


DIY-penplotter met automatische gereedschapswisselaar | CNC-tekenmachine
In deze tutorial laat ik je zien hoe ik een CNC-penplotter of een tekenmachine heb gebouwd, maar met één coole functie en dat is automatische gereedschapswisseling. Met andere woorden, de machine kan automatisch van kleur veranderen, zodat we er echt coole dingen mee kunnen tekenen.
Je kunt de volgende video bekijken of de schriftelijke tutorial hieronder lezen.
Overzicht
De constructie van de machine is gebaseerd op mijn DIY CNC-lasergraveermachine uit mijn vorige video, waar het doel was om de eenvoudigste CNC-machine te maken met een minimum aan onderdelen. Het maakt gebruik van 3 NEMA 17 stappenmotoren voor de X-, Y- en Z-asbeweging, en een kleine servo voor de grijper. Het brein van deze CNC Pen plotter machine is een Arduino UNO board in combinatie met een CNC shield en drie A4988 stepper drivers.
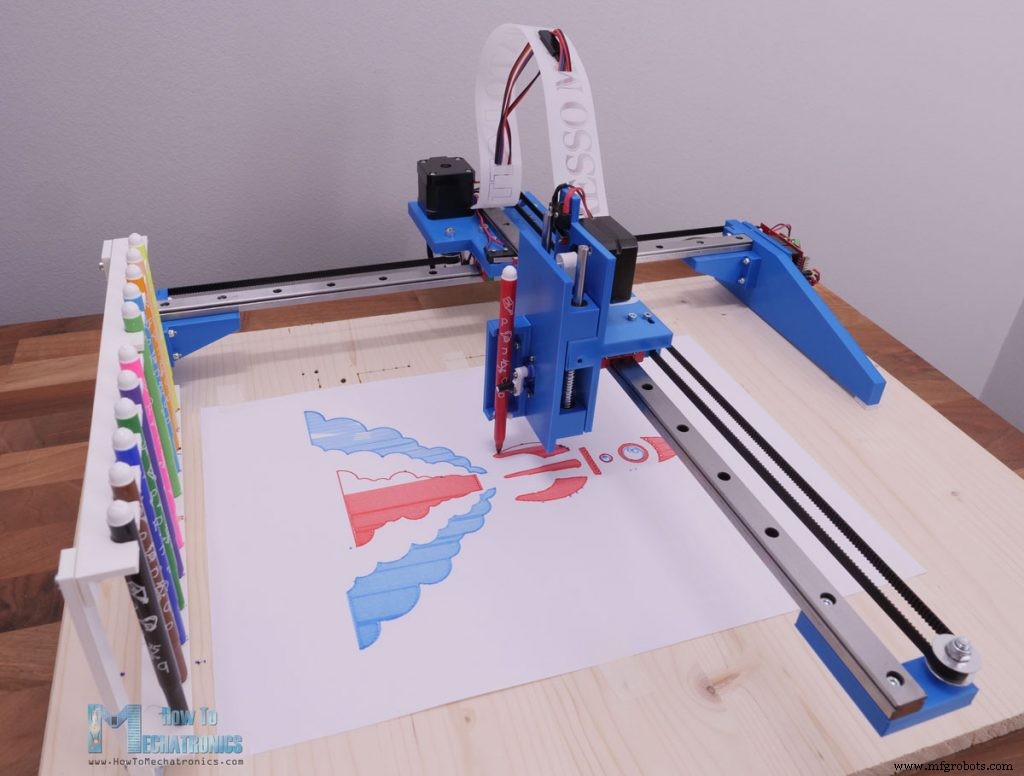
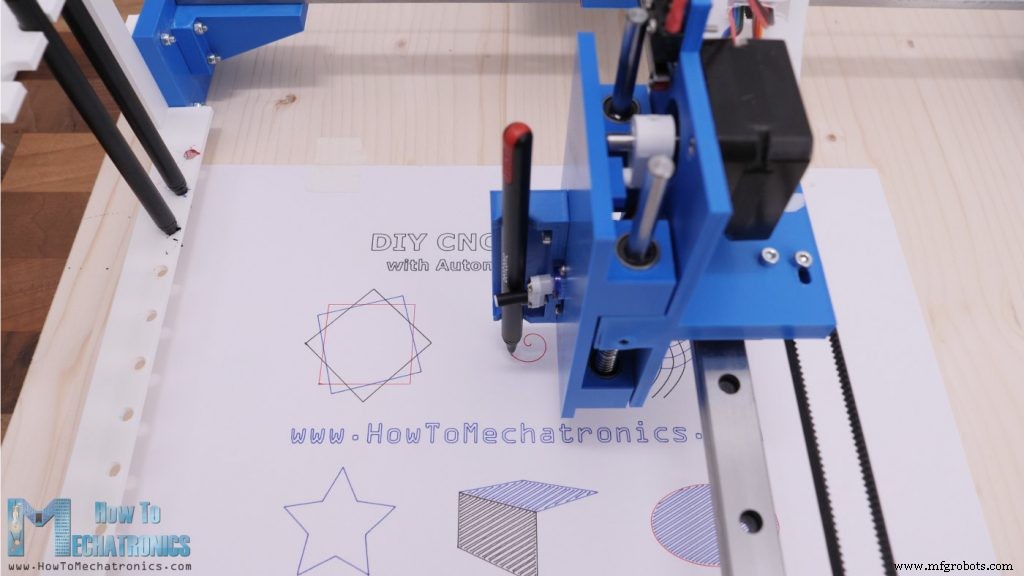
Het werkgebied van redelijk groot, 360x280 mm, en het detailniveau dat deze penplotter kan weergeven, is naar mijn mening ook behoorlijk indrukwekkend. Ik was eigenlijk verrast hoe goed en precies de tekeningen eruit kwamen, vooral die waar ik een 0,6 mm gelpen gebruikte.
Desalniettemin zal ik nu alles uitleggen wat je moet weten over het bouwen van zo'n tekenmachine, inclusief hoe je hem ontwerpt, de elektronica aansluit, welke firmware en software je moet gebruiken en hoe je er G-code voor kunt genereren.
DIY CNC-penplotter 3D-model
Laten we om te beginnen eens kijken naar het ontwerp van deze CNC-machine. Zoals ik al zei, is deze machine gebaseerd op het ontwerp van mijn vorige CNC-lasergraveermachine, waarbij het doel was om een zeer eenvoudige CNC met een minimum aan onderdelen mogelijk te maken.
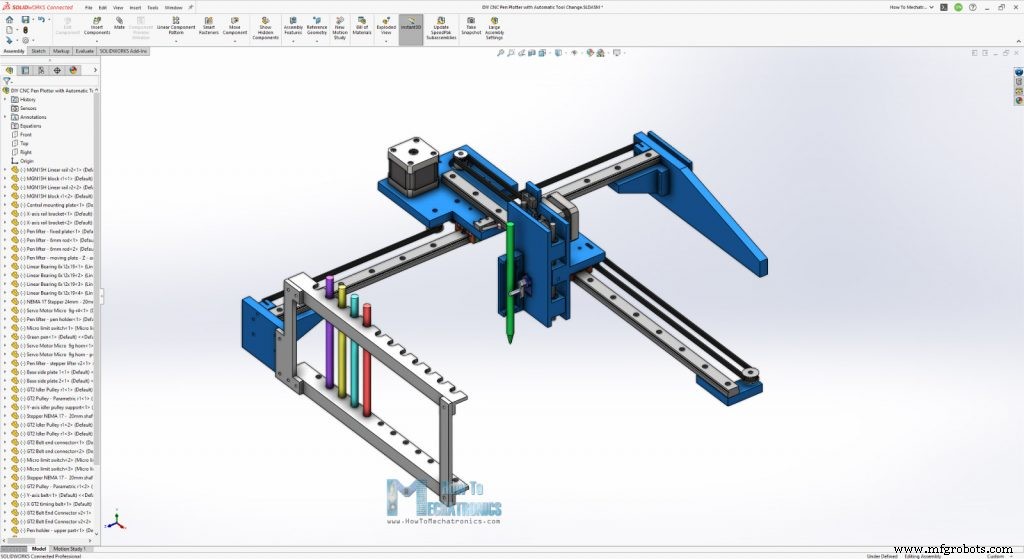
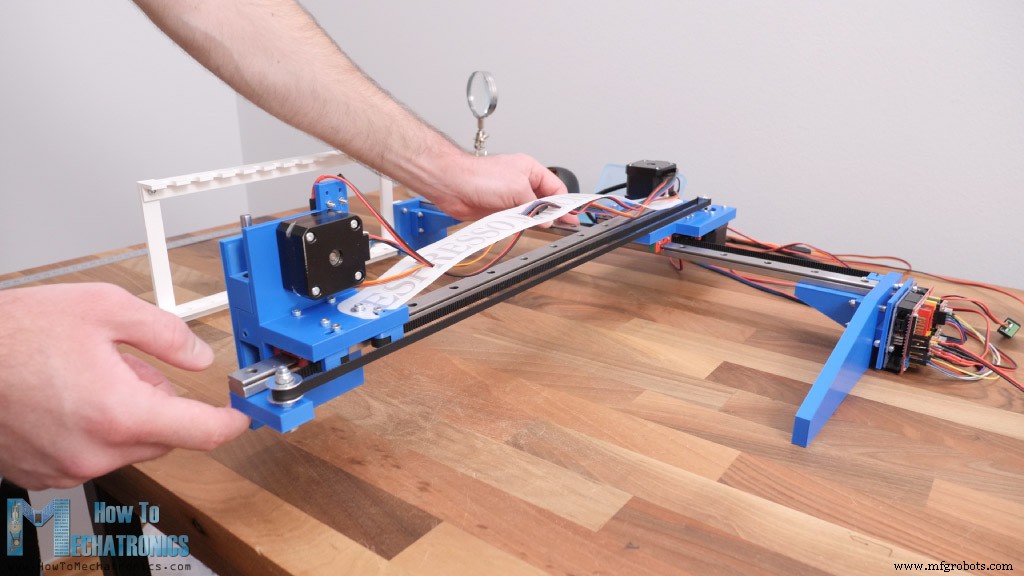
De twee belangrijkste componenten zijn de MGN15H lineaire rails, samen met hun geschikte glijblokken. De beweging voor de X- en Y-as wordt verzorgd door twee GT2-riemen en enkele GT2-poelies. Wat betreft de Z-as, we hebben een eenvoudige heen en weer gaande beweging waarbij het bewegende deel op en neer schuift op twee lineaire staven van 6 mm en geschikte lineaire lagers. Een kleine hobbyservo wordt gebruikt om de pen vast te pakken.
Een homing-procedure is essentieel voor deze penplotter omdat de penhouders een specifieke vaste positie hebben, dus de machine moet een startpunt hebben. Daarom moeten we voor elke as een eindschakelaar hebben.
