC), is het een nauwkeurige en betrouwbare bewerkingsmethode geworden, en nu is het de standaard geworden in meer conventionele snijmethoden. Het is vaak een ideale keuze voor de productie van kleine, zeer gedetailleerde items die normaal gesproken te delicaat zouden zijn voor andere bewerkingsopties. Het is vooral populair voor aangepaste behoeften of productie van kleine series (zoals prototypes). EDM kan verschillende bewerkingen uitvoeren, waaronder draaien, frezen, slijpen en het boren van kleine gaten. Naast het vervaardigen van matrijzen wordt EDM ook vaak gebruikt in de automobielindustrie, de medische wereld, de ruimtevaart, enz.
Productieproces
- Wat is VMC-bewerking?
- Wat is ultrasoon bewerken?
- Wat is Electrical Discharge Machining (EDM)?
- Draadsnijden met EDM:waar gaat het allemaal over?
- Inleiding tot draadsnijden
- Wat is verticale bewerking?
- Wat is een CNC-draadsnede?
- Wat is 5-assige CNC-bewerking?
- Wat doet CNC EDM draadsnijden?
- Wat is EDM-productie?
- Mijn favoriete CNC EDM voor bewerking