U kunt dit 3D-model vinden en downloaden, en het ook verkennen in uw browser op Thangs:
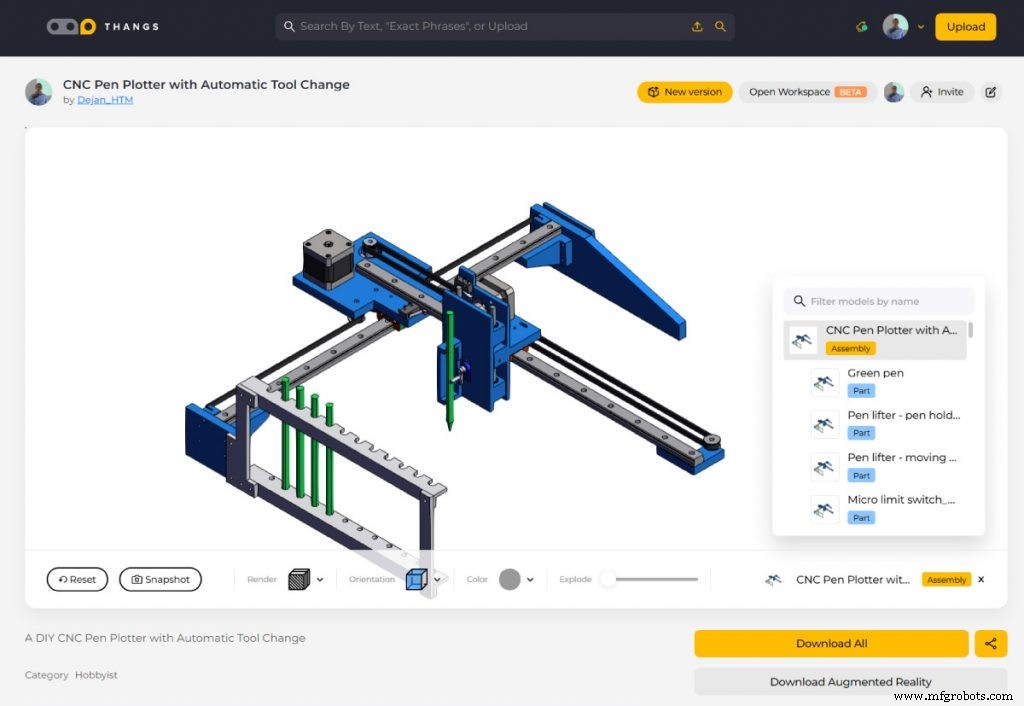
Download het montage 3D-model op Thangs.
Bedankt Thangs voor het ondersteunen van deze tutorial.
Wat betreft de STL-bestanden die worden gebruikt voor het 3D-printen van de onderdelen, u kunt ze hier downloaden:
De machine in elkaar zetten
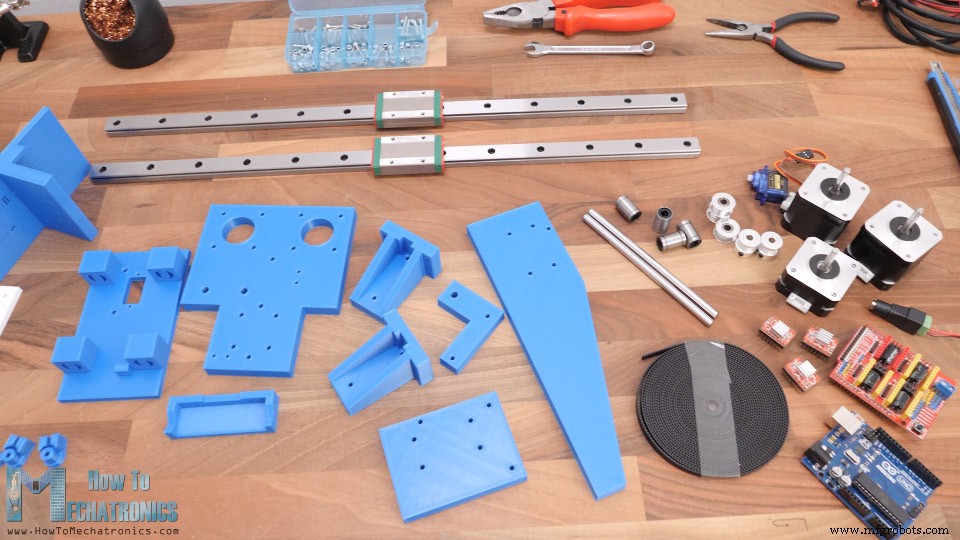
Hier zijn alle onderdelen die nodig zijn om de penplotter in elkaar te zetten.
Hier is een lijst met componenten die nodig zijn voor het monteren van deze DIY CNC-machine. De lijst voor de elektronische componenten vindt u hieronder in het gedeelte met het schakelschema van het artikel.
- MGN15H lineaire rail ……………………… Amazon / Banggood / AliExpress
- Lineaire staaf 6 mm …………………………….. /
- Lineair lager 6 mm …………………………. / AliExpress
- Stappenmotor – NEMA 17 …………….… Amazon / Banggood / AliExpress
- GT2 riem + tandpoelie……………….…… Amazon / Banggood / AliExpress
- GT2 spanrol ……………………….….… Amazon / Banggood / AliExpress
- Spacer Nuts ………………………….………….. Amazon / Banggood / AliExpress
- Bouten en moeren ingesteld …………………….…… Amazon / Banggood / AliExpress of bij de plaatselijke ijzerhandel + schroeven met platte kop 3x16 mm
Oké, dus nu kunnen we beginnen met het monteren van de machine. Ik begon met het aan elkaar vastzetten van de grondplaat en de beugel voor de lineaire rail met behulp van enkele M3-bouten. Alle bouten voor het monteren van deze machine zijn eigenlijk M3 met verschillende lengtes, behalve enkele M5-bouten die nodig zijn voor GT2-poelies.
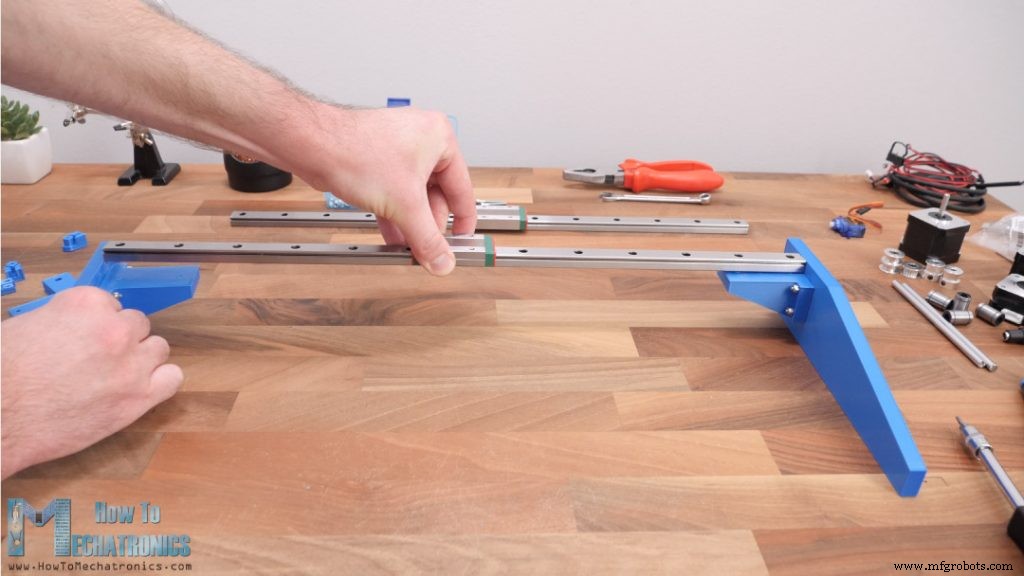
Zodra we de twee zijden gereed hebben, kunnen we de X-as lineaire rail eraan bevestigen met twee bouten aan elke kant. Deze MGN15H-rails zorgen voor een zeer soepele en speelse bewegingsvrijheid, omdat hun schuifblokken kogels of rollen bevatten.

Voordat u ze installeert, is het echter een goed idee om ze goed schoon te maken en in te vetten om goed te kunnen werken.
Vervolgens moet de rail van de Y-as bovenop het schuifblok van de X-as komen en om ze aan elkaar te bevestigen, gebruiken we een centrale montageplaat. Eerst kunnen we de Y-asrail met drie bouten op de centraalplaat monteren.

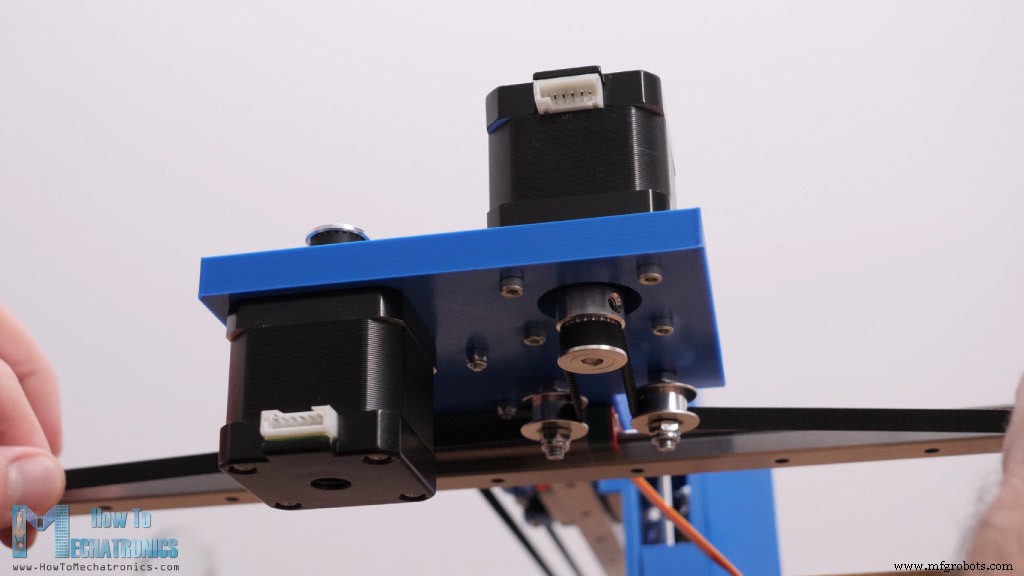
Dan kunnen we de twee NEMA 17 stappenmotoren installeren. De ene gaat aan de bovenkant en de andere aan de onderkant van de plaat. Zoals ik eerder al zei, hebben we wat M5-bouten en -moeren nodig om de GT2-poelies op hun plaats te installeren. De twee poelies hier zijn eigenlijk spanpoelies die worden gebruikt voor het bieden van grip voor de X-as GT2-riem en de getande poelie die op de stappenmotor gaat.
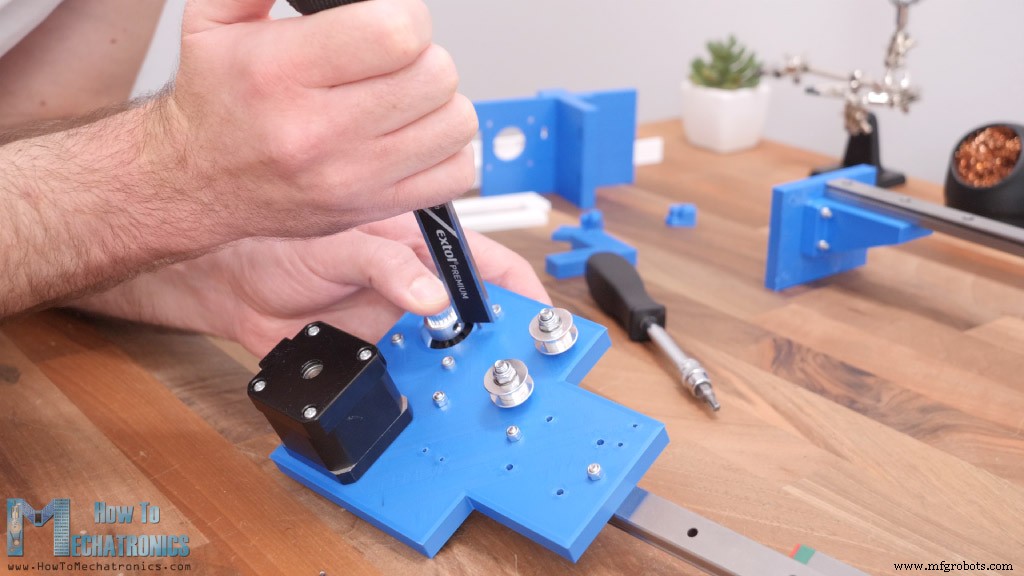
Wat betreft het installeren van die katrol, we moeten deze meten en waterpas stellen volgens de spanpoelies. Wat betreft de Y-as, we hebben slechts één spanrol nodig die aan de andere kant van de rail gaat, omdat de riem voor deze as in een lus wordt geïnstalleerd.

Ok, het volgende is het huwelijk of het verbinden van de twee assen. Dat doen we simpelweg door de centraalplaat met vier M3-bouten op het X-as schuifblok te bevestigen. Hiermee kreeg de machine zijn hoofdvorm en nu kan het Y-as schuifblok elke positie in het werkgebied bereiken.
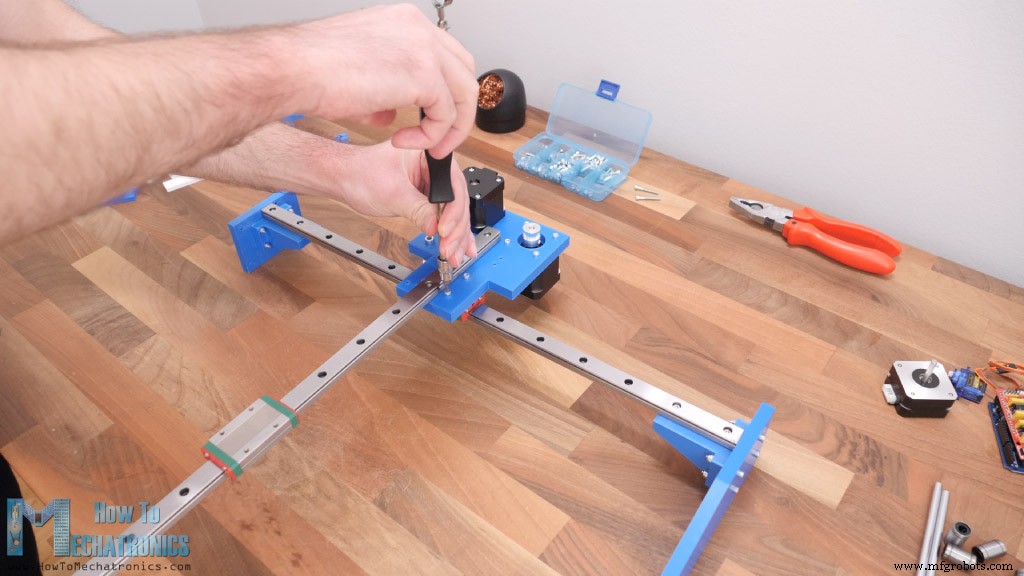
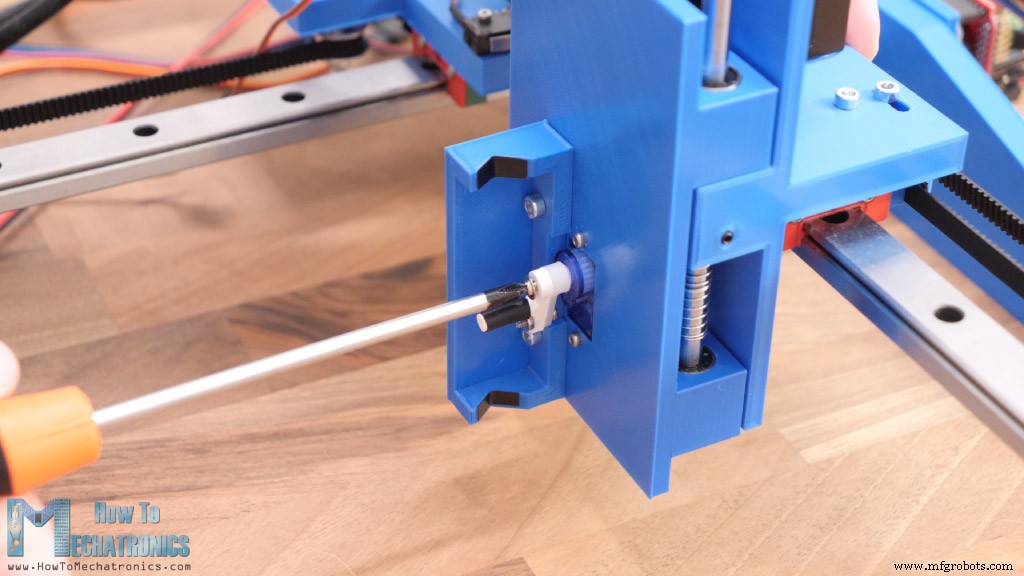
We kunnen nu verder met het monteren van het penliftmechanisme. Dit mechanisme bestaat uit twee delen, een vast die is vastgeschroefd aan het Y-as schuifblok en de andere die op en neer zal schuiven. Zodra het vaste onderdeel vastzit, kunnen we de Z-as stappenmotor erop installeren. Deze stepper is ook een NEMA 17, maar hij is korter, 23 mm in plaats van 40 mm, om gewicht te besparen.

Dan kunnen we de lifter installeren die eenvoudig aan de as van de stepper wordt bevestigd. De stelschroef die ik had was er een beetje lang voor, dus ik heb de lifter zonder de schacht op de schacht gezet, maar het gat heeft de vorm van de schacht, zodat de beweging goed wordt overgedragen. Uiteindelijk heb ik dit onderdeel een beetje aangepast, maar maak je geen zorgen, je krijgt de bijgewerkte versie ervan in de downloadbestanden.
Vervolgens heb ik de vier lineaire lagers in het glijdende deel gestoken en de microservo op zijn plaats vastgezet. Daarna heb ik ook het pennenhoudergedeelte direct naast de servo vastgezet.
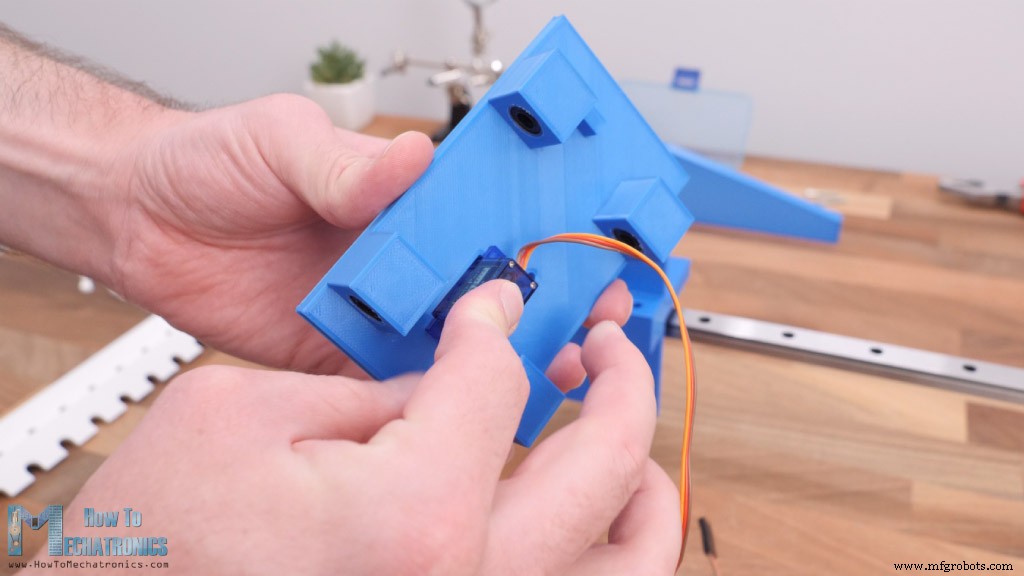
Om de vaste en de glijdende delen met elkaar te verbinden, moeten we eerst de servodraad door een gat in het vaste deel leiden en vervolgens de 6 mm staven vanaf de bovenkant door de lagers en het vaste deelgat steken. Tijdens het installeren van deze stang moeten we ook een veer tussen het vaste en het glijdende deel plaatsen op een manier dat het het glijdende deel naar beneden duwt.
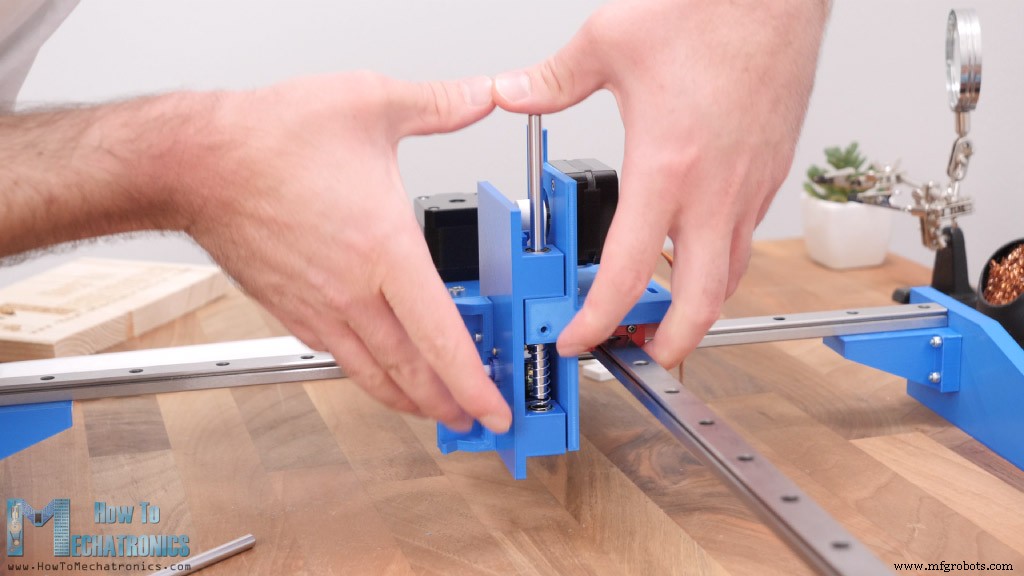
Hierdoor heeft de pen een beter contact met het werkoppervlak. Aan de onderkant van het vaste deel zijn er openingen waar we M3-moeren kunnen plaatsen en deze kunnen gebruiken om de 6 mm staven op hun plaats te houden.
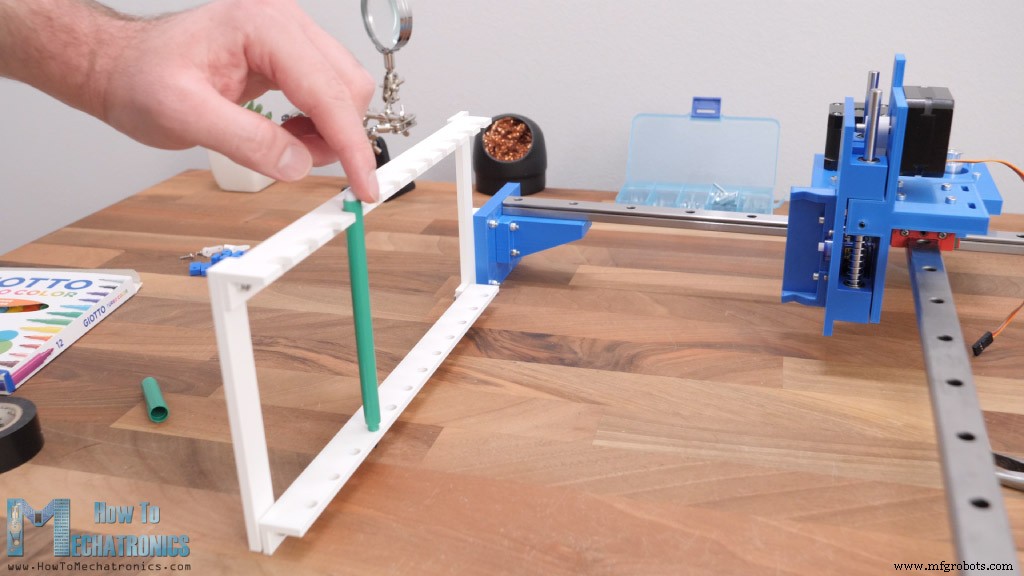
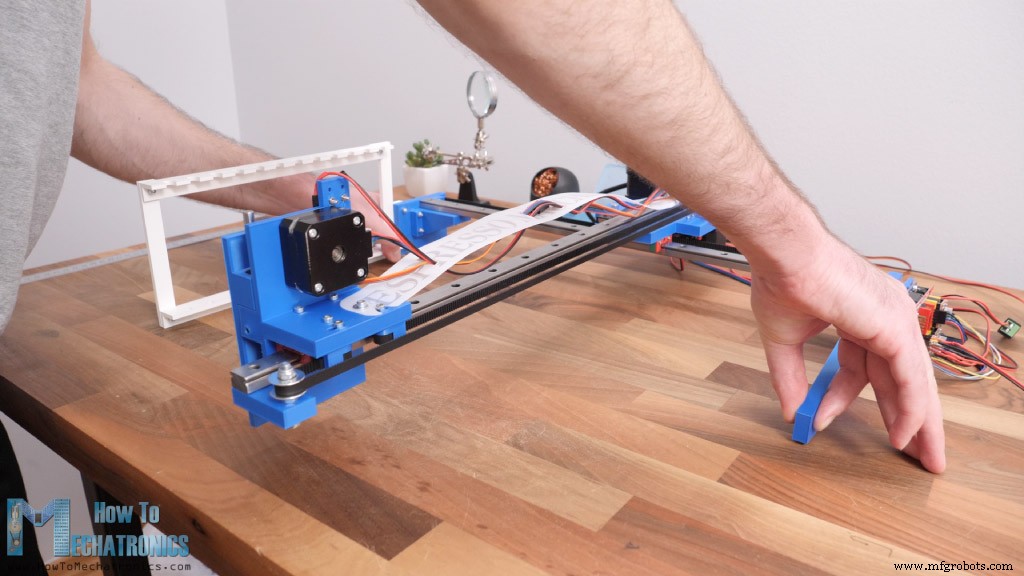
Vervolgens kunnen we de pennenhouder monteren die aan één kant van de machine gaat. Het bestaat uit een boven- en een ondergedeelte met openingen voor maximaal 12 pennen.
Ik ging verder met het installeren van de riemen. Eerst moeten we meten hoeveel lengte we nodig hebben en deze ongeveer op maat snijden. Om de riem aan het schuifblok te bevestigen, heb ik deze coole riemverbinders gemaakt, waarbij de riem om een holle as gaat en tussen twee wanden die de riem niet toelaat om te bewegen.

Met behulp van een M3-bout kunnen we de eerste connector aan één kant van het blok vastzetten en dezelfde procedure herhalen voor de andere kant. We kunnen de connectoren hier langs deze sleuven verplaatsen en de riem zo spannen als we willen.
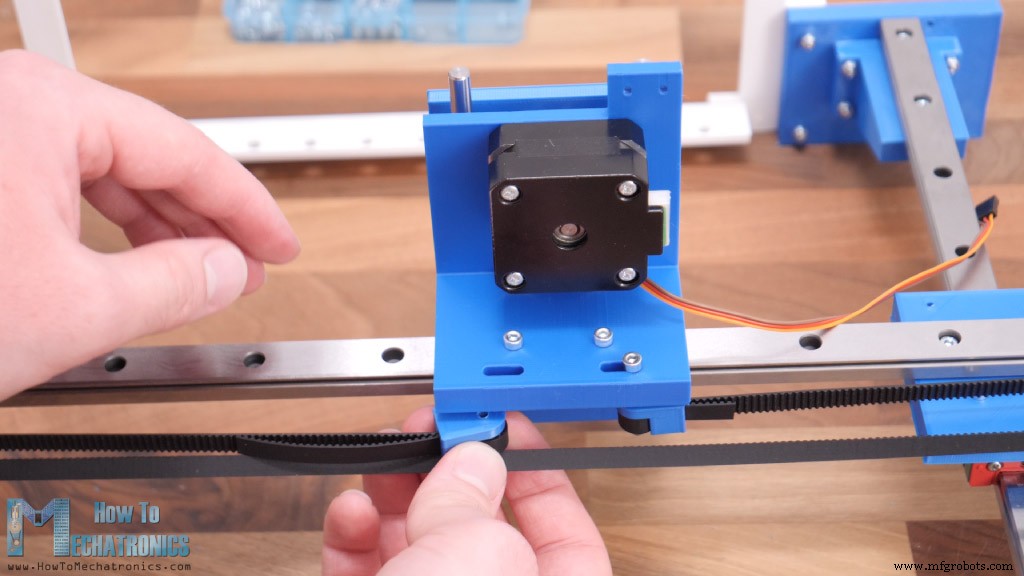
Wat betreft de X-as, de riem gaat in een rechte lijn van de ene naar de andere kant, terwijl hij door de poelies gaat op een manier die spanning of grip geeft aan de poelie van de stappenmotor.
Voor het spannen van de X-as-riem heb ik deze connectoren gemaakt die de vorm hebben van de riem en zodat we ze aan de zijkanten van de machine kunnen vastmaken.
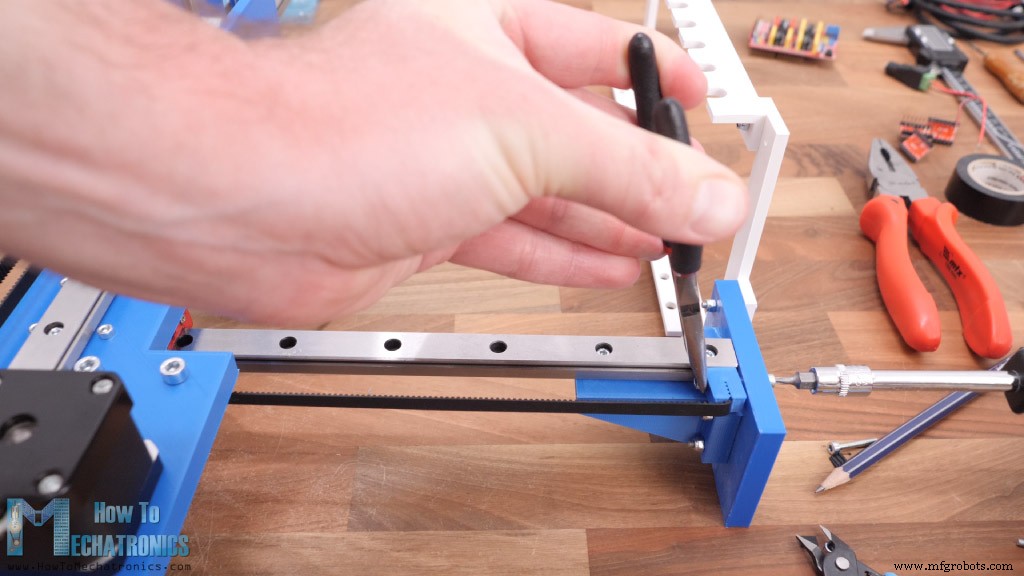
Vervolgens kunnen we de eindschakelaars installeren.
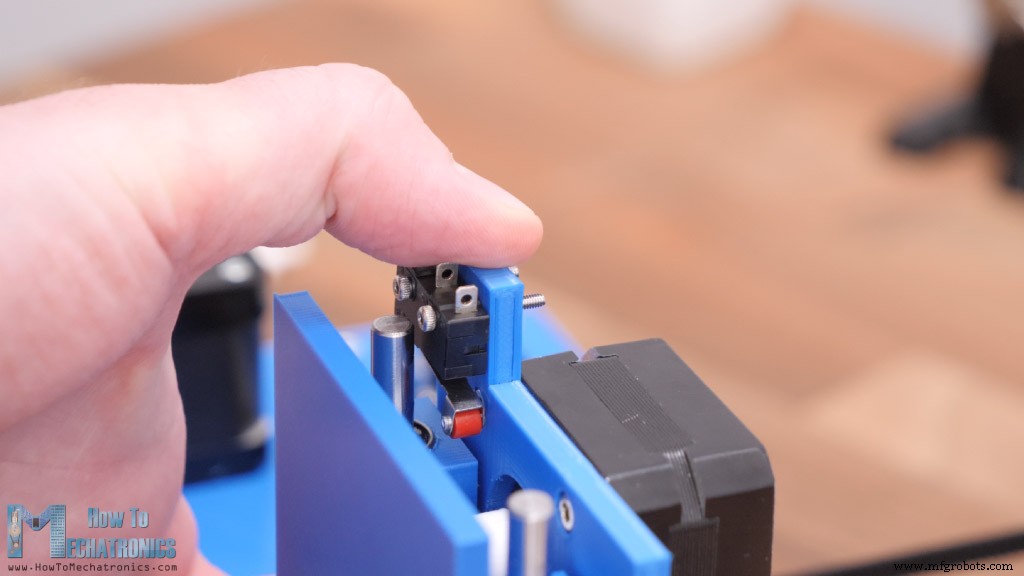
Uiteindelijk heb ik deze Z-as eindschakelaar een beetje verlaagd, en wat betreft de X- en Y-eindschakelaars heb ik die van mijn vorige project gebruikt waar al draden op waren aangesloten.
De elektronica aansluiten
Hiermee is het mechanische deel van de machine klaar en kunnen we verder met het aansluiten van de elektronica.
Zoals ik al zei, gebruiken we een Arduino Uno-bord in combinatie met een CNC-shield en drie A4988-stappendrivers.
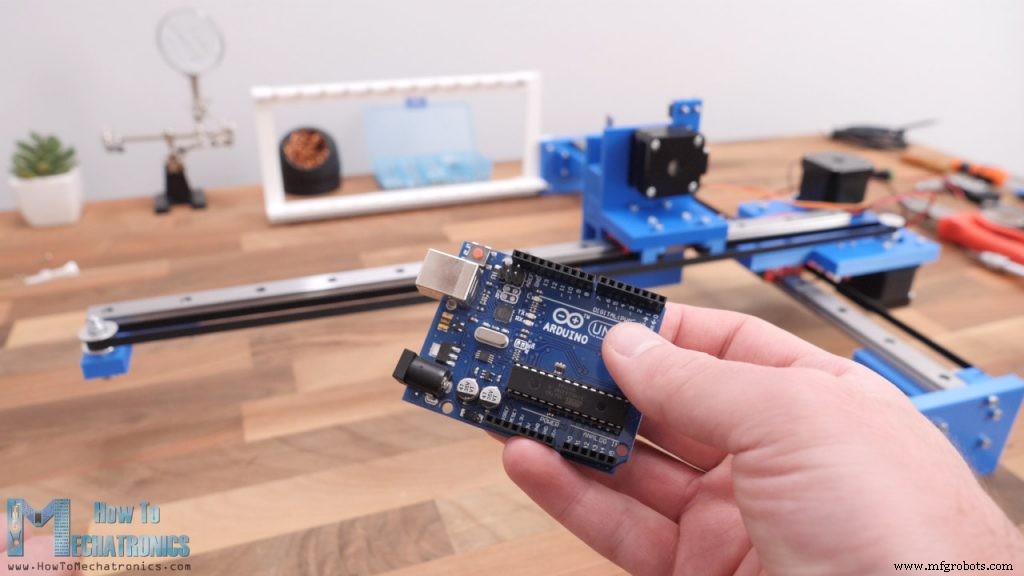
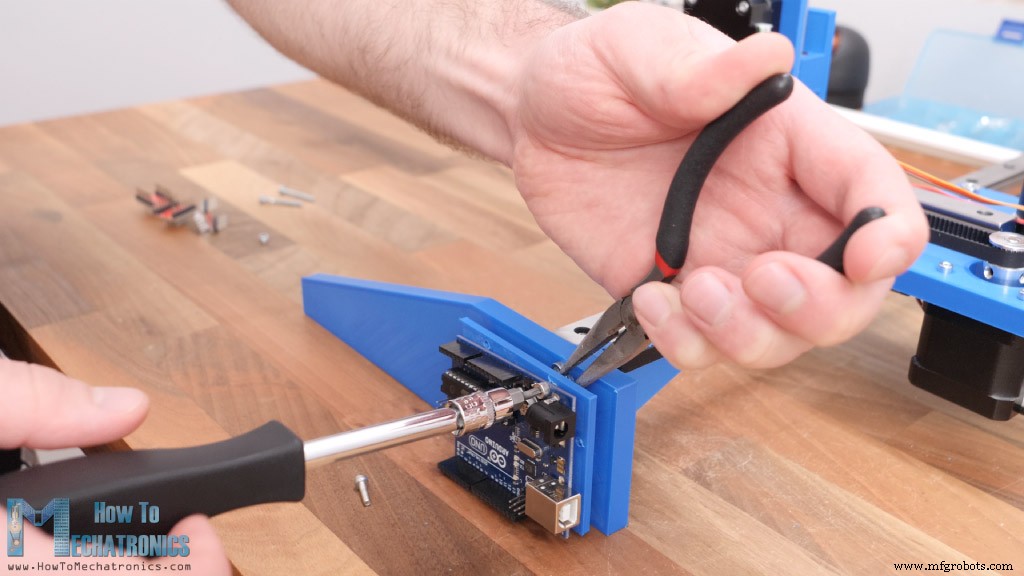
Voor het bevestigen van het Arduino-bord aan de machine heb ik een extra 3D-geprint onderdeel gemaakt dat op het zijpaneel past. Ik heb het Arduino-bord met twee M3-bouten vastgezet en daarbovenop heb ik het CNC-schild geplaatst.
Hier moeten we drie jumpers invoegen voor elke stepper driver om 16 th . te selecteren /step-resolutie, en dan voegen we de stepper-stuurprogramma's in.
Dan kunnen we de motoren op de juiste manier op het CNC-schild aansluiten. Om de micro-eindschakelaars op hun plaats aan te sluiten, soldeerde ik er eenvoudig draden rechtstreeks op, en aan de andere kant soldeerde ik vrouwelijke pin-headers die ik kreeg van enkele springdraden.
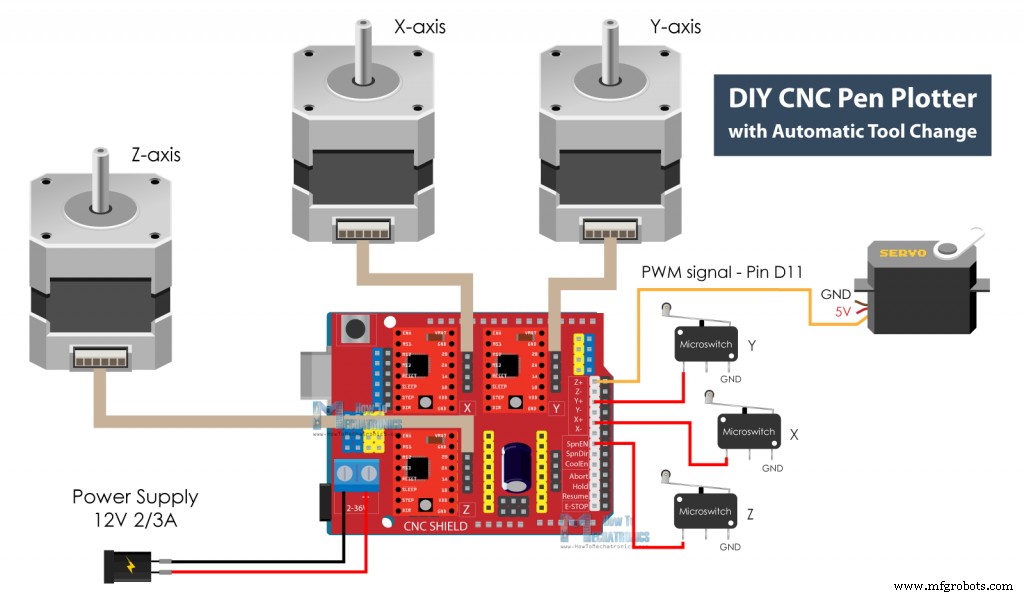
Wat betreft de servomotor, ik heb enkele servoverlengkabels gebruikt zodat deze het CNC-schild kunnen bereiken. Voor het aandrijven van de machine hebben we een 12V-voeding nodig. Hier is een schakelschema van hoe alles moet worden aangesloten.
DIY CNC-penplotter-schakelschema
Hier is het schakelschema van hoe alles moet worden aangesloten.
U kunt de componenten die nodig zijn voor dit project verkrijgen via de onderstaande links:
- Stappenmotor – NEMA 17……………… Amazon / Banggood / AliExpress
- Stappenmotor – NEMA 17 23 mm ….. Amazon / /
- A4988 Stepper-stuurprogramma………………..…..… Amazon / Banggood / AliExpress
- Servomotor ……………………………….… Amazon / Banggood / AliExpress
- Arduino CNC-schild ……………………….. Amazon / Banggood / AliExpress
- Arduino Uno…………………………………….… Amazon / Banggood / AliExpress
- Eindschakelaar …………………………………. Amazon / Banggood / AliExpress
- DC-voeding ………………………… Amazon / Banggood / AliExpress
We gebruiken dus een Arduino UNO-bord in combinatie met een CNC Shield en drie A4988 stepper-drivers. We hebben drie micro-eindschakelaars om de machine te verplaatsen en een kleine servomotor voor het grijpermechanisme. Voor de voeding hebben we een 12v-voeding nodig met een minimale stroomsnelheid van 2 ampère.
Afwerking van de machinemontage
Er zijn nog weinig laatste details die gedaan moeten worden om deze penplotter te voltooien. Hier installeer ik de pengrijper die eenvoudig via de servohoorn aan de servomotor wordt bevestigd.
Voor het beheer van de kabels van de penlifter heb ik een eettafelmat gebruikt die stevig maar flexibel was, dus perfect voor de klus.
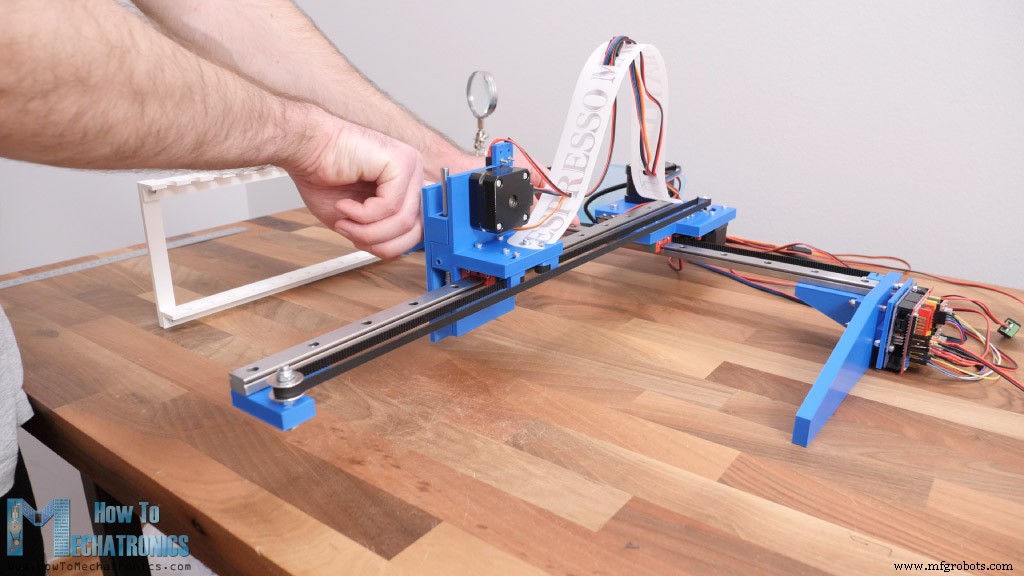
Hiermee is onze tekenmachine compleet. Er zijn echter enkele dingen die we hier moeten opmerken. Omdat de Y-asrail aan één kant niet wordt ondersteund en het 3D-printen PLA-materiaal zelf niet zo stijf is, was de penlifter volledig uitgeschoven 4 mm lager in vergelijking met de ondersteunde kant.
Dat is veel te veel speling, maar ik heb dat probleem kunnen oplossen door de voorkant van de machine een beetje op te tillen. Op deze manier heb ik het verschil teruggebracht tot ongeveer 1 mm, wat acceptabel was. als je van plan bent om deze grote rails te gebruiken, raad ik zeker aan om ook de Y-asrail aan de andere kant te ondersteunen.
Een ander probleem is de pennenhouder, omdat de pennen op deze manier niet goed op hun plek blijven zitten. Hier zou ik willen voorstellen om de bovenste openingen groter te maken en wat zacht materiaal aan de zijkanten toe te voegen zodat de pennen op hun plaats blijven terwijl de machine ze gemakkelijk kan plaatsen.

Ten slotte kunnen we een bord onder de hele machine plaatsen, zodat we een vlak oppervlak krijgen.
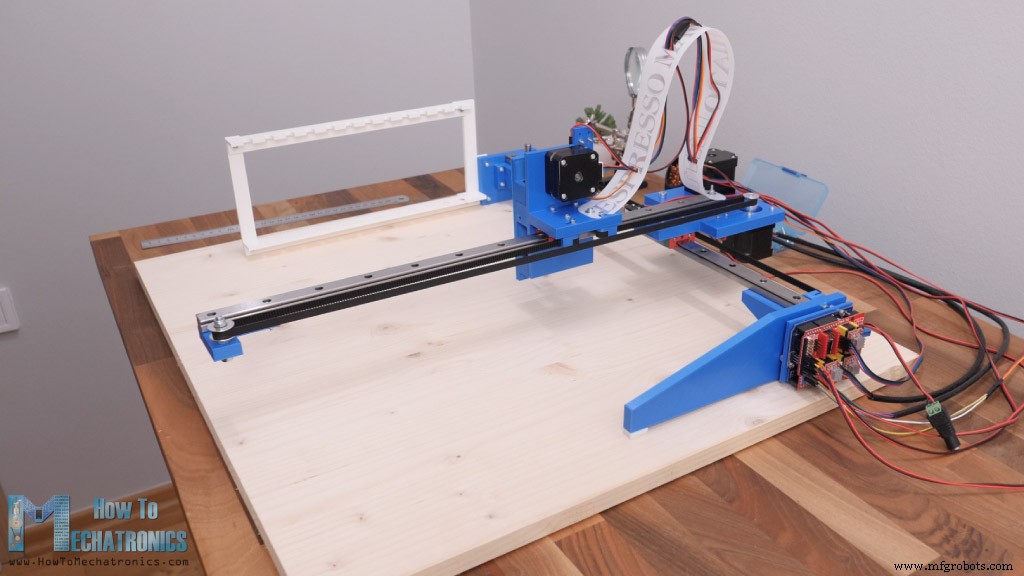
En dat is alles, onze machine is voltooid.
DIY Pen Plotter Firmware en besturingssoftware
Wat nu nog te doen is, is er leven aan geven of er een echte CNC-machine van maken. Voor dat doel moeten we een firmware op de Arduino installeren om de beweging van de CNC-machine te besturen en hebben we besturingssoftware nodig waarmee we G-codes kunnen verzenden en de machine kunnen vertellen wat ze moeten doen.
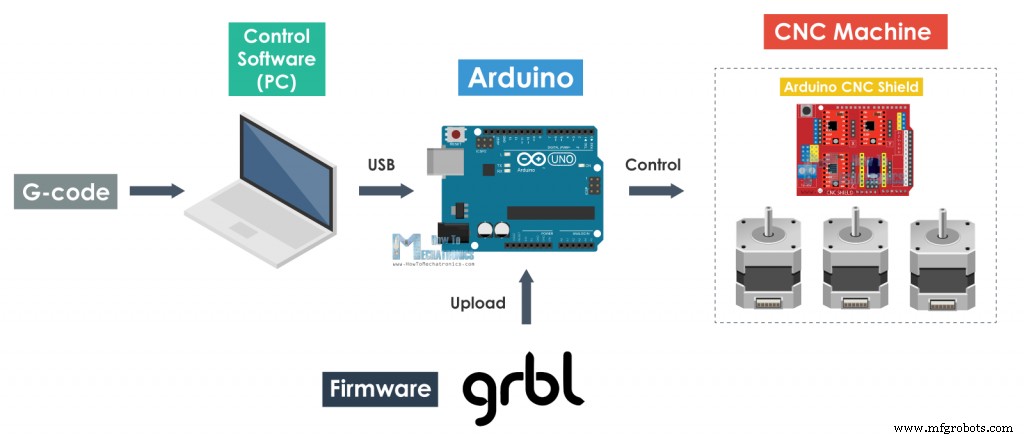
De meest populaire keuze voor doe-het-zelf CNC-machines is de open source GRBL-firmware. Voor deze penplotter hebben we echter een aangepaste versie nodig, die de servomotor kan aansturen. Deze aangepaste versie genaamd "grbl-servo", die de standaard PWM-frequentie van de spindelbesturingspin (of digitale pinnummer 11) verandert van 1 kHz naar 50 Hz die nodig is voor het besturen van dit type servomotor.
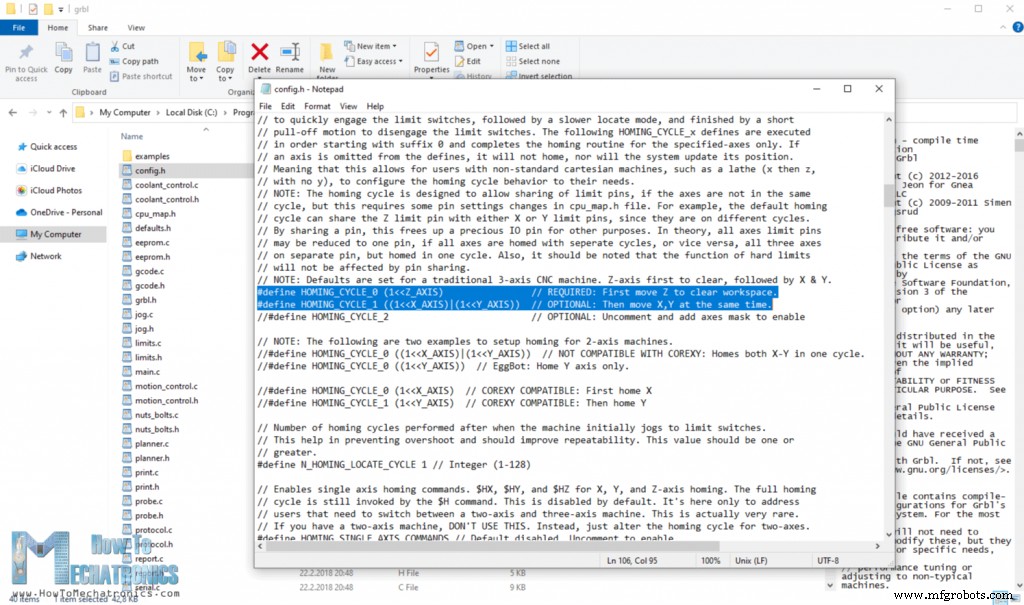
Zodra we deze GRBL-firmware hebben gedownload en geïnstalleerd in de bibliotheekmap van onze Arduino IDE, moeten we ook het bestand config.h wijzigen om 3-assige homing mogelijk te maken in plaats van de standaard 2-assige homing.
Wat besturingssoftware betreft, zullen we GRBL-plotter gebruiken die speciaal is bedoeld voor het besturen van plotters en die een grafische converter bevat waarmee we G-code kunnen genereren uit onze afbeeldingen of grafische afbeeldingen. Dit is ook open-source software die kan worden gedownload van Github.
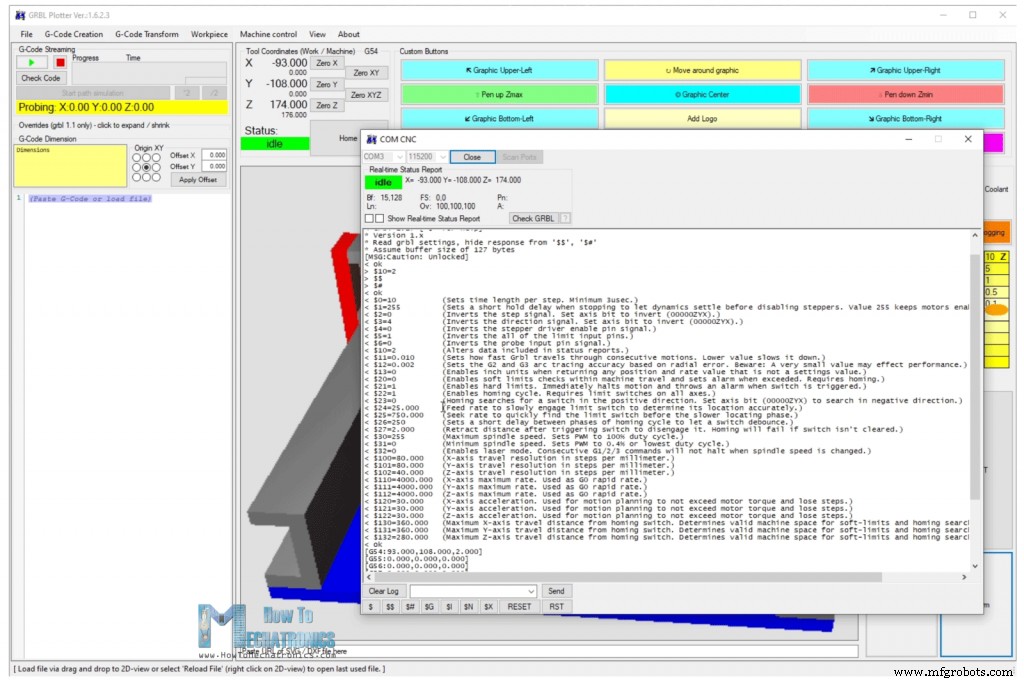
Hier moeten we eerst ons Arduino-bord via de geschikte COM-poort met de software verbinden. Zodra we op de knop "Kill Alarm" klikken, krijgen we op de seriële monitor een lijst met onze huidige GRBL-parameters. We moeten enkele van deze parameters wijzigen in overeenstemming met onze machine.
GRBL-parameters
Het eerste dat we hier moeten aanpassen, is de reisresolutie of de stappen / mm-waarden. Deze waarden geven aan hoeveel stappen de motor moet nemen om 1 mm te verplaatsen. Dit hangt af van het type stappenmotor dat we hebben, de geselecteerde stapresolutie en bewegingsoverdracht, in dit geval de GT2 riem en poelie.
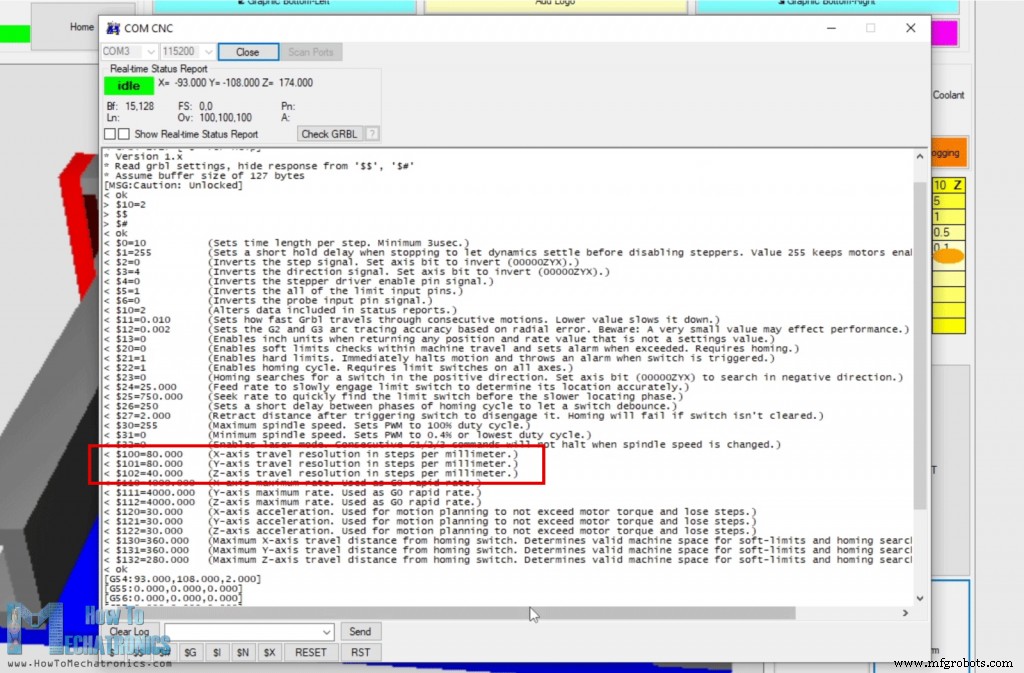
Voor onze machine is een waarde van 80 stappen/mm nodig om de X- en Y-as nauwkeurig te laten zijn. Wat betreft de Z-as heb ik een waarde van 40 ingesteld, wat eigenlijk niet nauwkeurig is in termen van echte beweging, maar dat kunnen we toch niet bereiken met onze heen en weer gaande beweging.
We moeten ook parameter nummer 23 instellen op 0, die aangeeft waar onze eindschakelaars zich bevinden, de maximale voedingssnelheid, acceleratie, maximale rijsnelheid en parameter nummer 1 instellen op een waarde van 255, waardoor de steppers alle tijd. We moeten er echter rekening mee houden dat als dit is ingeschakeld, vooral voor de Z-as-stepper, we de huidige limiet van de A4988-driver naar het minimum moeten aanpassen, omdat de kortere NEMA 17-stepper snel heet kan worden.
GRBL-plotter instellen
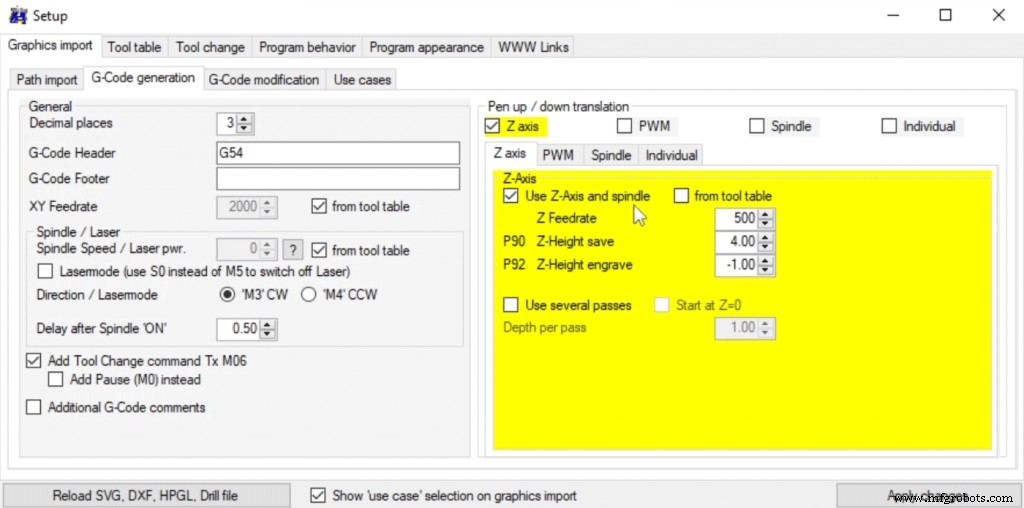
Oké, laten we nu eens kijken naar de configuratie van de controller. Er zijn zoveel opties om hier aan te passen dat het in het begin een beetje intimiderend kan zijn. Hier moeten we eerst de pen omhoog en omlaag translatie instellen als de Z-as en waarden instellen voor de omhoog en omlaag positie.
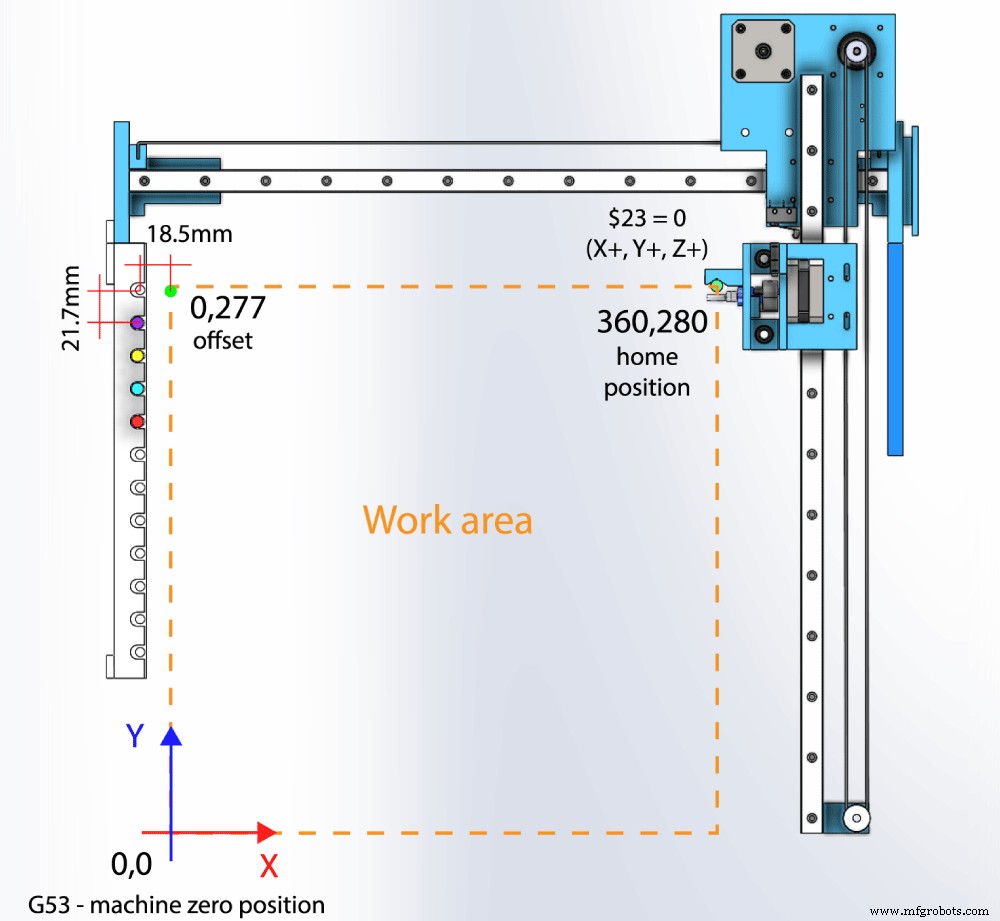
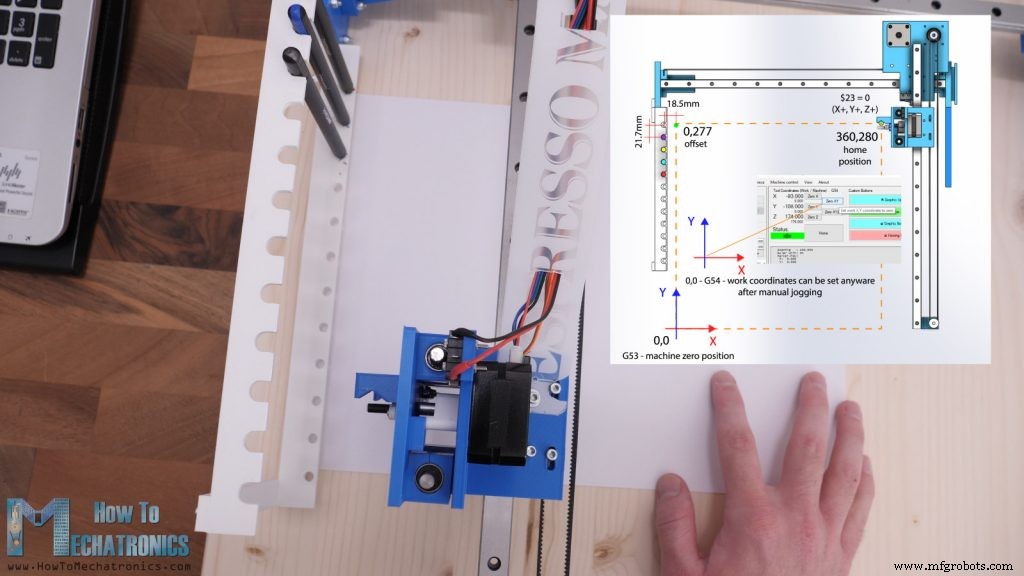
Op het tabblad Gereedschapstabel kunnen we de kleur van de pennen en hun positie definiëren. We moeten hier opmerken dat deze waarden voor de G53 of het machinecoördinatensysteem zijn. Dit betekent dat ze worden gedefinieerd door de harde eindschakelaars die de machine heeft en de maximale slag die we eerder in de GRBL-parameters hebben ingesteld.
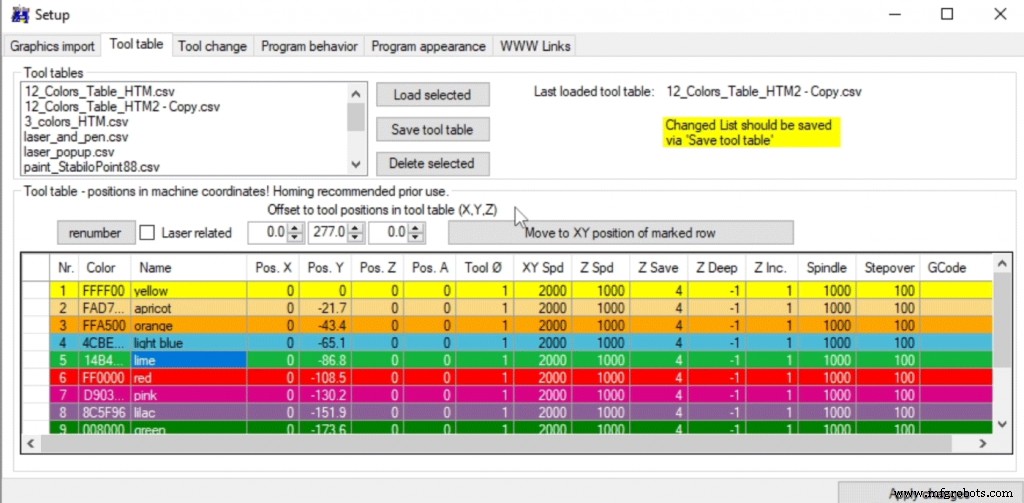
Voor het definiëren van de positie van elke pen heb ik de offset-waarden gebruikt, die in dit geval 0 zijn voor de X en 277 voor de Y-as. Deze waarden plaatsen de grijper voor de eerste pen, en toen moest ik alleen de Y-waarde voor elke pen definiëren, die 21,7 mm in de negatieve richting is.
Hier kunnen we ook de invoersnelheid en de op- en neerwaartse positie voor elke pen afzonderlijk aanpassen, voor het geval er verschillende hokken zijn.
Vervolgens moeten we in de tik op Gereedschapswissel kiezen voor "Voer gereedschapswissel uit op Tx M06", wat de machine vertelt om de gereedschapswissel uit te voeren wanneer deze opdracht in de G-code verschijnt.
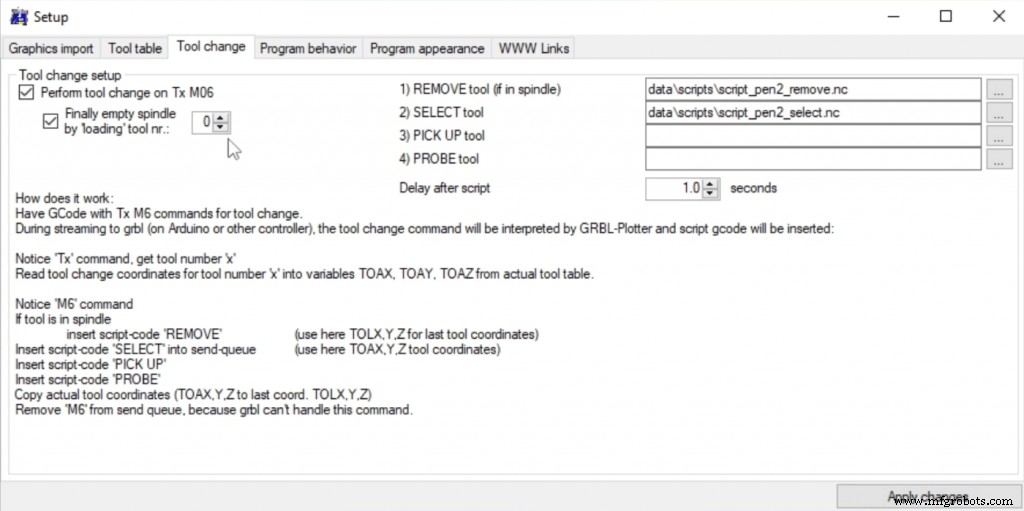
De "x"-waarde na de letter T geeft het gereedschapsnummer uit de gereedschapstabel aan. Om de gereedschapswisseling uit te voeren, moeten we een "select"- en "remove"-script opnemen, die worden uitgevoerd wanneer het Tx M06-commando verschijnt. In deze scripts definiëren we de beweging van de grijper om het gereedschap te nemen of te verwijderen.
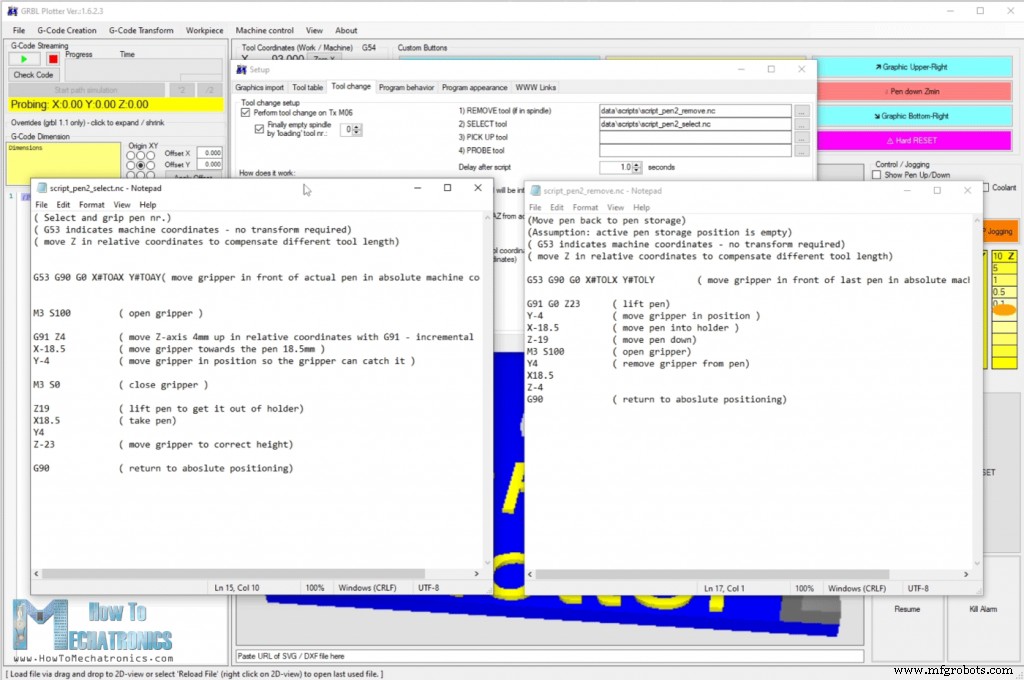
Om een pen te selecteren, wordt de grijper eerst voor de eigenlijke pen gepositioneerd in absolute machinecoördinaten, zoals gedefinieerd in de gereedschapstabel. Dan opent de servo de grijper, gaat nog 4 mm omhoog, beweegt dan naar de pen in X-richting en een klein beetje in Y-richting. Dan sluit de grijper, tilt de pen op en gaat terug naar dezelfde positie voordat het script wordt uitgevoerd. Voor het verwijderen van de pen zijn de scriptstappen hetzelfde, maar in omgekeerde volgorde.

Al deze parameters zijn natuurlijk afhankelijk van de pennen zelf, hun afmeting en de afmeting van de houders. De enige manier om dit proces correct te krijgen, is door waarden te testen en te corrigeren.
G-code genereren voor CNC-penplotter met automatische gereedschapswisseling
Laten we tot slot eens kijken hoe we met deze GRBL-plottersoftware G-code uit afbeeldingen kunnen genereren.
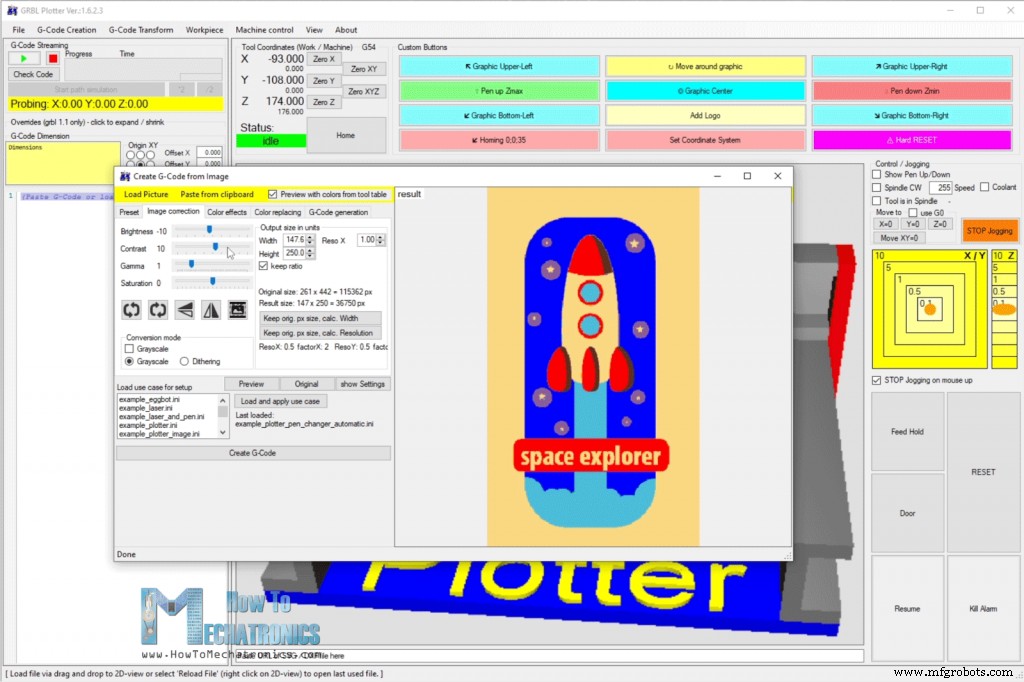
Zodra we de afbeelding hebben geladen, kunnen we klikken op "Voorbeeld met kleuren uit tabel", zodat we kunnen zien hoe de afbeelding eruit zou zien. Vanaf het tabblad Beeldcorrectie kunnen we spelen met de waarden Helderheid, Contrast, Gama en Verzadiging om kleuren te krijgen die lijken op de echte afbeelding of die we eigenlijk willen. We kunnen de uitvoergrootte in mm instellen en in de kleurvervangende tik kunnen we de kleuren verwijderen die we niet willen gebruiken.
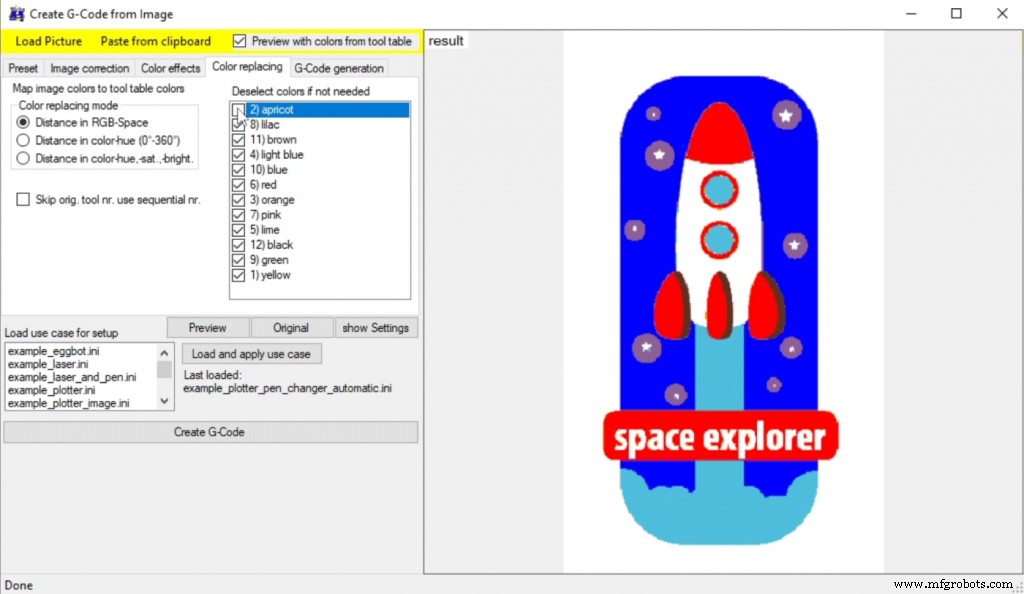
We kunnen bijvoorbeeld de abrikozenkleur verwijderen, de witte kleur in de afbeelding. Vervolgens kunnen we op de knop G-code maken klikken en de G-code wordt gegenereerd.
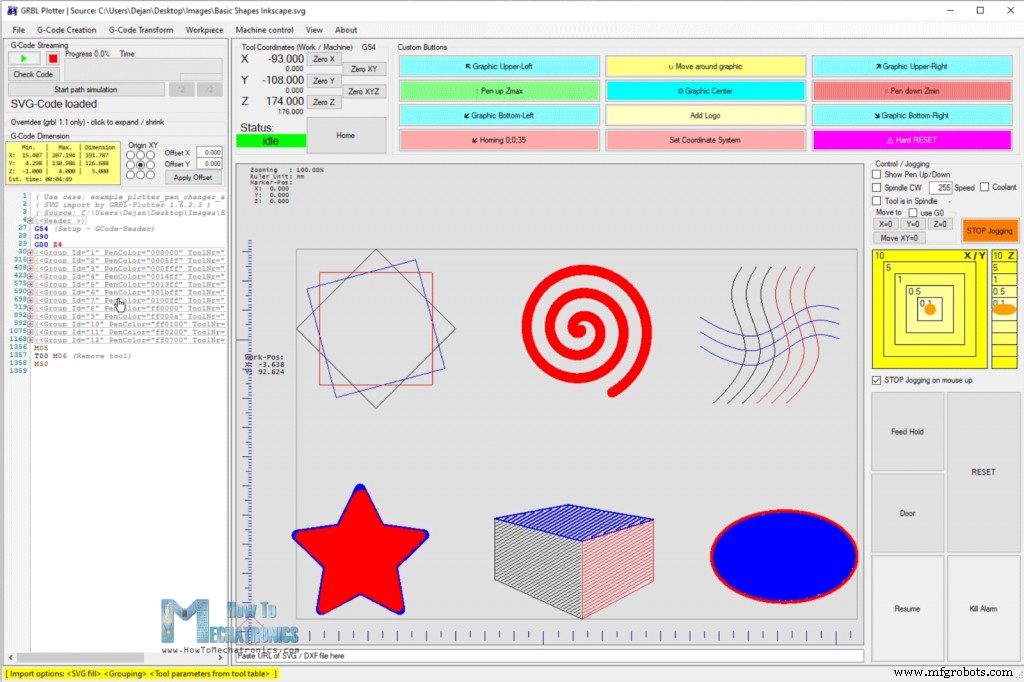
We kunnen ook G-codes genereren uit SVG-bestanden, die we gewoon kunnen slepen en neerzetten, en de software zal de G-code meteen genereren.
Voordat we beginnen met plotten, moeten we de 0-positie instellen waar we maar willen in het werkgebied en vervolgens op de afspeelknop klikken.
De penplotter begint te werken en we kunnen er dus van genieten hoe hij magie maakt.
Ik hoop dat je deze video leuk vond en iets nieuws hebt geleerd. Als je vragen hebt, stel ze dan gerust in de opmerkingen hieronder.
Productieproces
- CNC-machinegereedschap
- Hoe kiest u CNC-bewerkingsmachines?
- Hoe gebruik je een CNC-freesmachine?
- Hoe de nauwkeurigheid van CNC-bewerkingsmachines te verbeteren
- CNC-machine
- DIY universele CNC-machine
- Een snelle vergelijking van CNC-bewerkingsmachines
- Lange werkstukken bewerken met CNC-draaibanken met schuin bed(2)
- Lange werkstukken bewerken met CNC-draaibanken met schuin bed
- 3 methoden voor het construeren van 5-assige CNC-tool
- 10 precisiecomponenten vervaardigd met CNC-bewerkingsmachines